



基於自動上下(xià)料工作站的西(xī)門子數(shù)控係統二次開發
2018-3-26 來源:四川信息職業技術學院 作(zuò)者:熊雋
摘要:為(wéi)滿足“工業4. 0”中“智能(néng)上廠”的需求,數控(kòng)機床必須與機器人、機械手(shǒu)等設備配合,實現自(zì)動化(huà)、無人化(huà)生產。這就需要對數控係(xì)統進行二次開發,使其(qí)“能說話、能(néng)思考”。根據實踐經驗,以(yǐ)西門子828 D數(shù)係統為例,講(jiǎng)解數控係統二次開發的內容及方法,包括:二次開發的步驟、I/0口和數控係統上作流程設計、控製指令開發、控製按鈕開發、電氣結構設計等(děng)。
關鍵詞:工業4.0; 數控係統; 二(èr)次開發
“工業4. 0”是製造業迎來(lái)的第4次工業革命,以生產高度數字化、網絡化、機器(qì)自(zì)組織為標誌。“工業4. 0”的最終目標是建立(lì)一個高度靈活的個性化和數字化的產品與服務的生產模式,包含的三大主題分別是:智能工廠、智能生產和智能物流。自動化工廠將工業機器人、無人運輸車、自動化立(lì)體倉庫等設備應用於加工過程,是實現智能工廠的(de)重要環(huán)節,也得到了廣泛的應用(yòng)。
目前,隨著(zhe)國內外數控係統在柔性、可靠性和開(kāi)放性等方麵的飛速發展,許多理論和技術問題得到了較好的解決,數控機床可開發成為智能機床,滿足用戶的個性化需求。文中以Siemens數控機床為例,對(duì)828 D數控(kòng)係統進行二次開發(fā),使其“能說話、能思考”,與機器人、機械手等(děng)設備配(pèi)合,實現自動化生產,達(dá)到(dào)低成(chéng)本、高效率的效(xiào)果。
1、數控係統二次開發要(yào)求
要實現機床自動化生產,須采(cǎi)用機器人或(huò)機械手進行自動上下料。為保證機器(qì)人或機械(xiè)手在數控機床加工時能配合默(mò)契,及時、準確無誤地上下料,不與(yǔ)機床發生幹涉,機床就必須做(zuò)到以下幾點:
(1) 實現機床與外部設(shè)備通信。
(2) 機床配(pèi)置(zhì)自動卡盤和自動防護門。
(3) 為加工(gōng)時能很好地控製機床,必(bì)須開發(fā)必要的輔助加工指令。
(4) 為了手動狀態下也能控製機床,需添加防(fáng)護門開關、卡盤鬆緊等按鈕。
2、西門子(zǐ)828 D數控係統簡(jiǎn)介及二次開發內容
2. 1 西門子828 D數控係(xì)統簡介
828 D是一款緊湊(còu)型數控係統(tǒng),支持車(chē)、銑工藝應(yīng)用(yòng),能滿足不同安裝形式和不同性能要求的需要。完全獨立(lì)的車(chē)削和銑削應用係統軟件,可以盡可能多地預先設(shè)定機床功能,從而最大限(xiàn)度減少機床調試所需時間,比想象的還容(róng)易。它集CNC, PLC操作界麵以及軸控製功能於一體,通過Drive-CLiQ總線與全數字驅動的SINAMICS 51200PLC實現高速(sù)可靠通信,且PLC的I/0模塊通過PROFINET連接,可自動識(shí)別,無需額外(wài)配置。
2. 2 西門子828 D數控係(xì)統二次開發內容及步驟
數控係統的二次開發(fā)就是針對PLC軟件(jiàn)的開發。828 D數控係統的PLC控製程序包含有一個主程序和多個子程序。可根(gēn)據自身需求,像搭積木一樣,將新開發出的控製子(zǐ)程序在主程序中進行調用,達到自動生產的需求。具體操作內容及步驟為:
(1) PLC控製程序的導(dǎo)出
即將機床原有的PLC控(kòng)製程序導出。828 D數控係統可(kě)利用機(jī)床界(jiè)麵的【調試存檔】功能將機床的PLC程序導出,存儲到(dào)用戶接(jiē)口所連接的外存儲器(如USB, CF卡等)中。導出程序類型為"*.ARD"
(2) PLC控製程序的開發
828 D數控係統采用機床內置的SINAMICS 51200PLC進行控製。從機床中導出的PLC控製程序,可利用“PLC Programming Tool”軟件導入(rù)。經過新建子程序,並在主程序中進行調用,達到控製需求。程序開發(fā)完(wán)成(chéng)後,必須使用軟件的【導出】功能,導出(chū)後綴名為“.ARD”的程序。
(3) 根據控製需求,進行(háng)電(diàn)氣結構設計與安裝(zhuāng)。
(4) PLC控製程(chéng)序的導(dǎo)入及調試。
將開發好的PLC控製程序(xù),通過用(yòng)戶接口所連接的外存儲器,使用【載入調(diào)試存檔】功能導入到數控係統中,並可通過(guò)【調試】功能,進行PLC程序的在線(xiàn)調試。
3、西門子828 D數控係統二次開發的(de)具體方法
為方便講解,下麵以最為典型的828 D數控車削係統配合機器人上下(xià)料為例,講解數控係統(tǒng)二次開發的具體方法。
3. 1 I/0口和控製指令設計
3. 1. 1 PLC的I/0口設計
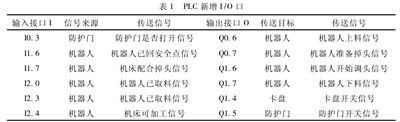
為滿足通信要求,在PLC己用I/0通(tōng)信接口的基礎上,新設(shè)定與(yǔ)卡盤、機床防護門、機器人通信的I/0口,如表(biǎo)1所示。
3. 1. 2 控製指令設計
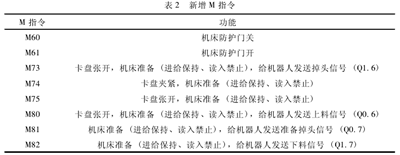
要實現自(zì)動生產,數控係統必須開發必要的輔助加工指(zhǐ)令(lìng),使機床在(zài)程(chéng)序自動運行過程(chéng)中能實現(xiàn)防護門(mén)自(zì)動開關、卡盤自動夾緊和鬆開、及時通知機器人上下料等。在己使用的M指令(如M03 , M04等)的基礎上,開發新M指令(lìng),如(rú)表(biǎo)2所示(shì)。
3. 2 數控係統土作流程
利用上節設計的I/0通信口和M指令,設(shè)計數控係統工作流程如圖1(a)所示,並編寫(xiě)相應(yīng)的機床加工程序,如圖1(b)所示。
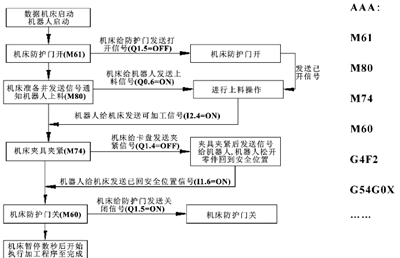
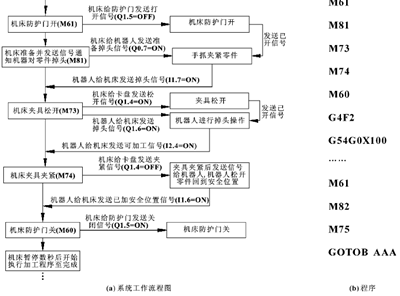
圖1 數控係統(tǒng)上作流程圖
3. 3 機床M指(zhǐ)令的開發
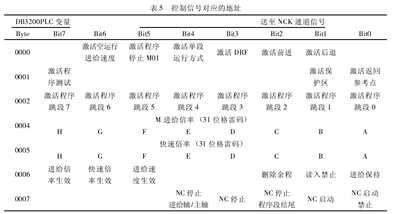
西門子828 D數控係統加工(gōng)程序中(zhōng)的M指令,譯碼以後由NCK送給PLC,從MO一M99,每個M指令譯碼(mǎ)後占用V區的一位地址,不同M指令對應的V區地址如表3所示。如M80對應的地址為DB2500.DBX1010. 0 0當(dāng)機床程序中出現M80指令時,CNC對加工程序進行譯碼,DB2500. DBX1000. 3內信號為1。要實現M指令所(suǒ)設計的功能,就要(yào)利用該信號,並(bìng)通過PLC程序進行控製。如(rú):開(kāi)發M80指令編寫的PLC控製程序如圖2、圖3所示。
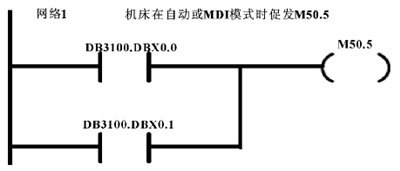
圖(tú)2 促發M50. 5的PLC控製程序
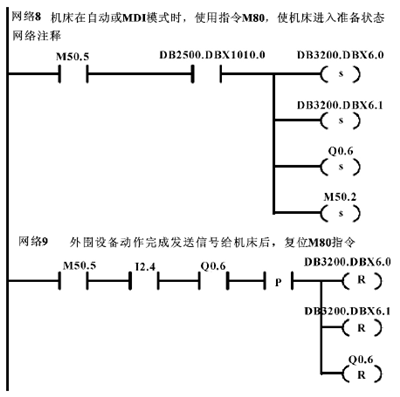
圖(tú)3 M80指令的PLC控製程序
首先,M80指令隻在機床的自動運行模式和M DA模式下才能(néng)生(shēng)效(xiào)。根據表4可查出,來自NCK的係統(tǒng)力一式有效信號為DB3100。而該字節有8位(BitO } Bit7) , 0位(用DBXO. 0)即為自動運行模式(shì)“自動AUTO"。因此,自動運行模式的(de)信號地(dì)址為"DB3100. DBXO. 0",當淚L床處於自動運行模式時DB3100. DBXO. 0為1。同(tóng)理,處於MDA模式時DB3100. DBXO. 1為to兩信號的(de)並聯輸出信號M50. 5,即為M80指令可(kě)執行(háng)的基本條件。
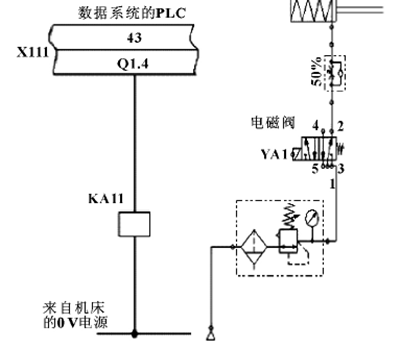
圖4 PLC輸出接(jiē)口連(lián)接圖
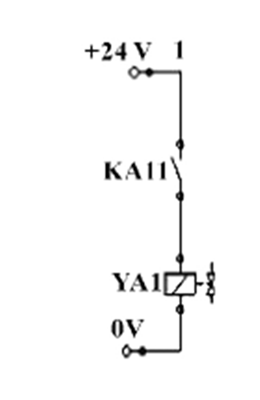
圖5 卡盤氣缸的控(kòng)製電氣原理圖
當M50. 5和M80指令信號(DB2500. DBX1000.3)均為1時,即可實現M80指令的各功能。將M50. 2置為1,控製卡盤的鬆緊信(xìn)號Q1. 4為(wéi)1,卡(kǎ)盤鬆開;將Q0. 6置為1,通知機器人進行上料動作。另外,從表5可看出:為使機床保持進給(gěi),DB3200. DBX6. 0要置為1。為保(bǎo)證讀入禁止,DB3200. DBX6. 1要置為to讀入禁止後,機床不能執(zhí)行下一加工指令。隻有機器人發送可進行下一(yī)步動作的信號I2. 4後,讀入(rù)禁(jìn)止信號複位,才能繼續執行M80的下一個指(zhǐ)令。
其他M指令的PLC控製程(chéng)序與M80的類(lèi)似,分別根據表2所(suǒ)需達到的功能編寫PLC程序即可(kě)。所有M指令的控製程序可放在一個新建的子程序塊中,在主(zhǔ)程序中進行調用(yòng)。
3. 4 機床手動按(àn)鈕的開發
若數控機床為手動卡盤(pán)和(hé)手動防護(hù)門,就需要將其改造為氣動或液壓裝置。自動卡盤和自動防護(hù)門的電氣結構較為簡單,也很類似。如(rú)將卡(kǎ)盤改(gǎi)造為氣動卡盤,PLC輸(shū)出接口的連(lián)接如圖4所示,卡盤氣缸的控製(zhì)電(diàn)氣原理(lǐ)圖如圖5所示。當PLC輸出信號Q1. 4 = ON時,控製KA 11繼電器的線圈得電,KA 11繼(jì)電器常開觸點閉合,YA1電磁閥得電,控製閥體接通(tōng),從而控製機床自動卡盤的氣缸縮回並鬆開工件。同理,當PLC輸出信號Q1. 4 = OFF時,氣缸(gāng)回到初始狀態並夾(jiá)緊(jǐn)工件。
另(lìng)外,為了在手動狀態下也能控製(zhì)卡盤的鬆緊和防護門的開合,必須在機床麵板上新增相應的控製按鈕。一般(bān)的數控係統,控製界麵上都有閑置的按鈕供用戶開發所用。828 D數控係(xì)統各按鈕對應的PLC輸入輸出(chū)接口如表6所示。可(kě)查出:采用閑置的按鈕T11作為卡盤(pán)鬆緊的控製按鈕時,按T11一次,PLC的(de)輸入接口I118. 5得電(diàn)一次(cì);PLC的輸出信號Q116. 5 = ON時,Tll上力(lì)一的指示燈亮。配合圖6所(suǒ)示的(de)PLC控製程序(xù),即可實現手動狀態(tài)下卡盤的鬆開和夾緊(jǐn)控製(按第一次(cì)鬆開,按第二次夾緊)。
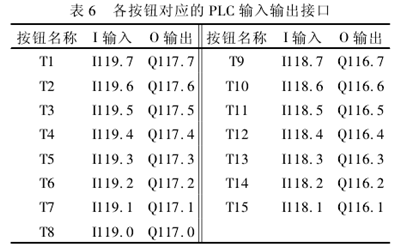
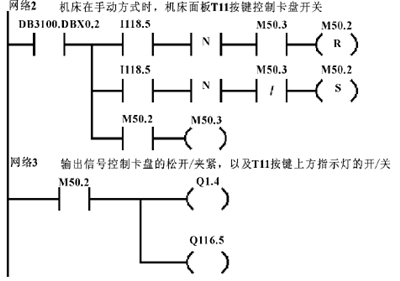
圖6 卡盤控製按鈕對應的PLC控(kòng)製(zhì)程序(xù)
同理,用(yòng)按鈕T14控製防護門開關的PLC控製程序如(rú)圖7所示。
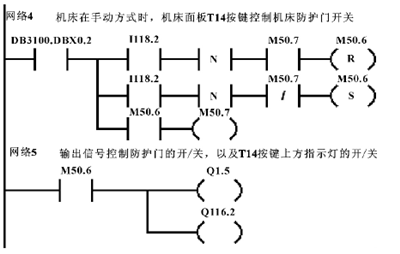
圖7 防護門控製按鈕對應的PLC控製(zhì)程序
4、總結
根據上述章節所講(jiǎng)的二次開發內(nèi)容,可完成(chéng)數控係統的(de)基本改造,使其滿足自動(dòng)生產需(xū)求(qiú)。該方法為(wéi)實際經(jīng)驗的積(jī)累,己多次用於實際機床的改造,且機床運行效果(guǒ)良(liáng)好。另外,所(suǒ)有數控係統的二次開發方法都是相似的,讀(dú)者可融匯貫通,進(jìn)行其他數控係統的開發。
5、兩種(zhǒng)工藝的試驗研究
通過反複計算修正、優化工藝流程後(hòu)螺釘連接鑲裝工藝能夠(gòu)保證鑲裝質量和使用要求,但是又出現一個(gè)問題,封堵螺釘(dìng)沉孔的尼龍銷隨著溫度變化熱脹冷縮量較大,有時會膨出導軌麵(miàn)刮傷移動部件上(shàng)的聚四氟乙烯,因此又對填充物的材料進行了深入研究。
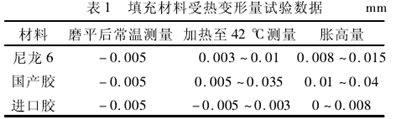
對幾種材料尼龍6、國產膠、進口膠進(jìn)行試驗,測量以下數據(jù):
(1)常溫(wēn)下基麵(miàn)與尼(ní)龍銷、膠體麵的高(gāo)度差;
(2)試(shì)件加熱(rè)至42℃,再次(cì)測量基麵與尼龍銷、膠體麵的(de)高度差。
反複試驗後得(dé)出(chū)表1所示(shì)數據,可以看(kàn)出,尼龍6銷釘熱膨脹0. 008一0. 015 mm,熱膨脹(zhàng)量大;國產膠熱膨脹0. O1 - 0. 04 mm,熱膨脹量較大;進口膠熱膨脹0一0. 008 mm,熱膨脹量較小。
實際使用時,因為導軌副之間有潤滑油潤滑和冷卻,溫度不可能達到42 ℃,所以尼龍6材料和進口膠都能滿足使用要求。但是進(jìn)口膠價格(gé)昂貴,性(xìng)價比差,在(zài)滿足充分潤滑冷卻的前(qián)提(tí)下,還是優選尼龍6作為填充材料。
對粘接鑲裝工藝從膠的材料、厚度、粘接時施加的壓力、固化時間等力(lì)一麵進行了多次試驗研究,得到了(le)以下結果:雙組份環氧樹脂結構膠(AB膠)具有十(shí)分良好的粘接(jiē)效果(guǒ),這種膠強度高(抗剪強度[π] > 18 MPa,鋼一鑄(zhù)鐵正拉粘強度[α]> 30MPa),能承受較(jiào)大載荷,且耐老化,耐疲勞、耐腐蝕;膠層厚度為0. 1一0. 2 mm時粘接效果和經濟(jì)性較好;粘接時夾具上使(shǐ)用約0. 1 MPa的力(lì)加(jiā)壓,常(cháng)溫20 - 25℃下,膠液可迅速固化,且可以保證膠層厚度;固化(huà)時間(jiān)24 h,確保粘(zhān)接牢固。膠層充(chōng)滿導軌板和槽底(dǐ)部、兩側(cè)間隙後能夠(gòu)產生(shēng)足夠的粘(zhān)結力,膠層熱脹冷縮量較小,可以(yǐ)避免使用(yòng)過程中鋼導軌板或側麵膠體高出導軌麵。
通(tōng)過反複計算、分析(xī)、試驗、優化後兩種鋼導軌板(bǎn)鑲裝工藝(yì)都能滿足使用要求。螺釘連(lián)接鑲裝工藝(yì)由於(yú)材料費、人工費高(gāo)出粘接(jiē)工(gōng)藝10%一15%,考慮可靠性因素,一般用(yòng)於(yú)價值較高的大、重型機床上;考慮經濟性(xìng)因素及借鑒國內外同行廠家(jiā)的應用情況(kuàng)粘(zhān)接鑲裝工藝一(yī)般用於中、小型機床上。
6、結束語
通過對鑲裝工藝的研(yán)究,論證(zhèng)了鑄鐵基(jī)體鑲裝鋼導軌板的可行性,為滾滑複合導軌的推廣應用奠定了堅實(shí)的基礎。如今(jīn),滾滑複合導軌己推廣應用到某公司落地世、刨(páo)台世、龍門銑、臥式加工中心等係列產品上,取得了良好的經濟社會效益。 螺釘連接、粘接兩種鋼(gāng)導軌板鑲裝工藝各有優缺點,大家可根據具體需求和(hé)自身的實際情況選擇使用。
投稿箱:
如果您有機床行業、企業相關(guān)新聞(wén)稿件發表,或進行資訊(xùn)合作(zuò),歡迎聯係本網(wǎng)編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞(wén)稿件發表,或進行資訊(xùn)合作(zuò),歡迎聯係本網(wǎng)編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
調查")
行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削(xuē)機(jī)床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
博文選萃
| 更多
- 機械加(jiā)工過程(chéng)圖示
- 判斷一台加(jiā)工(gōng)中心精(jīng)度的幾種辦法(fǎ)
- 中走絲線切割(gē)機床的(de)發(fā)展趨勢
- 國產(chǎn)數控係統和數控機床(chuáng)何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械行業最新自殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉(chén)默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床(chuáng)鑽孔攻螺紋加工方(fāng)法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別(bié)