


摘要:2H637 台麵鏜床是原蘇聯克魯明機床(chuáng)廠生產研(yán)製的,該機床是(shì)我廠的重(chóng)點設備,多年來承擔著機(jī)架,軸(zhóu)承座的加工工作,由於(yú)機床老化,故(gù)障頻發,特別是夾刀機構的故障率極高,嚴重影響了機床的正常(cháng)運轉,隨(suí)著生(shēng)產任務量的日益加大,該機(jī)床(chuáng)已不能跟上生產的步伐,所以(yǐ)我(wǒ)廠決定對其夾刀機構進行改造,以便能夠滿足生產需求(qiú)。
1 、存在問題及現(xiàn)狀
由(yóu)於機床的生產年代(dài)較(jiào)早,工作量大,導致機床經常出現故障,特別是夾刀電機的故障率極高。夾刀電機是原蘇聯產品,價格(gé)昂貴;購(gòu)買困難。幾經維修,本已(yǐ)經達到使用壽命的電機基本無法使用(yòng)。現夾刀電機待病使用,故(gù)障率又高,造成大量停工。
2、 解決措施
經過仔細摸索,決定(dìng)對本機床的夾刀(dāo)機構進行改造(zào),取締夾刀電機,將其改造成(chéng)液壓夾刀機構。
所設計的液壓夾刀機構的工作原理是通過單獨油泵供油,經由電磁換向閥控製油路給方向,實(shí)現活塞在液壓缸(gāng)中前後運(yùn)動。活塞向前運動,推動(dòng)拉刀杆克服碟簧阻力向前運動,拉刀杆前端爪部打開,實現鬆刀。活塞向後(hòu)運動,碟簧為恢複彈性變(biàn)形推動拉刀杆向後運動,拉刀杆前端爪部收攏,實現夾刀。
首先(xiān)做(zuò)好準備工作,對原夾刀機構進行拆除,查看並測量液壓夾(jiá)刀所需要的空(kōng)間。
然後開始研究設計相關的零部件。主要分為夾刀爪,夾刀杆,活塞缸的設計,另外還要根據所需選擇適當(dāng)的電(diàn)機,油泵,溢(yì)流閥,電磁換向閥等等。
值得注意的是各零部件的材料選擇一定要好,其強度要(yào)求(qiú)較高,否則隨著運動副之間的摩擦將導(dǎo)致零件表麵材料的(de)逐漸喪失或遷移,即形成磨損,磨損會影響零件間的(de)效率(lǜ),降低工作的可靠性,甚至使其提前報廢。因此,在(zài)設計時預先考(kǎo)慮如何避免或(huò)減輕磨(mó)損,以保(bǎo)證達到使(shǐ)用壽命。
2.1 夾刀爪的設計
夾刀爪部分設(shè)計為刀套與鋼珠結合的結構。選(xuǎn)用(yòng)6 個φ7.5mm鋼珠,根據鏜杆內徑(jìng)尺寸的限製,將刀套的外徑尺寸設計為(wéi)φ47.5-0.02mm,內徑尺寸設計為φ37+0.03mm,加工6 個(gè)φ8 的孔時要特別注意,孔的底部是r4 的圓弧,不是直接(jiē)鑽成φ8 的通孔,這(zhè)是因為防止鋼珠在自然狀態下掉進(jìn)刀套內部。刀套底部中心鑽一個φ12 的孔,用來(lái)穿螺栓(shuān)將其與(yǔ)夾刀螺杆連接。
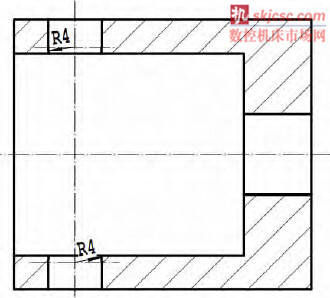
圖1 刀套設計圖
2.2 夾(jiá)刀杆的設計
選用(yòng)13 片內徑為φ30 的碟簧(huáng),來給鬆夾刀添加拉緊力(lì)。夾刀(dāo)杆(gǎn)前(qián)端加工一個M24×1.5 的外螺紋孔和(hé)一個M10 的內螺紋孔,放置碟簧(huáng)的位置直徑(jìng)加工為φ30-0.05mm,在碟簧前端放置一個(gè)平墊,用背帽擠壓平墊以給碟簧預緊,在夾刀杆後端加工成一個φ24 的(de)光(guāng)軸,光軸尾部加工成M24×1.5 的螺紋,長75mm。此螺紋用來連接調整螺杆,在確定鬆夾刀的位(wèi)置後,調節此螺杆與活塞杆的距離來控製刀套的行程。
2.3 活塞缸的設計
將夾(jiá)刀電機拆(chāi)卸後,需要對電(diàn)機滑座進行加工,將活塞缸固定在電機滑座上。根(gēn)據液壓原理,對碟(dié)簧所需要的推力進行設計,將活塞最大橫截麵(miàn)積的直徑設(shè)計為φ95-0.02mm,活塞兩端杆的直徑設計為φ28-0.02mm,缸的外徑(jìng)設計為φ130-0.02mm,將電機滑座末(mò)端內孔加工成φ130+0.03mm,並加工廠相(xiàng)應的把和螺紋孔,將活(huó)塞缸與電機滑座進行連接。
根據實際測量與設計要求,需要將鏜杆拆卸進(jìn)行局部加工。把稍孔後(hòu)端(原夾刀(dāo)螺(luó)杆的位置)加工出一個放置夾刀套的內孔,並在鏜杆尾部加工出軸承台和M72×2 的孔螺紋,軸承台用來安裝(zhuāng)定位軸承,孔螺紋用來安裝背帽,對夾刀杆進(jìn)行背緊固定。電機、油(yóu)泵、溢流閥及電(diàn)磁(cí)換向閥的選用。根據需要(yào)電機選(xuǎn)擇功率為1.5kw 的三相(xiàng)異步電動機,油泵選擇型號VP-20-F/A3,溢流閥選擇為Y-10B,電磁換向閥選擇型號為4WE6D-50/AW110R 110V,另外選擇6MP 的壓力表一塊。
2.4 組裝夾(jiá)刀(dāo)機構
(1)將碟簧成對套在夾刀杆上,共6 對半,然後放上墊片,用背帽背緊墊片,將(jiāng)碟(dié)簧背緊到所需位置。(2)將夾(jiá)刀杆裝進鏜杆,用背(bèi)帽將夾刀杆背緊,將調整螺杆安(ān)裝到夾刀杆尾(wěi)部。(3)從鏜杆前端(duān)將(jiāng)刀套固定在夾(jiá)刀杆上(shàng)。(4)將活塞缸固定到夾刀滑座上,並將滑座固定到床身上。(5)將選好的電機安裝在油箱上,安裝油(yóu)泵,溢流閥,壓力表,電磁(cí)換向閥,並用高(gāo)壓油管連接到活(huó)塞缸上。
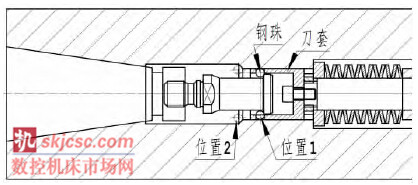
圖2 夾刀刀(dāo)套部(bù)分示意圖
2.5 調試
機床送電後,調節溢流(liú)閥,控製在適當(dāng)油量,根據活塞(sāi)杆的行程,反複調節夾刀杆上的調整螺杆(gǎn),直到調整到夾刀位置1 與鬆刀位置2 都合適即可。
3 、結束語(yǔ)
此次改造(zào),夾刀爪部分采用了刀套與鋼珠結合的結構。降低了維修(xiū)成(chéng)本,節約資金25000 元,改(gǎi)造完成後,該機床夾刀故障(zhàng)已很好的排除(chú),因此原因造成的停工(gōng)大幅減(jiǎn)少,實現了此次改造的最初目的,現工作(zuò)狀況良(liáng)好。
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬(shǔ)切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年(nián)11月 新能源汽車銷(xiāo)量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口(kǒu)情況(kuàng)
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床(chuáng)產量數(shù)據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產(chǎn)量數據(jù)
- 2028年8月 基(jī)本型乘用(yòng)車(chē)(轎車)產量數據