



數控(kòng)係統高級語言在實際生產中的應用
2018-2-13 來源: 江門市新會高級技工學校 作者:李耀炳
[文章摘要】數控機(jī)床是現代科學技術發展(zhǎn)的先(xiān)進產業,它具(jù)有剛性大、加工精度高、加工質(zhì)量穩定、生產效(xiào)率高、勞動強度少等優點,也是集中電器、機械、氣動多元(yuán)化控製於一體的高性能產品。然而不同的數控係有著不同性能(néng)的內部程序的二(èr)次開發,如:各(gè)種快速抄寫坐標、快速分中、Z軸(zhóu)快(kuài)速定位、快(kuài)速(sù)對刀等快捷方式,本文以高速數控發格(隊(duì)0G助係統裏的“高級語言”為引入點。通過生產企業在使(shǐ)用發格係統中提出增加高級語言控製的特(tè)殊要(yào)求而(ér)進(jìn)行(háng)分析和編寫,並詳細列出為企(qǐ)業解決問題的步驟與過程。
【關(guān)鍵詞】數控係統;高級語言;編寫;生產;應用
0 前言
隨著中國數控(kòng)機床市場的蓬勃(bó)發展,現代(dài)企(qǐ)業(yè)對(duì)數控機(jī)床(chuáng)加工產品的要求越來(lái)越高,因此(cǐ)為滿足市場需要,數控(kòng)機床的性能在(zài)不斷提升(shēng)的同時,機床的係統操作方麵也越(yuè)來越要求人性化。隨(suí)著企業對加工工藝和產品的要求越來越高,盡管(guǎn)機床客服維修人員也遍布全國各地。但很多(duō)客(kè)服人員維修技術的(de)專業培訓現在還沒有跟上數控機床工業的發展步伐,造成很多客服人員隻能對機床常見(jiàn)的(de)故障進行排查、檢測和維(wéi)修,根本無法解決(jué)一些疑難雜症或滿足企業提出的特殊要求。在麵對疑難雜症與特殊要求時常常需要(yào)從(cóng)總部安(ān)排專業人員前去進行處理,筆者就從數控機床高(gāo)級語言的運用上來解決實際(jì)的加工問題來為企業解決(jué)疑難雜症和滿足企業需要的特殊要求。
1、數控機床實際功能的需求
數控係統高(gāo)級語言對(duì)於進一(yī)步二(èr)次開發係(xì)統的性能(néng)有著重要的作用(yòng),也能在(zài)實際(jì)的增加功能上起著簡單、快捷、靈活的使用用(yòng)途。對於數控機床的使用(yòng),大部分用(yòng)戶除了提出對加工產品的質量和速度的要求以外,他們還要求在加工過程中增加加工次數顯(xiǎn)示和加工次數限製的要求。在很多汽車產品(pǐn)加(jiā)工用戶中,特別(bié)是加工高(gāo)檔(dàng)汽車把手(shǒu)的(de)外(wài)邊修磨(mó),在很多企的生產加工(gōng)現場了解(jiě)到產品是經過多道(dào)複雜的工序處(chù)理過,大量的高精數控機床主要負責加工產品的最後一道工序。因為最後一道工序至關重要,所以對於機床的要求比較嚴格(gé)。企(qǐ)業用(yòng)於加工修磨把手的刀具是一種磨頭,一般一個磨頭能加工100個把手。操機工人的主(zhǔ)要工作是(shì)將把手放(fàng)置於機床的專用夾(jiá)具上,然後按下執行鍵,機床(chuáng)就會執行一條加工程序,待加工完畢後將把手取下,再放上(shàng)另一個把手。如此類推一直加工到第(dì)100個把手,就需要換一把新的磨頭,對上對刀儀後再重新進行加工並計算加工次(cì)數。經過多道複雜工(gōng)序(xù)處理過的把手價格遠比磨(mó)頭要高,而且如果加工(gōng)100個把手以後沒有更換磨頭而一直(zhí)進行加工(gōng)就會生(shēng)產出很多廢品,因此企業擔心機床操作工忘記更換磨(mó)頭,要求數控(kòng)係統進行加工次數(shù)提(tí)示及加工次數限製(限製每(měi)把磨頭隻能加工100個把手)。
一般(bān)的普通數控機床,在(zài)完成一個工件之後機床隻有加工完成的信(xìn)號燈提示,而沒(méi)有加工次數的(de)記錄和提示,更(gèng)沒有限製加工次數的功能。所以對於企業提出的要求,數控機床現有(yǒu)功能是(shì)無法滿足的。如果要滿足企業的需(xū)求,就要對數(shù)控係統的功能進行開發,而用數控係統的高級語言開發出新的程序來增加新的功能就顯得方便、靈活和快(kuài)捷。為大家進行這條程序。
2、發(fā)格(隊GO)R高速(sù)數控係統高級語言指令(lìng)的分析
2.1 (MsG“信息”)—用於提示信息
該語句將顯示引號之間的(de)信息。cNc屏幕提供了一個區域用於顯(xiǎn)示DNC或用(yòng)戶程序產生的信息,它總是顯(xiǎn)示最後收到的(de)信息,而不管它來自何處(chù)。例如:(MSG”Cheektool”)
2.2全局(jú)參數(p100一p299)—用於加工次數記錄
全局(jú)參(cān)數能夠訪問任何程序(xù)和從程序中調用子程序(xù)。全局參數(shù)可以由用戶,OEMorCNC循環使(shǐ)用。
2.3關係運算符(fú)—用於加工次數計算
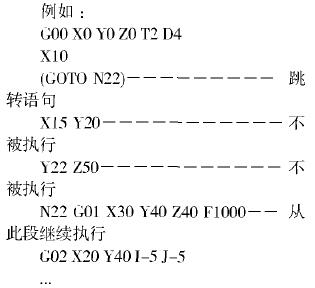
指令引起在同一程序段內的跳轉,剮琳到標號風表達式澱義的程序段。跳轉後程序將從標號指定的程序(xù)段繼續開始執行(háng)。跳轉標號可以通過數字或結(jié)果(guǒ)為數字的表達(dá)式給出。
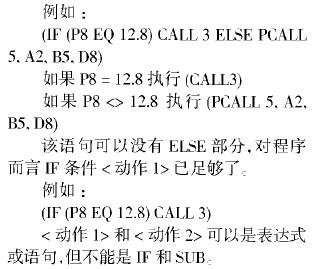
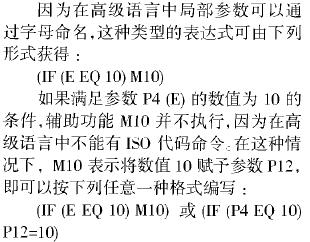
2.6(lF條件<動作1>ELSE<動作2>)—用於加工次數的控製
該語(yǔ)句分析給出的條件,它必須是一個關係表達式。如果條(tiáo)件為真(zhēn)(結果等於1),將執行<動作>l。否則(結果等於0)將執(zhí)行<動作>2。
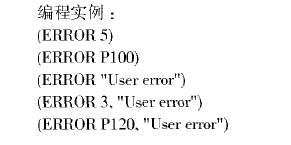
2.7 (ERROR整(zhěng)數(shù),“錯誤文本”)—用於警報提示
該語句停止程序的執行顯(xiǎn)示指定的錯誤,可以(yǐ)按下麵的方式(shì)選擇(zé):(E既(jì)oR整數)顯示指定的錯誤號,並(bìng)根據cNc的錯誤代碼顯(xiǎn)示(shì)與該錯誤號相關的文本。(必須有(yǒu)與此錯誤號對應的錯誤(wù)文(wén)本)。(E-BROR整數,“錯誤文本,’)顯示錯誤號和指定的錯誤文本。需將要顯示的(de)文本寫在引號之間。(ERROR“錯誤文本(běn)”)隻顯(xiǎn)示錯誤文本。錯誤號(hào)可以(yǐ)用數字常(cháng)數(shù)和算術參數(shù)定義。當(dāng)使用局部(bù)參數時,必須使用其數字格式(shì)(用PO到P25而不是A到)z。
3、係統控製程序(xù)的編寫
3.1由於企業機床有對刀儀,而且每次更換磨頭(tóu)後都需要使用對刀儀進(jìn)行對刀(dāo),那麽就把每次使用對刀儀當作是每100次加工(gōng)的開女氰加工次數清零)。取全局參數lPlg當作是每次對刀的(de)記錄,編寫格(gé)式為:(Pllg=Pllg+l),把這一段放在企業程序的開頭,每執行(háng)一(yī)次程序lPlg就在(zài)原來(lái)的基礎上增加1。
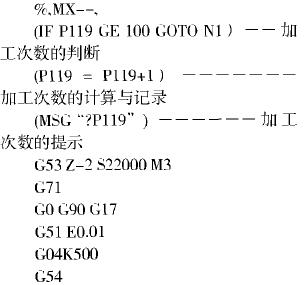
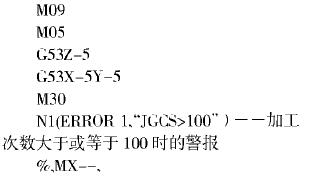
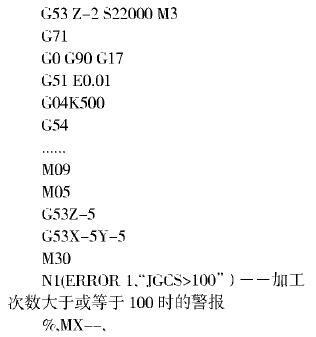
32然後在對刀儀程(chéng)序後麵增加一句:(Pllg=O),每一次對對刀儀Pllg的數就會(huì)變成0,現(xiàn)在完成了加工次數的計算和記錄,以及加(jiā)工次數清零的效果(guǒ)。33當(dāng)加工(gōng)次(cì)數大於或等於100時,數(shù)控係統需要有報警提示,該提示要有停止(zhǐ)機床工(gōng)作和提示操機人員更換磨頭的作(zuò)用,在(zài)程序最後麵增加一(yī)段語言:(ERRoRI,“JGcs>100”),當機床出(chū)現這句語言(yán)時,機床就(jiù)會停止下來並退出界麵(miàn)顯示`,JGCS>loo”。
34下麵需要(yào)一(yī)個(gè)加工次數的控製,利用高級語言的IF來對lPlg(加工次數)進行(háng)控製,編寫格式為:(IFlPlgGE100GOTONI),把(bǎ)NI放在最後的(E-BROR1,`,JGCS>loo,’)前麵,這樣就可以實行加工次數控製,它的工作原理是:如果lPlg(加工次數)大於(yú)或等(děng)於100時,程序將跳轉到行號為(wéi)Nl那一段(duàn),執行(ERROR1,`,JGCS>loo,’),機床(chuáng)就會停下來並退出主界麵顯示該警(jǐng)報。
35最(zuì)後就是要一個提示功能(MSG),因為(wéi)提示的(de)結果是不斷地變化,所以(yǐ)提示的結果必須是(shì)個(gè)變量,之前(qián)使用lPlg來記錄加工次數,那麽現在也可以用(yòng)lPlg來作提示的(de)變(biàn)量,因為MSG的提示方式有很(hěn)多種,經過多次試驗,最終寫出表達式:(MSG“?lPl9’’),執行這條程序時,係統顯示屏上的左上角會出現lPlg所代表的數值,這樣就能實現加工次數的提示。將這提示(shì)表達式放在表達式lPlg=lPlg+l)的下一行。
係統程序的修改:首先在(zài)對刀儀程序後麵增加一行:tPllg=0)一每次使用對刀儀lPlg清(qīng)零;增加控製後的程序:
4、實際使用(yòng)中程序的優化
程序(xù)在經過多次試(shì)驗證明可(kě)行後交給用戶使用,但在實際使用(yòng)時,了(le)解到用戶加工的工作(zuò)時(shí)間是一(yī)天有三個班次,每(měi)個班(bān)8個小時(shí),這樣操機(jī)人(rén)員(yuán)就會(huì)出現換(huàn)班交接的情況,如果下班時機(jī)床剛好是第100個產品,而換(huàn)班回來的操(cāo)機人員在沒有更磨頭的情況下使用對刀儀對刀,將Pllg(加工次(cì)數(shù))清零,那麽就會有100個產品報廢,為了防止這種情況,必須對程序(xù)進行優化。
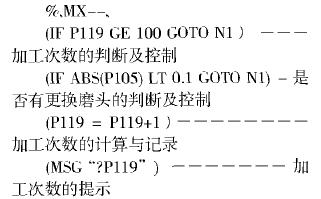
考慮到以上情(qíng)況(kuàng)是由於沒有更換磨頭造成(chéng),那麽必須從(cóng)更換磨頭的(de)前後變化來進行控製。從對刀儀程序可以知(zhī)道對刀(dāo)儀的工作原理是:把當前對刀的刀具(jù)長度(PIO4)與上一次對刀的刀具長度(PIO6)之間的差值1P05功口上Z軸坐標(biāo)值裏麵,實現刀具長度的補正。那麽如果沒有更(gèng)換磨頭直接去對對刀儀,在理論上1P04與PIO6的值相同,Pioses就等於0。
在實際加工中就要對1P05進行控製:考慮到對刀儀實際上有(yǒu).0olMM誤差,而且每次更換磨頭對完對(duì)刀儀(yí)後1P05的值變化都很大,所以把1P05的絕對值定義在0.IMM內,就(jiù)是說如果使用對刀儀對刀(dāo)後(hòu)1P05的絕對值少(shǎo)於0.IMM,那麽就(jiù)當作是(shì)沒有更換磨頭,需要重新(xīn)更換磨(mó)頭再去對對刀儀,直到對刀(dāo)儀的1P05的(de)絕對值大於或等於0.IMM才能有效,最終編寫出(IFABS(plOS)LT0.1GOTONI),最終使係統(tǒng)程序得到了優化。首先在對刀儀程序後麵增加一行:(Pllg=O)一每次使用(yòng)對刀儀Pllg清零;增加控製(zhì)後的程序:
試驗(yàn)後把程序交給企業使用,經過企(qǐ)業(yè)連續的使用,機床並沒有出(chū)現因為沒有換刀而造成把手加工不合格的問題(tí)。因此進一步解(jiě)決了用戶在(zài)使用中功能(néng)的需求,使係統的功能開發(fā)得到了實際的應(yīng)用,係統的操作方便,控製完(wán)善也得到進一(yī)步的提升,取了大大(dà)的效益。
通(tōng)過這個事例我們可以發現如果對係統的功能了解(jiě)不(bú)清楚,就會造成操作的不便和廢品的產生。隨著(zhe)用戶對數控機(jī)床各方麵的性能(néng)要求越來越高,數控機床(chuáng)的高級語言在實際生產中也發揮越來越大的作用。因此,掌(zhǎng)握數控高級語言的使用方法將會創造更多的價值。
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分(fèn)地區(qū)金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況(kuàng)
- 2024年11月 基本型乘用車(轎(jiào)車)產(chǎn)量數據
- 2024年11月(yuè) 新能(néng)源汽(qì)車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源(yuán)汽車產量數(shù)據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金(jīn)屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量(liàng)情(qíng)況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車(chē))產量數(shù)據
博文(wén)選萃
| 更多