控")



基(jī)於PLC 的C6140 車床自動化控製係統改造
2017-1-6 來源:西安(ān)工(gōng)程技術學院(yuàn) 作者:王瑞芳
摘要:介紹可(kě)編程控(kòng)製器(PLC)在(zài)C6140 機床改造中(zhōng)的應用,對PLC 在(zài)自動化係統控製下所(suǒ)完成的控製功能作簡單闡述,通(tōng)過對(duì)車床(chuáng)改造(zào)前後的對(duì)比,得出PLC 控製係統(tǒng)的優越性,並給(gěi)出(chū)了PLC 的控製電路接線圖和梯形圖。
關鍵詞:可編程控製器;車床改造
0.前言(yán)
在(zài)機械加工企業中,企業為提高競爭力,除保證產品的質量,還要考慮(lǜ)如何提高生產效率。而對於許多老式(shì)普通機床,顯然不能(néng)滿足生產實(shí)際需求, 為了能使這(zhè)些老式普通(tōng)機床適應當前複雜零件批量、多品(pǐn)種的加工(gōng),充(chōng)分挖掘普通機床的利用率,就需要對普通機床進(jìn)行機電一體化(huà)改造。自動化(huà)控製技術綜合應用了(le)計算機、控製(zhì)技術、電氣傳動、傳感檢測、液(yè)壓氣動、網絡(luò)通(tōng)信、柔性化、集(jí)成化等高(gāo)新技術,為先進製造技術奠定基礎。機械加工中應用最為普遍的自動化控製技術就是數(shù)控技術,它作為數控(kòng)加工的主體設備,形成最為典型(xíng)的機電一(yī)體(tǐ)化產品———數控機床,數控機床的高精度、高效率及高(gāo)柔性決定了大力推廣使用數控機床是提高製造能(néng)力和水平,適應市場需求和(hé)提高競爭能力的主要物質基礎條件之一(yī)。近幾年隨著微電子技(jì)術、計算機技術以及自動控製技術的發展,PLC 的功能(néng)越(yuè)來越強大,功能模(mó)塊越來越多,可以在小型PLC 機上實現大型機的功能。我們將利用PLC 控製步(bù)進電(diàn)動機和機床主軸來實現機床的數控化改造。
1.車床改造前後的對比
金屬切(qiē)削加工是改變零件形(xíng)狀的方法之一,從(cóng)毛坯到成品,使零件加工成符合(hé)生(shēng)產(chǎn)需要的(de)形狀和(hé)尺寸。數控機床(chuáng)是以可編程控(kòng)製器(PLC)為核心的一種新型工業控製裝置,具有體積小、功能(néng)強、編程簡單、可靠性強等優點,將加(jiā)工信號傳遞到機床的數控係統,通過伺服係統按事先(xiān)編製好的程序進行自動加工,根據檢測設置形成閉環控(kòng)製係統,將反饋信號與淨輸入信號進行比較,不斷修正運動部(bù)件的(de)偏移量(liàng), 從而保證了零件加工的精確度。由於數控機床是根據(jù)控製器輸出的信號自動按工藝流程完成所需的加工工作,而(ér)對於普通機床,操作人員往往為保證加工零件的尺(chǐ)寸精度,如(rú)直徑(jìng)的上下偏差、長度公差、形位公(gōng)差等,在進行機床加工時經常會出現重複開停機、調整、測試等一係列浪費時間的工作(zuò)。下麵以普通車床為例,將一根直徑50、長600mm米的坯料加工至(zhì)直徑=36,精度要求同柱度為0.05mm 的軸。
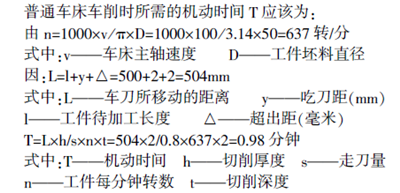
除以上能以軸、轉速及走刀量等算出的走刀時間外,其(qí)餘的如給定進給量前的刀尖(jiān)與工件表麵的(de)對刀,然後以拖板(bǎn)的刻度為參考小心進刀,試車一定長度後,停機檢(jiǎn)測(最多為兩次),確信與圖(tú)紙的要求相符後才進行車削,其中所需的時間隻能按實際操(cāo)作加上人為製定給出(chū)該項工作所耗(hào)費的工時,設定此所需的時間為0.3 分鍾時,則普通車床的實際用時T'應(yīng)為:T'=T+0.3=0.98+0.5=1.09(分鍾)。改裝後的車床(chuáng),由於車(chē)床的橫向進給實現了自動化(huà),程序應為(wéi):以車刀刀尖為基準點(diǎn),控(kòng)製車刀刀(dāo)尖按指令給定的(de)以主軸中心軸線為基準進到所需加工的軸的半(bàn)徑距離時,橫向進給自鎖,依照信(xìn)號進行(háng)縱向切削工作,省去了(le)由人工操作加工中(zhōng)所需的反複開停車及檢測用時,因此(cǐ),從加工一根簡單的φ50×600(mm)的軸事例可(kě)以得出:如果改裝(zhuāng)後數控車床的轉速、切削用量等和普通車(chē)床相同,則數控機床所(suǒ)需(xū)的實際用時為T〞=0.98(分鍾)。普通車床與改裝後的車床的實際時間差為:T'-T〞=1.09-0.79=0.3(分(fèn)鍾) 由此可見用可編程控製器改裝後車床的加工時間比(bǐ)普通車床的用(yòng)時省卻了0.3 分鍾,工效將(jiāng)近(jìn)提高了1/3,對於批量生(shēng)產的產品,不僅節省了大量的時間,還提高了控製(zhì)係(xì)統的可靠性(xìng)和準確性,為(wéi)企業提供了更可靠的自(zì)動化生產保(bǎo)障,提高(gāo)了(le)經濟效益。
2.以C6140 型普(pǔ)通車床為例,把繼電控製改造為PLC 控製
2.1 改造分(fèn)析(xī)
1)根據機床(chuáng)電(diàn)氣控製原理(lǐ)圖(tú)(圖1)的控(kòng)製狀態,選擇合適的PLC 機型;
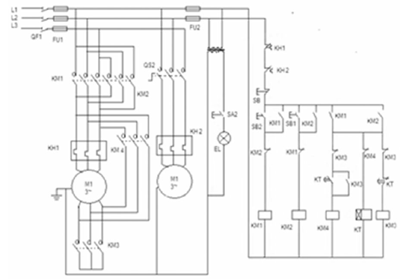
圖1 C6140 型普通車(chē)床電氣控製線路原理圖
2)列出(chū)PLC 輸入、輸出I/O 分配表;
3)畫出PLC 控製電路接線圖(tú)(圖2);
4)畫出PLC 梯(tī)形圖(圖3),並編製程序並調試。
2.2 電氣控製線路分析
C6140 型普通車床電(diàn)氣控製線路原理圖如圖1 所示。圖中分主電路、控製電路和照明、信號電路。
2.2.1 電路分析
主電路中有兩台電機,M1 為主軸電機,帶動主軸旋轉和刀架作進給運動;M2 為冷卻泵(bèng)。三相交流(liú)電源通過轉換開(kāi)關QF1 引入, 主軸電機M1 由交(jiāo)流接觸器KM1\KM2 控製啟動,熱繼電器(qì)KH1 為主軸電機M1 的過載保(bǎo)護。冷卻泵電(diàn)機M2 由組合開關(guān)QS2 控製啟動和停止, 熱繼電器KH2為它的過載保護。
2.2.2 控製電路分析
1)主軸電機的控製。用SB1 和SB2 進(jìn)行主軸電機M1 的正轉和反轉。當按SB2 時,接觸器KM1 的線圈得電動作,KM1 的常開觸點閉合,KM3 和(hé)KT 得電,KM1 和KM3 主觸點閉合使電機M1Y 形正轉降壓啟動, 當KT 延時整定時間到時,KT 延時常閉觸點斷開使KM3 失電,其Y 形接法主觸點斷開;KT 延時常開觸點閉合使KM2 得電,其主觸點閉合,電機M1 從Y 形轉換為△運行。同理,按SB1 時,電機M1 反轉(zhuǎn),同樣進行Y 形啟動、△運行。
2)冷卻泵電機的控製。旋合組合開關QS2 使冷卻(què)泵電機M2 啟動運行。
3)照明電(diàn)路分析。控製(zhì)變壓器TC 的二次(cì)側輸出36V 電壓,作為機床低(dī)壓照燈電源,EL 為機床的低壓照明燈,由開關SA2 控製。
2.3 PLC 及其程序設計
2.3.1 PLC 選型和I/O 端口分配
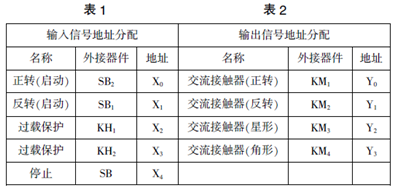
根據以(yǐ)上(shàng)機床主電路(lù)繼電控製要求分析,係統共需開關量輸入(rù)點5 個,開關量輸出點4 個,考慮係統的經濟性和技術指標,擬選用三菱公司的FX2n—24MR 機型,該機基本單元有12 點輸入,12 點輸出,完全能滿足控製要求。輸入/輸出信(xìn)號地(dì)址分(fèn)配如表1 和表2。
2.3.2 PLC 控製(zhì)電路接線圖
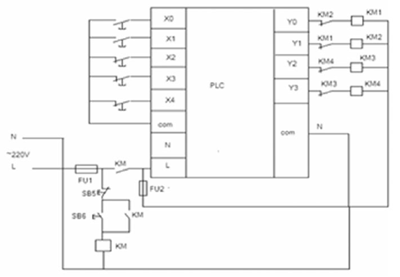
圖2 PLC 控製電路接線圖
為了保證安全,係(xì)統外(wài)部(bù)設置(zhì)了急停控製(zhì)電路,SB6 為電源供給按鈕, 當係統出現故(gù)障時, 按下SB5,KM 線圈失電,KM 常開(kāi)啟點斷開,PLC 失(shī)去電源,機床停(tíng)止工作(zuò)。
2.3.3 PLC 程序(xù)設計
根據繼(jì)電控製線路的工作要求, 用PLC 編製出控(kòng)製電路(lù)的梯形圖,這樣將大大縮短機床電氣線路的安裝(zhuāng)和維修時間。圖3 為C6140 普通機床控製線路的PLC 梯形圖(tú)。
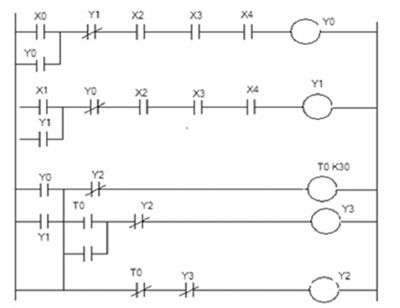
圖3 PLC 梯形圖
3.結束語
PLC 具(jù)有很(hěn)高的可(kě)靠性,所以PLC 控製係統的大部分故障主要來自於PLC 外部元件,用可編程序控製器(PLC)將普通機床改造為經濟性數控機(jī)床,簡單易行,可靠性高,抗幹擾能力強。經實踐(jiàn)證明,普通車床(chuáng)數控化(huà)改造後都能取得良好的效果,它尺寸精度非常穩定,加工效率大大提(tí)高,具(jù)有一定的(de)經濟性、實用性和穩定性,對(duì)中小(xiǎo)型企業的技術改造非常有效。
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量(liàng)數(shù)據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年(nián)10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車(chē)產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多
- 機械加工過程圖示(shì)
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲線切割機床的發(fā)展趨勢
- 國(guó)產數控係(xì)統和數控(kòng)機床(chuáng)何去何從(cóng)?
- 中國的技術工人都去(qù)哪裏了?
- 機械老(lǎo)板做了十多(duō)年,為何(hé)還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒(dǎo)閉(bì)才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現(xiàn)實麵前,國人沉默。製造業(yè)的(de)騰飛,要從機床
- 一文搞懂數控車床加工刀具補(bǔ)償功能
- 車床鑽孔攻螺紋加工方(fāng)法及工裝設計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別