



宏程(chéng)序在異形特(tè)殊螺(luó)紋數控車削加工中的應用
2016-12-5 來(lái)源:河(hé)南工業職業技術學院 作者(zhě):劉誌剛 劉立新
摘要:介紹了圓弧螺紋和異形螺紋的概念和特(tè)點,設計了異形特殊螺紋加工宏(hóng)程序流(liú)程圖,對異形特殊螺紋數控車削加工刀具選(xuǎn)擇、夾具選擇和加工方法等方麵進行了分析,最後舉出具體(tǐ)加(jiā)工實例並利用基本指令爭宏程序配(pèi)合編寫出該零件的加工程序。
關鍵詞:宏程序;特殊螺紋;數控;車(chē)削(xuē)加工
0.引言
在一些螺旋傳動機構和塑料製品螺紋聯接中.常采用大螺距的特殊螺紋.目的是為了提高螺紋強度,獲得更好的密封性。特(tè)殊(shū)螺紋可分(fèn)為圓弧螺紋和異形螺紋,圓弧螺紋是非標準的螺紋.也稱為圓弧螺旋(xuán)形。以大徑和螺距來表示大小,牙型(xíng)為圓弧形。是由兩(liǎng)圓弧和一直(zhí)線連接而成。牙(yá)型角a=300.牙粗、圓(yuán)角大。螺紋不易被損壞,常(cháng)用於(yú)容易生鏽或接觸汙物的場合;異形螺紋,其牙(yá)型異形,幾何(hé)形狀特殊。加工工藝複雜。是數(shù)控車削(xuē)加工中難加工的螺紋之(zhī)一(yī)。
1.異形特殊螺紋加工宏程序流(liú)程(chéng)圖設計
由於異形特(tè)殊螺紋牙型特殊、螺距大、寬度大、車削時切削力大、精度不容易(yì)控製等(děng)特點。難以使用螺紋切削基本指令編程.也難以利用CAM軟件編程(chéng)實現其加工。通過實踐,發現把螺紋切削基本指令和宏程序結合起來編(biān)程加工異形(xíng)特殊螺紋.是該類零件加(jiā)工最(zuì)實際、最有效的一種(zhǒng)方法。宏程序具有靈活、通用、智能等優點。數控加工(gōng)中被廣(guǎng)泛應用(yòng)。對於複雜零件的編程.事先(xiān)要設計加工流(liú)程圖來指導編程人員分析、設計、檢查(chá)宏程序。以期少走彎路,編製出合理的加工程序。宏程序加工流程圖設計是根據加工工藝路線,提取出變量,然後根據變量變化規律,建立(lì)循環體並確定循環流出條(tiáo)件,是程序設計人員對解決零件加工工藝問題時,方法、思(sī)路或算法的一種描述。一般包括(kuò)順序、選擇、循(xún)環3種基本結構,異形特殊螺紋數控車削加工宏程序設計(jì)流程如圖1所示。
2.異形特殊螺紋加工(gōng)工藝分析
(1)刀具選(xuǎn)擇
刀具的選擇應根據牙(yá)型來確定。切削深度較(jiào)小的特殊(shū)螺紋可選擇角度較小的尖刀或偏刀(如(rú)300、350尖刀或偏刀),加工的螺紋牙(yá)型表麵較粗糙,精(jīng)度低,可通(tōng)過減小(xiǎo)步距提高加(jiā)工精度。但增加了切削次數,延長了加工時間,效率較低,在具體實踐中。應適當選取(qǔ)步距,兼顧精度和效率。若是帶有弧形(xíng)的異形特殊螺紋,可選用圓弧刀.但(dàn)要注意圓弧刀半徑要小於弧形曲率半徑,否則易出現(xiàn)幹涉現象。
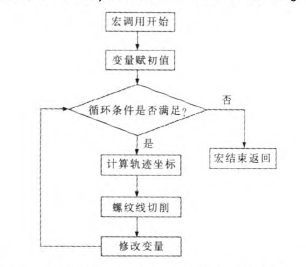
圖1 特殊螺紋(wén)數控加工宏程(chéng)序設計流程圖
(2)夾具選擇(zé)
一般(bān)情況下采用三爪卡盤裝(zhuāng)夾(jiá).若是在細長軸類工件上加工異形特(tè)殊螺紋.則需采(cǎi)用三爪卡(kǎ)盤和活動頂尖配合.采用一夾一頂(dǐng)方式進行裝夾。由於切削力作用有時為了防止工件產生(shēng)軸向位移.必須利用工件的台階做限位支承。
(3)異形特殊螺紋加工方法分析
異(yì)形特殊螺紋具有牙型深、寬度大、螺距大(dà)特點,從而(ér)使切削餘量和切削抗力也較大,在加工(gōng)時宜(yí)采用低速分層擬合(hé)車削。具(jù)體(tǐ)來說,就是將螺紋牙型深度按一定的數值分成若幹層分別加工.通過不斷改變刀具起點位置逼近實際螺紋輪廓。
(4)力(lì)1512中應注(zhù)意的問題
①要根據不同情(qíng)況(kuàng)。合理選擇刀具角(jiǎo)度(dù)和刀具圓弧半徑,防止發生幹涉(shè)現象;
②編程中采(cǎi)用恒轉速G97指令和每轉進給G99指令(lìng)加工:
③粗、精(jīng)加工時,轉速必須一致(zhì),否則會造成亂牙現象,建(jiàn)議轉速在300 r/min以下:
④加工時,要(yào)保證(zhèng)零件有足夠的裝夾(jiá)強度(dù),以免因振(zhèn)動引(yǐn)起崩刀:
⑤粗車後,表麵粗糙(cāo)度值較高,應留(liú)合適餘量進行精車.以去除殘留在表麵的毛刺等(děng)。
3.異形(xíng)特殊螺紋加工實例
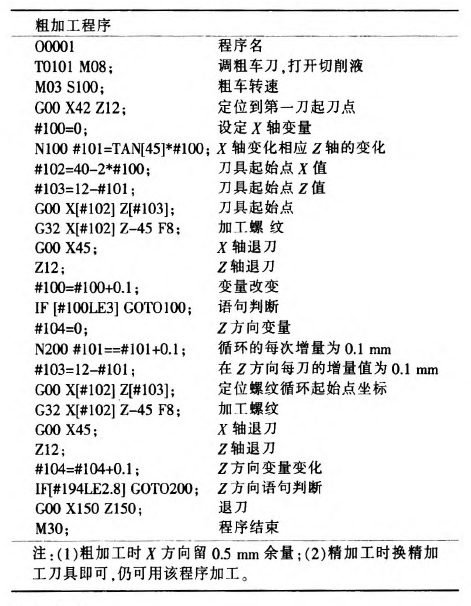
異形(xíng)螺紋型芯如(rú)圖2所示(shì)。參考加工程序如表1所示。
4.結語
在對被(bèi)加工零件刀具、夾具(jù)、加工方(fāng)法正確分析的情況下.利用螺紋加(jiā)工基本指令和宏程(chéng)序結合編程(chéng),不僅能夠簡化程序,提高(gāo)編程效率,實現零件加(jiā)工要求,而且程序通用性、智能性(xìng)好。完成了一些用CAM軟件無(wú)法加工的異形(xíng)螺紋的編(biān)程.為類似問題的解決提供了參考。
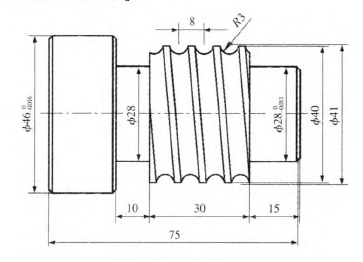
圖2異形螺紋型(xíng)芯
表1零件加工程序
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行(háng)資訊合作(zuò),歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行(háng)資訊合作(zuò),歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
博(bó)文選萃
| 更多