



基於直觀法與自(zì)診(zhěn)斷功能法的數控機床(chuáng)故障(zhàng)診斷與維修
2018-3-15 來源: 蘇州工業職業技術學院 機電設備維護中心 作者:王勇 徐旭陽 袁素會
摘 要:根據日常維修數控機床的實踐經驗,通過 5 個故障實例,介紹兩(liǎng)種常見的數控機床診斷方法(直觀法診斷(duàn)與自(zì)診斷功(gōng)能(néng)法診斷)的運用。
關鍵詞(cí):直觀法;自診斷功(gōng)能法;故(gù)障診斷(duàn)
數控機床是機(jī)、電、液、氣、計(jì)算機控製的一體(tǐ)化產物。 數控機床可能會(huì)因為機械部件的疲勞過度、電氣元器件的老化、人為操作不當或保養不到位發生不同類型、不同程度故障。
為方便(biàn)維(wéi)修人(rén)員分析數控機床故障產生的原因,及時排除故障(zhàng),通過 5 個故障實例介紹(shào)兩(liǎng)種常見的數控機床診斷(duàn)方法(直觀法診斷與自診斷功能法診斷),係(xì)統(tǒng)地描述兩種(zhǒng)方法(fǎ)的實效性,以供(gòng)維修人員參考。
1 、直觀法診斷數控機床(chuáng)故障(zhàng)
這是一(yī)種(zhǒng)最基本、最簡單的(de)方法,根據故障現象大概判斷出(chū)是數控機床哪一功能部位出現問題,然後對這一部分進行看、聽、聞、摸等直觀法檢查動作:能不能看到機械(xiè)卡死或(huò)斷(duàn)裂(軸卡死不轉、 齒輪斷齒)、電氣元件燒毀 (電容鼓起來、 交流接觸器觸點燒黑等)現象;聽到異響(軸承或絲杆(gǎn)轉起(qǐ)來“咯咯”的聲音、交流接觸器“吱吱”的聲音、電機(jī)“嗡(wēng)嗡”的聲音);聞到焦糊味(交流接觸(chù)器、變壓器、電機的漆包線圈燒掉);摸機械導軌(guǐ)或絲杆(gǎn)有沒有劃痕、軸承內(nèi)外圈是否有砂坑、電機是否(fǒu)發燙、係統(tǒng)散熱風扇是否轉動正常等。
例 1: 配 GSK980TA 數控係統的濟南一機J1CK6125i 數控車床。故障現象:在運行中有時出現(xiàn) ALM 421 X 軸(zhóu)運動控製(zhì)報(bào)警(X 軸誤差過大報警),如圖 1(a)所示
,指示實際位置與指令不一致。前一天由於編錯程序,Z 軸正向(xiàng)移動過多卡死,工人用(yòng)開口扳手旋動 Z 軸絲杆一頭,將 Z 軸搖到安全區間內,然後開機能正常加工(gōng),但是有時 X
軸運動時會出現 ALM 421 X 軸運動控製報警,指示實際位置與指令不一致(zhì)。
該故障在編錯程序導致 Z 軸正向移動過多卡死後經(jīng)常出現,而 Z 軸沒有問題(tí),懷疑當時碰到了X 軸電機。 將機床後蓋拆下來,發現 X 軸伺服電(diàn)機側的(de)動力線航空插(chā)座與(yǔ)檢測編碼器航(háng)空插座被撞斷,如圖 1(b)所示,編碼(mǎ)器(qì)信號線裸露在外麵,甚至有的(de)線虛接,導致接觸(chù)不良,因此 X 軸有時能正常移動,有時出現 ALM 421 X 軸運(yùn)動(dòng)控製報警
(因為此時編碼器線沒有接上, 係統(tǒng)沒有得到正(zhèng)確的編(biān)碼器反饋位置量,與係統發的指令相(xiàng)比(bǐ)較相差甚遠, 出現運動控(kòng)製報警)。
故障(zhàng)原因:機床尾部板金有(yǒu)一個台階(jiē), Z 軸運動超(chāo)過了極限位(wèi)置,導致 X 軸伺(sì)服電機(jī)的動(dòng)力線航空插座(zuò)與檢測編碼器航空插座被(bèi)撞壞。 重新在市場上購買了兩個新的航空插頭,並將編碼器線焊上去,故障排除。
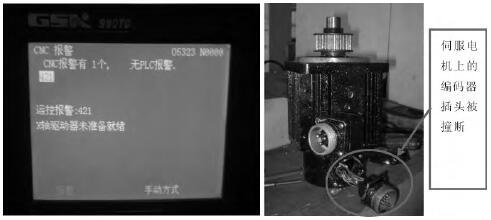
圖 1 421 X 軸運(yùn)動控(kòng)製報警與撞斷的航(háng)空插頭
例 2: 配 FANUC OI-TC 係統的長城數控(kòng)機床有限公司 CK7150A 斜床身數(shù)控車床。故障現象:機床開機後,要執行 X 軸與 Z 軸回參(cān)考點操作,Z 軸回零正常,而 X 軸回零時,工(gōng)作台一直往正方向上衝(正常情況下應該是碰到回(huí)零行程開關後減速運行),最後出現 506+X 超程(chéng)報警。
Z 軸可以回參考點 ,說明 直流 24V 正常 ,排 除直流穩(wěn)壓電源故障;X 軸回零(líng)時沒有減速, 直接往 X 軸正方向(xiàng)衝去,最後壓到 X 軸正(zhèng)限位開關,出現 506+X超程報警
,說明 X 軸(zhóu)回零減速開關或開關上連到係統CNC 的輸(shū)入線(xiàn)有問題。 檢查機床上 X 軸參考點的回(huí)零減速開關, 發現行程開(kāi)關內部顏色發黃 (如圖 2 所示),打開蓋子,裏麵的開關觸點全部都(dōu)鏽蝕(shí)了,因(yīn)此始終處於斷開狀態(tài),導致回零減(jiǎn)速功(gōng)能無效。
更(gèng)換新的回零減速開關,故障排除;再對新的行程開關進行防水處理,在開關(guān)四周塗(tú)上密封膠,防止切削液進入行程(chéng)開關內。
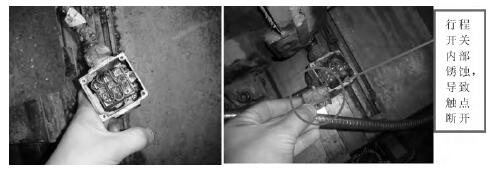
圖(tú)2 因進水而失靈(líng)的行程開關(guān)
例 3:配北京凱恩(ēn)帝 K100Ti 係統的濟南白馬永誠(chéng)數控車床 YC6136I 。故障現象:工人執行換刀(dāo)程序進行換刀時,刀架轉到(dào)一半時(斜著 45°),突然停下來(lái)了,CNC 液晶屏幕上出現“報警(jǐng) 13:開關異常(cháng)跳動”。
數(shù)控(kòng)刀架電(diàn)氣控(kòng)製原理如圖 3 所示。 根據出現(xiàn)的(de)“報警 13:開關異常跳(tiào)動 ”,可知電氣箱後麵保護刀架電機過載的(de)熱繼電器 QM3 跳閘。
一般(bān)熱繼電器跳(tiào)閘的原因是電機絕緣性變差或電機缺相。 用兆歐表測刀(dāo)架電機 M3 的絕緣性阻值,大(dà)於 50MΩ,說明(míng)電機絕(jué)緣良好; 用萬(wàn)用表測電氣箱到刀架電機的連線是通的,說明刀架電機及控製線路均正常(cháng); 將熱繼電器 QM3的跳閘開關按下(處於 ON 位置),讓工人在手動狀(zhuàng)態下按一下換刀,觀察電氣箱後麵的電氣元件(jiàn),此時在交流接觸器
KM3(刀(dāo)架正轉接(jiē)觸器)右邊閃了一下火(huǒ)光, “嘭”的一聲,並有一股焦(jiāo)糊味(wèi)散發出來,熱繼電器(qì)QM3 又跳 閘了 ,順著閃光(guāng)和(hé)焦糊味的方位檢查 ,發(fā)現三相電(diàn)子滅弧器 FV3
燒掉。
三相電子滅弧器內部是阻容吸收回路,作用是吸收交流接觸(chù)器吸合(hé)後產生的電弧。 滅弧器 FV3 的三根線(xiàn)與刀架電機 M3 的三根相線並聯在一起(qǐ),其內部的電容被擊穿,KM3
一吸(xī)合(hé),就(jiù)會導致(zhì) U3、V3、W3 任意兩相之間短路,所以會閃火光。由於生產需要,先臨時將三相電子滅弧器 FV3 拆下,此時可以換刀,然後購買同型號的滅弧器裝上去,故(gù)障(zhàng)解除。
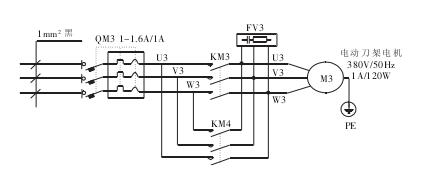
圖 3 數控刀架電氣控製原理
2 、自診斷功能法診斷數控機床故障
2.1 啟動診斷
數(shù)控係統在(zài)啟動時會對 CPU、軸控製卡(伺服控製單(dān)元)、I/O LINK 單元、PMC 單元、LCD 顯示單元(yuán)等軟硬件進行檢測, 檢測後的結果實時顯示在液晶屏上,供維修人員和操作人員參考。 例如,當係統(tǒng)檢測到伺(sì) 服 控 製 單 元 異 常 時 , 會 在 屏 幕(mù) 上 出 現 “SERVOSYSTEM ALAM”報警信息,維修人員就可以知道是(shì)伺服控製(zhì)單元出現(xiàn)了問題。 隻有當全部軟(ruǎn)硬件係統檢測通過以後,CNC 才能正常運行。
例 4: 配日本安川 R2J50L 數(shù)控係統的 CK6136I數控車床。故障現象:開機後 LCD 自(zì)檢顯示:
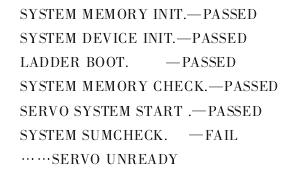
CNC 屏幕一直就死在這裏,不再往下運行。無法 動係(xì)統 , 自檢時出(chū)現 “SYSTEM SUM-CHECK FANULT SERVO UNREADY”,說明伺服有(yǒu)故障,沒(méi)有準備好,懷疑是(shì)伺(sì)服控製(zhì)板硬件(jiàn)故障或 CNC係統內部伺服控製(zhì)參數(軟件故障)有(yǒu)問題。
將有故障的數控車上(shàng)的伺服控製板拆下來換到另(lìng)外一台好的數控(kòng)車上(所(suǒ)有的配置全部一樣),開機後係統自檢全部通過,X 與 Z 軸(zhóu)運(yùn)動正常,說明伺服控製板是好的,因此判斷伺服控製(zhì)參數有問題。
先將(jiāng)係統參數全清,再根據(jù)參(cān)數表輸入原(yuán)始參數。 具體操作:將後(hòu)麵主板上的撥(bō)碼(mǎ)開(kāi)關撥到數(shù)碼 7,然後啟動數控係統,此時屏幕上出現幾行提示,有全清的,有隻清程序的,連續按下 RES、NEXT、ORG 對係統全(quán)清(qīng) , 出現 PROG 20MGENERATED;再關機將撥碼盤撥到 4 處 ,然後開機 ,顯示SYSTEM NO.SWITCH[4](係統(tǒng)提示在撥碼開關 4處),然後進入參(cān)數設置頁麵將原始參數輸入,開機(jī)係(xì)統自檢全部通過,故(gù)障解除。
2.2 在線診斷
在線診斷是通過 CNC 係統中已存的報警(jǐng)代碼實時對係(xì)統監控,一旦係統出現問題,例如伺服電機過熱、伺服電機編碼器斷線、機床零(líng)點丟失(shī)等,就(jiù)會出現相應的故障(zhàng)代碼(mǎ)。 還有一種是機床廠家的在線診斷,通過機床廠家開發的 PMC 梯形圖程序實時監控(kòng)外(wài)部信號點的變化,一旦外部(bù)保護元件動作,保護信號的變化就會(huì)被 I/O 裝置采集到,然後送到 PMC 梯形(xíng)圖進行處理,並顯示相應的(de)報警信息,如 1004 潤滑油位過低報警(潤滑(huá)油箱需要加油)、1008 刀架(jià)換刀超時報警(刀(dāo)架部分出現問題)。
數控機床診(zhěn)斷(duàn)功能提示的故障信息越豐富,越能給故障診斷帶來方便(biàn)。PMC 狀態表還能顯示外部開關信號(hào)的狀態, 如(rú)換刀時刀位信號是否 0(低電平)、1(高(gāo)電平)變化,主(zhǔ)軸夾鬆刀到位信號是否正常,氣動或液壓壓力檢(jiǎn)測開關是否正常等。 根(gēn)據在線診斷信息,維修人員能很快(kuài)判(pàn)斷出(chū)機(jī)床的故障部位(wèi)。
例 5:配 FANUC 0I-TC 數控係統的沈陽第一機床廠 HTC125290a 數控車床。故障現象 : 沈陽一機大(dà)數控車 HTC125290a(FANUC 0I-TC)一直出(chū)現 9009 主軸電路過熱報警 (主要主軸伺服驅(qū)動器散熱(rè)器異常升溫顯示 09 報警)和9056 SPN1 內部冷卻扇停轉報警 (主要主軸伺服驅動器上顯示 56 報警,如(rú)圖 4 所示)。
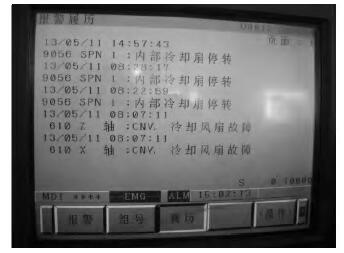
圖4 主軸內部冷卻扇(shàn)停轉報警
前一段時間(jiān)較涼(liáng)爽,沒有出現過類(lèi)似報警,天氣炎熱時車間的(de)溫度很高,9009 與 9056 係統報警(jǐng)出(chū)現比較頻繁,嚴重影響生產。9009 解釋:主軸放大器模塊主電路散熱器溫度異常升高。
故障排除對策:
(1)在負 載小 於 或 等 於 放 大 器 額 定 功 率 時 發(fā) 生報警,應確認散熱裝置的冷卻(què)狀態。 冷卻風扇停止(zhǐ)時應確認電源(連接器 CX1A/B),無法修複時應更換SPM ; 如果環境(jìng)溫度超過規格書的規定 , 應進行改善。
(2)在負載大於或等於放大(dà)器額定值工作時報警,應改善使用方法。
(3)如(rú)果放大器背麵的散熱裝置部分(fèn)灰塵較多,應采用吹(chuī)風方式進行清潔;還需對結構進行研(yán)究,使散熱裝置部分不會直接接觸切削油。
9056 解釋:控製電路部分(fèn)的冷卻風扇停止。故障排除對(duì)策:
(1)正確(què)安裝控(kòng)製印刷板(控製板與功率板的連接器(qì)脫(tuō)離時,有可能發出本報警)。
(2)更換 SPM 或 SPM 內部的冷卻風扇。將手放在 SPN1(主軸驅動器)上方,感覺沒有風出來,檢查主軸驅動器,其內部冷卻扇停(tíng)轉,將風扇取下來,發現塑料扇葉與外(wài)殼粘在一起,髒的油泥太多,導致風葉轉不起來,因此主軸驅動器無(wú)法得到良好的(de)散熱,內部溫度檢測裝置動(dòng)作。 用 WD40 清洗劑對風(fēng)扇進行清洗,故障排除(chú)。
3 、結語
直觀法診斷(duàn)和自診斷功能法診斷各有特(tè)點,應根據(jù)不同的故障現象(xiàng)靈活應用,對故障進行分析,以(yǐ)逐漸縮小範(fàn)圍,盡快發現故障,排除(chú)故障(zhàng)。
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件(jiàn)發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件(jiàn)發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情(qíng)況(kuàng)
- 2024年8月 新(xīn)能源汽車(chē)產量(liàng)數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據