



鑰匙(shí)銑齒機數(shù)控係統的研究與開發
2018-1-31 來源:北京航天數控係統(tǒng)有限公司 作者: 李悅 宋霹卿
摘要:結合數控技(jì)術與鑰匙生產加工特點的鑰匙(shí)銑齒機數(shù)控係(xì)統,解決了齒形編碼自動生(shēng)成和齒形(xíng)加工(gōng)自動編程的關(guān)鍵技術,滿足了鑰匙加工高效率和高精(jīng)度的需求,提高了鑰匙生產製造水平。
關鍵詞: 數控係統 銑齒機(jī) 齒形編碼 自動編程(chéng)序
鑰匙作為鎖具的重要(yào)組成部分之一,其工藝結構和加工精度直接影響著鎖(suǒ)具的安全性。利用機(jī)床數控(kòng)係統(tǒng)的(de)高效、高速、高精的優點,研發針對鑰(yào)匙(shí)生(shēng)產加工特點的專用(yòng)數控係統,可滿足鑰匙加工(gōng)種類多,速度快,精度高(gāo)的需求(qiú)。
1、鑰匙銑齒機(jī)數控係統的總體設計方案
1.1 係統的硬件設計方案
鑰匙銑齒機數控係統硬件采用以PC作為數控係統的運(yùn)行平台,主機和多(duō)功能控製卡構成了主從式雙微處理器,其中PC機是上位機(jī),通(tōng)過(guò)數據總線對多功能控製卡進行監視(shì)、協調、控製等各種操作,主要完成一些非實時或弱實時性的任務(wù),如文(wén)件的編輯、參數的設置、加工狀態的(de)顯示等;多(duō)功能控製板在係統中則是下位機,主要完(wán)成(chéng)位置控製(zhì)、速度調節、插補算法等實時任務。係統硬件結構如圖1所示。
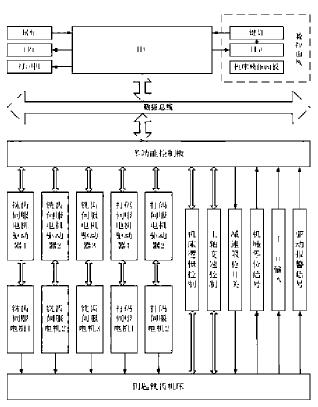
圖:1鑰匙銑齒機數控係統的硬件結構
1.2 係統的軟件設計方案
根據鑰匙銑齒機(jī)數(shù)控係統(tǒng)所要(yào)完(wán)成的任(rèn)務性質,將軟件分成管理和控製兩部分,其中管理部(bù)分主要包(bāo)括數據輸(shū)入(rù)處理(lǐ)、1/0處理、通訊、人機顯示、文件管理、係統診斷程序;
控製部分主要包括數(shù)據譯碼、刀具補償、速度控製、位置控製、插補程序(xù)。係統任務結構如圖2所示。
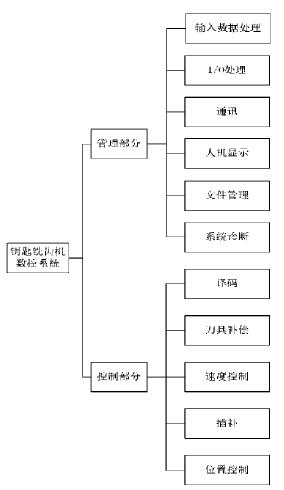
圖2:鑰匙銑齒(chǐ)機數(shù)控係統任務結構圖
2、鑰匙銑齒機數控係統(tǒng)關鍵技術的實現
2.1 齒形自動(dòng)編碼功能的(de)實現
鑰匙齒形編碼分為基礎碼和篩選碼兩部分。基礎碼是(shì)根據齒形(xíng)編碼位數和進製數產生的所有鑰匙齒形編碼(mǎ);篩選碼是以基礎碼為篩選範圍,根據齒(chǐ)形編碼(mǎ)規則,所有符合規則(zé)要
求的編碼總和。
鑰匙齒形基礎碼,即在m個齒形編碼位數和n個齒形編碼進(jìn)製中,找出所有的排列組合。
通過對齒形編碼規則和回溯算法(fǎ)的研究,計出(chū)一(yī)種優化的回溯算法(fǎ),解決(jué)了齒形編碼自動生成問(wèn)題,其原理是:首先(xiān)初始化所有齒形編碼位為1;其次以最低位為排序起點,逐次將此位編碼號(hào)加一得到新的編碼值,直至該(gāi)位值達到最大進製值後,向(xiàng)前回溯一位,同時初始當前位後麵的所有編(biān)碼位為1;再次從最低位開始(shǐ)逐次把該位編碼號加(jiā)一(yī)得到新的編碼值,直至該位值達到最大進製值後,向前(qián)回溯一位,同時初始(shǐ)當前(qián)位後(hòu)麵的所有編碼位為1,以此類推,最後當每一位編碼號都為(wéi)最(zuì)大進製值時,就取得了全部的基礎碼。
2.2 鑰匙加工自動編程功能的實現(xiàn)
鑰匙的加工雖然具(jù)有種類多,數量大的(de)特點(diǎn),但是經過對不同鑰匙加工工藝的分析對比,從中依然可以看出它們在形狀特征、加工方法等方麵具有很大的相似性,因此,借鑒成(chéng)組編程(chéng)法的編程思想,基於成(chéng)組技術,根據鑰匙的相同或相似元(yuán)素歸類成組,以組為單位編寫相應(yīng)的加工程序,從(cóng)而實現(xiàn)鑰匙加工(gōng)自動編程功能。
通過對不同種類鑰匙加工工藝(yì)的搜集、分析,按照加工工藝流程,鑰(yào)匙齒形可分為:單邊尖齒、單邊平齒、雙邊尖齒、多邊尖齒。雖然不同齒形加工工藝所自動生成的加工程(chéng)序
略有不同,但程序設計實現的方法相同,即采用數控G代碼和M代碼指令實現鑰匙加(jiā)工(gōng)程(chéng)序的編製。
所使用的G代碼包(bāo)括:G90:絕對坐標值指令;Ggl:相對坐標值指令G00:快速定位指令Gol:直線插補指令G0:4暫(zàn)停指令。
所使用的M代碼包(bāo)括:
M03:主軸正轉指令;M17:打碼(mǎ)指令;M19:送料進;M20:送料退;MZI:機械手進;M22:機械手退;M23:夾緊;M24:鬆開;M25:接料進;M26:接料退;M27:鏟進;M28:鏟退;M29:吹氣;M05:主軸停止指令。
3、總結
鑰(yào)匙銑齒機數控係統己應用於鎖具企業的實際生產(chǎn)加工,提高(gāo)了鑰匙加工的生產效率和產品(pǐn)質量,降低了鎖具互(hù)開率,滿足了實(shí)際生產的需要。
投稿箱:
如果您有機(jī)床行業、企業相(xiàng)關新聞稿件(jiàn)發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相(xiàng)關新聞稿件(jiàn)發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘(chéng)用車(轎車)產量(liàng)數據
博文選萃
| 更多
- 機械加工(gōng)過程圖示
- 判斷一台加工中心精度的(de)幾種辦法
- 中走絲(sī)線切割機床的發展趨勢
- 國產數控(kòng)係統(tǒng)和數控機床何去(qù)何從?
- 中國的技術工人都去哪裏了?
- 機(jī)械老板做了十多年,為(wéi)何還是小作坊?
- 機械行(háng)業(yè)最新自殺性營銷,害人害己!不(bú)倒(dǎo)閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點智造,多談點製造
- 現實麵(miàn)前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床(chuáng)加工刀具補償功能
- 車床鑽孔攻螺(luó)紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別(bié)