



基於宏程序(xù)的數控車削加工應用
2018-1-16 來源: 開封技師學院 作者:張 樺,吳長有
摘 要:以橢圓曲線輪廓(kuò)的零件為例,從宏程(chéng)序的表(biǎo)達、橢圓曲線方(fāng)程與坐標變換兩個麵進行(háng)了分析,以華中 HNC-21T係統為基礎,編寫宏程序,闡述了宏程序在數控車(chē)削(xuē)加工中的具體應用。
關鍵詞:宏程序;數控車編程;曲線方程;坐標變換
隨著數控技術在(zài)製造業(yè)中的應用,越來越多的產品采用了非圓曲線的設計,但目前數控(kòng)係統的編程指令對於非圓曲線不能直(zhí)接編(biān)程,隻有直線插補和圓弧插補功能。
若采用 CAD/CAM 自動編程軟件生成數控程序,則程序段通常比較多,甚至幾千行,操作起來比較費時,並且檢查(chá)、修改都比(bǐ)較困(kùn)難。因(yīn)此非圓曲線輪(lún)廓零件的(de)切削加(jiā)工在生產中通常采用宏程(chéng)序來編程。本文就以橢圓曲(qǔ)線輪廓零件為例談談宏程序在數控車削加工中應用。
1、零件分析
圖 1 所(suǒ)示零(líng)件,此(cǐ)零件左端麵是一個橢圓曲線回轉麵,中間為階梯圓柱軸麵,右端為一螺紋麵。對於中間和右端的回轉麵,是由直線、斜線、圓弧等要素所組成,可(kě)以采用數控係統(tǒng)的 G71、G72、G73、G82 等循環指令進行編程加工。
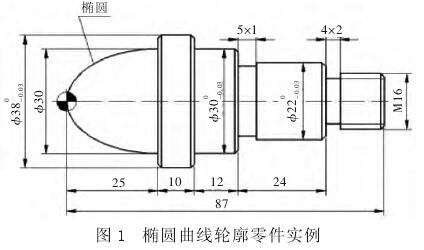
而左端的橢圓麵則無法使用數控係統的指令直接編程,且圖紙中並未給出橢圓的方程、橢圓的中心與加(jiā)工時編程坐標係中心不重合,這些都給(gěi)零件的(de)編程加(jiā)工(gōng)帶來一定的難度[1]。因此,加工該零件需要解決三個問題:宏程序指(zhǐ)令的表達、橢圓方程及轉換、橢(tuǒ)圓中心與(yǔ)編程坐標(biāo)原(yuán)點的轉換。
2 、宏程序及指令表達
2.1 宏程序的表達與賦值
在使用宏程(chéng)序編程過程中,通常是以變量作為數據進行編(biān)程的。宏(hóng)程序的變量表達為:# 數字,例如:#1. 還可(kě)以使用變量進行邏輯運(yùn)算、算術運算和函數的混合運算表達,例如:#4=[#2+#3]*#1. 需要注意的是,表達式(shì)中是不能出現小括號,隻能使(shǐ)用中(zhōng)括(kuò)號[3]。對自變量可以直接賦(fù)值,其格式為:變量號後用“=”直接賦值,例如:#2=6,表示將
6 賦值(zhí)給 2 號變量。
這也可以用(yòng)表達式賦(fù)值,例如:#4=[#2+#3]*#1,表示將 #2 的值與 #3 的值(zhí)相加後得到的和,再乘以 #1 的值(zhí)得到的積賦值給 #4. 宏程序就(jiù)是(shì)利用係統對變量可以重新賦值的特性,計算出(chū)整個非圓曲線上若幹個點(diǎn)的坐標值,從而用若幹段圓弧線或直線段來(lái)逼近理想的輪廓曲線。
因此,在數控程序運行中,編程者隻需給出輪(lún)廓曲線的數學表達式和(hé)算法即可,而非圓曲線的擬合線(xiàn)節點坐標則是由數控(kòng)係統自(zì)動(dòng)來完成的。
2.2 宏程序的控製指令
非圓曲線輪廓零件加工常采用控製指令有:WHILE 語句、條件轉移 IF 語句(jù)和跳轉語句 GOTO.
(1)WHILE 指令程序(xù)格式為:
WHILE
條件表達式;
……;
ENDW;
當條件式成立時,將重(chóng)複執行 WHILE 到 ENDW之間(jiān)的程序段,直到條(tiáo)件不滿足為止。
當(dāng)條件不成立,則執行 ENDW 後麵的(de)程序段。
(2)IF 語句指定一個條件表達式,當條件(jiàn)滿(mǎn)足時,則執行某個程(chéng)序。IF 語句和跳轉語句 GOTO 一起使用。
3、 橢圓方程與坐(zuò)標轉換
3.1 橢圓數控車削編程方程
數控車(chē)削在編製宏程序時,編程坐(zuò)標采用的是Z 、X 軸(zhóu)坐標係,而橢圓方程數學表達是 X、Y 軸坐標(biāo)係,因此編寫橢圓(yuán)程序時,要將坐標(biāo)係轉換為 Z、X軸。
由圖(tú)紙可知,橢圓(yuán)的 X 向半軸為 b = 15 mm,Z 向半(bàn)軸 a = 25 mm,則橢圓的方程為:
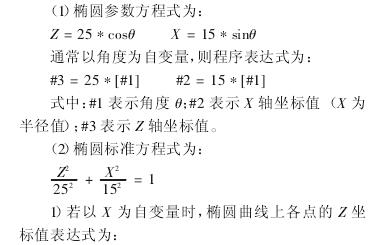
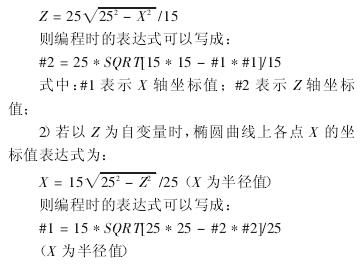
式中:#1 表示(shì) X 軸坐標值;#2 表示 Z 軸坐標值;
3.2 橢圓中心(xīn)與編程坐標原點的轉換
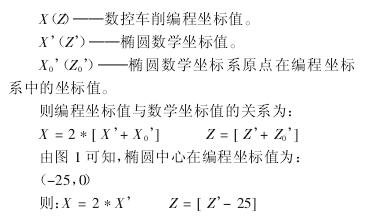
數控車(chē)削零件的時候,編程坐標係原點往往(wǎng)與曲線中心不(bú)重合,因此,必須對橢圓輪廓曲線上的坐標值進行編程轉換。通過計算橢圓的中心在編程坐標(biāo)係(xì)中(zhōng)的(de)位置,確定(dìng)編程坐標(biāo)值與數學坐標值之間的關係[2],為敘述方便,設(shè)定:
4 、宏程序在數控車削加工中的應(yīng)用
4.1 編製非圓曲線宏程序的步驟
(1)確定自變量。
選(xuǎn)擇自變量時,通常首先選擇已知變化範圍的變量作(zuò)為自變量(liàng),已知(zhī)變量比較(jiào)多時,再考慮已知(zhī)變化範圍的(de)大小,選擇範圍較大(dà)的變量作為自變量。分析零件圖形,確定 Z
為自變量,X為(wéi)因變量。
(2)設(shè)置自變量的起止(zhǐ)點坐標值,橢圓(yuán)曲線 Z 向起點坐標為 0 ,終點坐標為-25.
(3)調用循環語(yǔ)句。
根據已知條件選擇相應(yīng)的循環指令及循環條(tiáo)件。采用 WHILE 語句(jù),宏程序的循環(huán)條件是 Z≥-25,即 #1GE-25.
(4)依據函數關係,確定因變量與自變量的表達式,則表達式為:
(6)采用 G01 指令(lìng),即用直線段擬合橢圓曲線的軌跡(jì)。
(7)確定自變量的變化規律。
自變量可以遞增,也可以(yǐ)遞(dì)減。遞增(zēng)或遞減的變化量的大小影(yǐng)響加工精度。零件中確定 Z(#1)為自變量。賦初值:#1=0,因其終點值(zhí)為-25,所以自變量采用遞減變化,即
#1=#1-0.1.
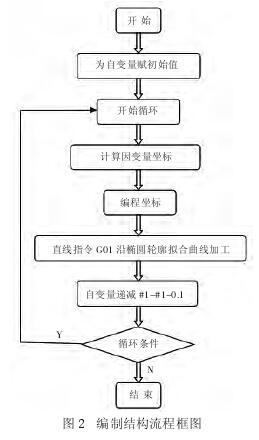
4.2 編製宏程序(xù)的結構流程圖
編製結(jié)構流程框圖如圖 2 所示。
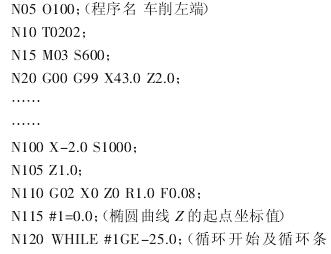
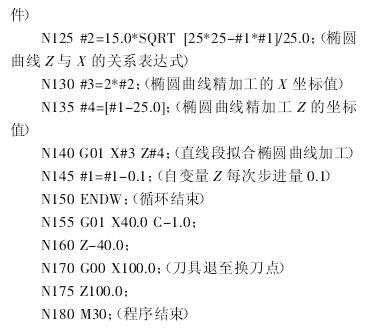
4.3 橢圓曲線輪廓零件參考程序(部分精加(jiā)工程序)
5 、結(jié)束語
通過對非圓曲線輪廓(kuò)零件的數(shù)控車削宏程序編(biān)程的分析,使用宏程序在編(biān)程中有特(tè)別的優勢,但編程(chéng)人員不僅要掌握編程的(de)指令,還要熟悉非圓(yuán)輪廓曲線的方程(chéng)式及坐(zuò)標轉換,並要準確的(de)寫出(chū)表達式,才能正確編寫和使用宏程序,從(cóng)而提高零件(jiàn)的加(jiā)工效(xiào)率和質量。
投稿箱:
如果您有機(jī)床行業、企(qǐ)業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎(yíng)聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企(qǐ)業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎(yíng)聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數(shù)據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年(nián)11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據