



840D 數控(kòng)係統 H 功能實現旋風刀架的程序開合
2020-5-8 來源: 青島海(hǎi)西重工有限責任公司 作者:李其昌 劉曉軍 呂剛 李猛
摘(zhāi)要:數控重型曲(qǔ)軸車床旋風刀架使用的是可開合(hé)分體式轉盤,由於轉盤的開啟和閉合控製流(liú)程較為複(fù)雜,為避免使用人員的誤操作,利用 SIEMENS 840D 數控係統 H 功能編寫 NC 程序,采用 NC 程序和 PLC 程(chéng)序相結合的方式(shì),可以實現旋風刀架的程序開合控製。
關鍵詞:旋風刀架;PLC 程序;840D 係統;H 功能
0 引言
旋風刀架是數控重型曲軸車床的核心部件,主要(yào)用於加(jiā)工(gōng)大型船用低速(sù)柴油機(jī)曲軸的柺頸部位。旋風刀架的切削方式為轉盤帶動(dòng)刀具旋轉、工件固定。圖 1a 為其閉合加工狀態。在加工前,先開啟旋(xuán)風刀架上分體,將曲軸拐頸卡(kǎ)住後,再閉合加(jiā)工(gōng)。圖1b 為開啟狀態。旋風刀(dāo)架的(de)開合涉(shè)及的動作控製流程較多,為避免操作人員使用時的誤操作,利(lì)用 SIEMENS 840D 係統 H 功能編寫 NC 程(chéng)序,實現旋風刀架的程序開合控製(zhì)。
1、 旋風刀架開合(hé)控製流程
旋風刀架的(de)上體 (TOP PART) 開啟與閉合(hé)由液壓油缸驅動。旋風刀架內部切削用的回轉盤(ROTARY RING)帶有齒(chǐ)圈,通過主驅動(dòng)齒輪帶動進而實現回轉切削運動。回轉盤上裝有刀盤,刀盤由伺服機驅動,通過進給齒輪的行星差動精密機構傳遞,可在轉盤上做徑向進給運動(U2軸)。
回轉(zhuǎn)盤分為兩部分,轉盤(pán)上分體可(kě)隨旋風刀架上體(tǐ)一起開合。開啟前,轉盤上下分體和內(nèi)部齒圈由 4 個鎖緊機構鎖定,避免內部齒(chǐ)圈脫出。4 個鎖緊機構分別為固定轉盤上分體(tǐ)的上插(chā)內齒(ROTARY RING UPPER PART),固定上部進給齒輪的上插外(wài)齒 (FEED GEAR),固定轉盤下分體的下(xià)插(chā)內齒(ROTARY RING LOEERPART),固定主驅動齒輪的下插外齒(chǐ) (MAIN GEAR)。
在閉合使用時(shí),需(xū)要將 4 個鎖緊機構全部放鬆。鎖緊機構的鎖緊和放鬆是否到位由行(háng)程限位控製。
回轉盤左右有 4 個對接把合上下分體的把合螺釘(SCREWS),在(zài)閉合切削使用時(shí)需要安裝把合,旋風刀架開啟(qǐ)前(qián)需(xū)要拆掉。把合螺釘不用時,有固定的放置位置,裝有感應開關,進而判斷把合螺釘處於安裝或脫離狀態。
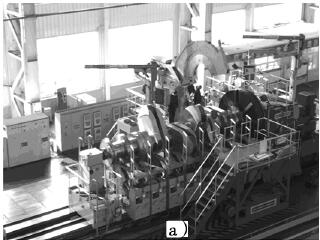

圖 1 旋風刀架的開啟與閉合
閉合時(shí),由一個伺服電機(jī)帶動鎖緊螺杆 (SCREW DRI-ER),將旋風(fēng)刀架上體與下體緊(jǐn)密固定。開啟前,需要將鎖緊螺(luó)杆鬆開(kāi)。鎖緊螺杆的(de)鎖緊和放(fàng)鬆是否到位由行程限位控製(zhì)。
旋風刀架開啟時,需要將回轉盤旋轉到固定開啟位置,同時移動 U 軸到固定(dìng)開啟位置,這樣使(shǐ) 4 個鎖緊機構能對準插孔(kǒng)。判斷回轉盤和 U2軸是否到達(dá)固定開啟(qǐ)位置,分別通過感應(yīng)開關來實現(IN/NO OPENING POSITION)。閉合動作流程(chéng)如圖(tú) 2 所示。開啟動作流程如圖 3 所示。
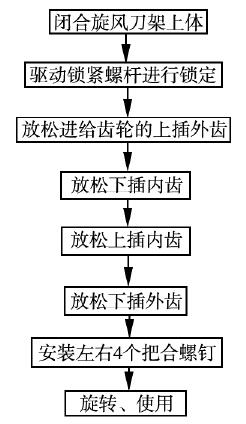
圖 2 旋風刀架閉合流(liú)程
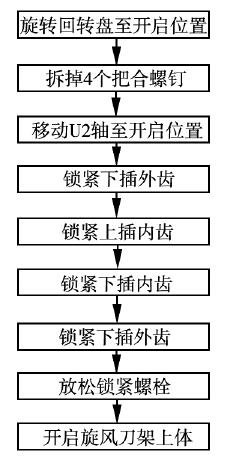
圖 3 旋風刀(dāo)架開啟流程
旋風刀(dāo)架開合控製流程較為複雜,操作人員使用(yòng)時,如果漏掉某一個步驟,嚴重時會造成內部齒圈脫(tuō)落,對(duì)設備造成重(chóng)大損傷。如果全部使用 PLC 進行各種運算控製(zhì),程(chéng)序較為複雜。為了便於操作人員使用,可以使用 H 輔助功能實現程序開合。
2、 H 功能簡述(shù)及參數設置
840D 數控係(xì)統功能有 M(輔助功能)、S(主軸功能)、H(輔助功能)、T(刀號)等,相比其他輔助功能,H 功能的處理終端為 NC的 CPU,運算功能較(jiào)為強大,處理執行速(sù)度快,由 NC 的插補周期決定。運用 PLC 與 NC 程序相結合的方法實現旋風刀架的開合,PLC 程序將大為簡(jiǎn)化,也能直觀顯示操作流程(chéng)順序(xù),避免誤操作。H 功能的(de)傳輸 PLC 接(jiē)口地址如(rú)圖 4 所示。
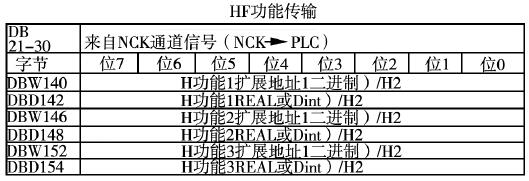
圖 4 H 代碼與 PLC 傳輸接口地址(zhǐ)
係統定義了同一個 NC 程序段中對多可以(yǐ)編程 3 個 H 代碼指令,故 PLC 的接口也定義了 3 個(gè)。在PLC 的接口地址方麵,DBW140 作為該(gāi) NC 程序段中第一個 H 代(dài)碼指令(lìng)的地址,DBD142 作為第一個H 代(dài)碼指令的內容。H 功能的值類型有整數和浮點數,在本機床采用的是整數(shù),要把參(cān)數 MD22110 設(shè)置為 1。
3 、利(lì)用 H 功能編寫的 NC 開合程序及相應 PLC 程序
3.1 旋風刀架開啟的 NC 程(chéng)序
以旋風(fēng)刀架較為複雜的開啟(qǐ)程序為例,根據 H 功能編寫的NC 程序如下:
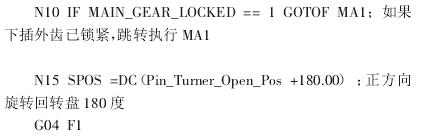

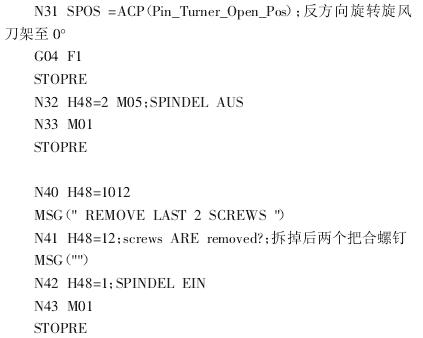
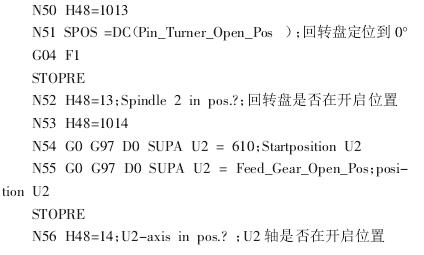
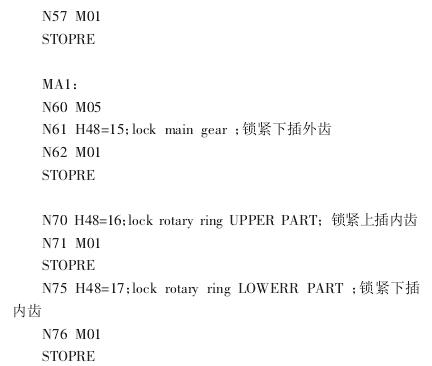
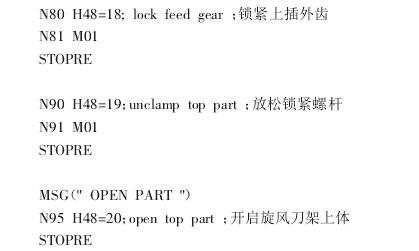
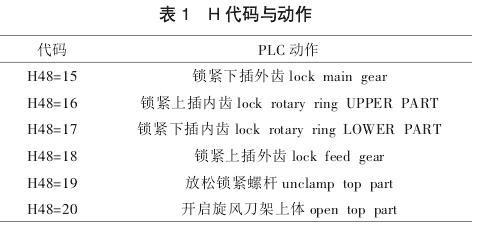
可以看到相應的每(měi)段程序用了一個 H 代(dài)碼,分別實現以下動作(表 1):
3.2 旋風刀架開啟的 PLC 程序
與 NC 程序相對於的 PLC 程序節選如下:
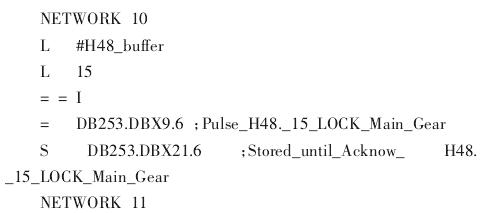
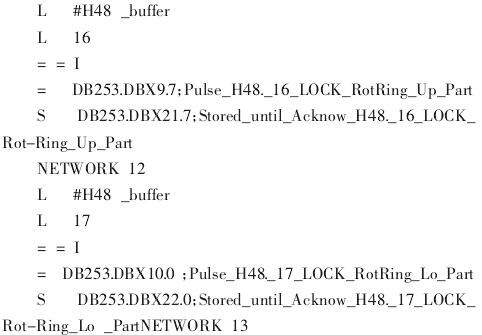
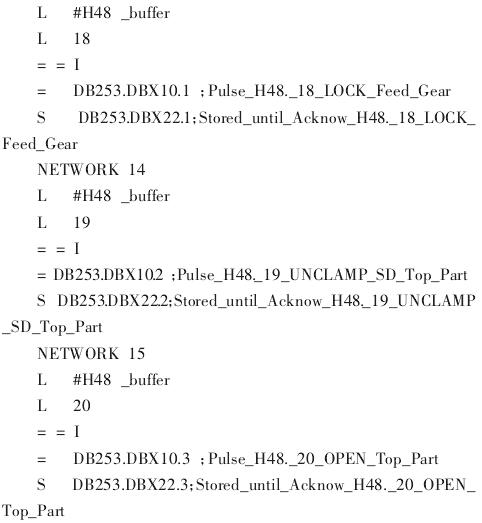
利用 DB253 中間變量,實現 PLC 和 NC 變量的(de)銜接,最終控製在 PLC 中的(de)相應輸入輸出點。
4 、結(jié)語
H 輔助功(gōng)能主要將拆掉螺釘、鎖(suǒ)緊插齒(chǐ)、放鬆螺杆等信息傳遞給 PLC 程序,通過 PLC 程序(xù)來實現各個動(dòng)作。通過 NC 程序和 PLC 相結合的方式,可以實現旋風刀(dāo)架的程序化(huà)開合,杜絕操作人員的失誤操作,使(shǐ)用效果良好,同時(shí)也為設備設計及維修人員使用 H 功能提供一些經驗。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能(néng)源汽車銷量(liàng)情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出(chū)口情況(kuàng)
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產(chǎn)量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據