


汽車變速器齒輪高精度磨齒機床研(yán)究
2020-6-5 來源: 信陽職業技術學院汽車與機電工程學院 作者:餘阿東
摘要: 麵(miàn)向汽車變速器行業對高精度齒輪的需求,開發一種蝸杆和成型砂輪複(fù)合磨削的雙工件主軸磨齒機床。該機床具(jù)備全自動更換刀具和全自動裝卸被(bèi)加工齒輪功能,可使用通用修整器同(tóng)時修(xiū)整蝸杆(gǎn)砂輪和成形(xíng)砂輪; 采用雙工件主軸結構,節省了上下料裝載時間,加工效率大幅提升,比單主(zhǔ)軸效率高出 30%左右; 在(zài)合適的粗磨和精磨砂輪顆粒(lì)的作用下,蝸杆砂輪和成形砂輪(lún)磨削的結合使磨削時間減少了(le) 50%左右; 自帶齒輪檢測設備,能夠在線檢測齒輪(lún)磨削加工量是否達(dá)到加工工藝(yì)要求,實現了齒輪磨削高效、高精度(dù)、節能環(huán)保加工。
關鍵詞: 磨削加工; 磨齒機; 蝸杆砂輪; 成型砂輪; 雙工件主軸
麵向汽車(chē)變速器行業對高精度齒輪的需求,2016年(nián)度“高檔數控機床與基礎製造裝備”國家科技重大專項提出乘用車自動(dòng)變速器高效加工與裝配關(guān)鍵設備及成套生產線研究,其中高精度齒輪滾磨製造工藝及其成組成套技術是(shì)重要(yào)研究內容。作者針對科技重大專項(xiàng)研究內容,通過自主創新的(de)途徑,開展汽車變速器齒輪磨齒機床的研究。重點攻克了十(shí)四軸五聯動高速高精蝸杆砂輪和成型砂輪聯合磨削機床總體結構[1]、高速(sù)高精磨齒(chǐ)工藝參數優化及數控自(zì)動化編程軟件、高速(sù)磨齒工藝係統磨削熱傳遞及溫度場(chǎng)控製、高速微晶陶瓷磨料蝸杆(gǎn)砂輪及成型砂輪、通用修(xiū)整器等關鍵技術(shù)難題,開發了一種乘用車自動變速器齒輪加工用十四軸(zhóu)五聯動高精高速數控(kòng)蝸杆砂輪和成型砂輪結(jié)合的雙工件主軸機床,為齒輪磨削加工提供了快速生產手段。蝸杆砂輪和成形砂輪磨削的結(jié)合(hé)使磨削時間減少了 50%左右[2],采用雙工件主軸結構,節省了上下料裝(zhuāng)載時間,加工效率大幅提升,比單主軸效率高出 30%左(zuǒ)右,實現了(le)齒輪高效、高精度磨削加工(gōng)。
1、高速高精數控複合磨削自動換刀雙工件主軸磨齒機床主要結構及參數
針對齒輪磨削加工的特點和企業對磨齒加工的生產效率以及工(gōng)藝要求,開發(fā)了一(yī)種蝸杆砂輪和成型砂輪磨削結合的雙工件主軸磨齒機床,機床具備全自動更換刀具和(hé)全自動裝卸被加工齒(chǐ)輪功能,可使用通用修整器同時修整蝸杆和成形(xíng)磨削輪(lún),無需進行刀具的準(zhǔn)備工作。采用雙工件主軸結構,節(jiē)省了上下料裝載時間,加工效率大幅提升,比單主軸效率(lǜ)高出 30%左右。在合適的粗(cū)磨和精(jīng)磨砂輪顆粒的作用下,蝸杆砂(shā)輪和(hé)成形砂輪磨削(xuē)的結合使磨削時間減(jiǎn)少了 50%左右。自帶齒輪檢(jiǎn)測設備,能夠在線檢測齒輪磨削(xuē)加工量是否達到加(jiā)工工藝要求。磨齒機結(jié)構及各坐標軸如圖 1 所(suǒ)示,磨齒機由底(dǐ)座、立柱、雙工件主軸、立柱滑(huá)台、砂輪切向(xiàng)移動滑台、砂輪(lún)刀架轉動台、蝸杆砂輪、修整器、齒輪檢測設備、換刀機械手、齒輪工件裝卸機械手等組成。磨齒機為十四軸: X 軸、Y軸、Z 軸、A 軸、B 軸、C1軸、C2軸、U 軸(zhóu)、V 軸、W 軸、E 軸、F1軸、F2軸、F3軸等。各軸的作用與(yǔ)相互間的關係: X 軸是立柱移動軸,是刀具的徑向進給運動軸,刀具沿工件徑向移動以確保磨削出全齒(chǐ)深,還能夠實現齒輪的在線檢測。Y 軸帶動滑塊切向移動,是蝸杆砂輪(lún)切向移動軸; 另外,能夠配合砂輪修整器,實現(xiàn)蝸杆砂(shā)輪和成型砂輪的在線修正,還能夠配合齒輪檢測設備實現齒輪加工質量在線檢測。Z軸是立柱滑台上下移動軸,實現(xiàn)砂輪刀具的軸向移動,刀具沿工件軸線移動以磨削出(chū)齒輪的整個齒寬,以及完成齒(chǐ)輪在線檢測(cè)功能。A 軸是(shì)砂輪刀架轉動軸,在磨齒加工齒輪時,需要根據齒輪的螺旋角和蝸杆砂輪的螺旋升角轉動刀架,以確保(bǎo)磨削出正(zhèng)確(què)的齒形角和齒向(xiàng),以及保證成型砂輪(lún)磨削出正(zhèng)確的螺旋角,另(lìng)外還能夠實現自動(dòng)換刀(dāo)功能。B 軸是砂輪轉動軸(zhóu),是磨齒機的主運動,砂輪(lún)在轉動時磨削被(bèi)加工工件上的材料並形成齒廓。
C1軸、C2軸是工作台主軸回轉運動 ( 也稱工件軸) ,是磨齒機的分齒(chǐ)運動,它和砂(shā)輪保持嚴格的速比關係,以保證磨削出的齒輪齒數正確(què),並且保證其分齒精(jīng)度; 另外還能夠配合機械手實現工件的(de)自動裝卸,雙工件主軸節省了上下料裝(zhuāng)載時間,加工效率大幅提升。U 軸是裝卸機械手左右移動軸,實現對工件的自(zì)動裝卸,並可根據不(bú)同工(gōng)件大小(xiǎo)與切削參數調整移動節拍。V 軸是換刀運動軸,實現不同的砂輪更換。W 軸是(shì)修整器移動軸,實現對砂輪的修整。E 軸是修整(zhěng)器旋轉運動(dòng)軸,實現(xiàn)對砂輪的修整。F1軸是齒輪檢測設備(bèi)旋轉打開運動軸,實現檢測設備(bèi)由關閉保(bǎo)護狀態到打(dǎ)開檢測齒輪加工質量功能。F2軸是修整器(qì)可旋轉調節軸(zhóu)。F3軸是雙工件主軸可轉位軸。其中 5 個聯動軸為: B 軸、C 軸、X 軸、Z 軸、U 軸。
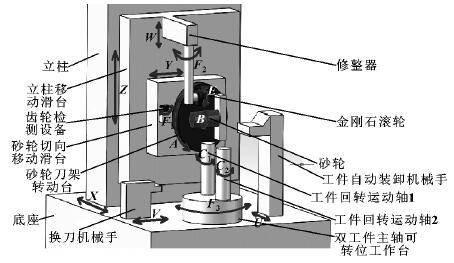
圖 1 磨(mó)齒機床結構及坐標(biāo)軸簡圖
在磨齒機床設計階段十分重(chóng)視運動部件動態性能優化,重視高剛度輕量(liàng)化設計和機械運動部件的動力匹配。進行機床每一個運動坐標的驅動參數的(de)優化,使機(jī)床的動態性能滿足(zú)用戶的需求。機床床身為(wéi)人造理石材料,熱變型誤差較小; 具有更好的吸收振動的能力,降低振動(dòng)對機床傳動部件(jiàn)的影響,機床剛性更好、精度穩定。
2 、基於齒輪高速高精(jīng)複合磨削工藝參數優化(huà)的開放式數控係統
由於直驅技術具有動(dòng)態響應能力好、無反向間隙、無傳動機械磨損等顯著優勢,磨齒機床采用直接驅動技術,即刀具軸和工件軸分別由電主軸和力矩電機直接驅動[3],工件軸和砂輪之間之間不存在任何機(jī)械傳動(dòng)元件,稱之為 “零傳動”; 砂輪作為主動軸,工件軸作為跟隨(suí)軸[4],當工件軸的響應速(sù)度足夠時(shí),在電子齒輪箱程序的控製之下,可以得到(dào)理想(xiǎng)的分度精度和很(hěn)好的表麵磨削質量,對於蝸杆砂輪磨削和成型砂輪磨削采用不同的(de)控製程序。這樣的設計(jì)使得機械結構大大簡化,同時極大地提高了加工(gōng)效率和加工精度,但是也對數(shù)控(kòng)係統提出更高的要求。機床采用(yòng)基於(yú)總線型運動控製卡的全(quán)閉環控製開放式數控(kòng)係統,係統硬件平台采用(yòng)工控機和運動控製卡,軟件平台(tái)基於 Windows 係統,采用 VC + +開發工具(jù)和 Win-dows 係統下的動態鏈(liàn)接庫,通過對齒輪高精磨(mó)削工藝參數優化,編製出專門的齒輪蝸杆磨削、成型磨(mó)削加工程序(xù)、在線砂輪修整程序、在線齒輪加(jiā)工質量檢(jiǎn)測程序,對機床進行十四軸(zhóu)控製,同時實(shí)現五軸聯動(dòng)。數控係統(tǒng)控製原理如圖 2 所示。
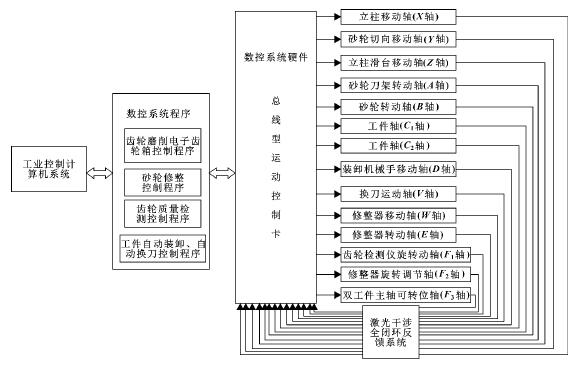
圖 2 數控係統控製原理簡圖
高速高(gāo)精度柔性電(diàn)子齒輪箱程序屬(shǔ)於齒輪磨削加工數控係統的一個核心部分,通(tōng)過參數設置,可以(yǐ)適用(yòng)於齒輪蝸杆磨(mó)削和成型磨削對多軸聯(lián)動嚴格速比關係的要求。各軸伺服電機和主(zhǔ)軸電機通過電機接口與係(xì)統相連,主運動信號通過電機編碼器或激(jī)光幹(gàn)涉反饋,由(yóu)數控係統處理(lǐ)並通過柔(róu)性電(diàn)子齒輪箱程序判別和計算,控製隨動數控(kòng)軸完成主從式的電子齒輪比運動。采用激光幹涉反饋全閉環技術直接(jiē)檢測砂輪軸、工件軸和(hé)其他軸的位置,構成了真正意義的全閉(bì)環。該(gāi)技術將長度反饋係統提升至激光波長基準,自帶環境 ( 溫度、氣壓) 補償,可以控製滾刀主軸和工件工作台定位精度達到激光幹涉儀精度水準。基於開放式數控(kòng)係統具有以(yǐ)下幾種主要功能: 數控電子齒(chǐ)輪箱( EGB) 功能、多軸精確同步控製插補(bǔ)功能,可以方便地實(shí)現分齒運動和差動補(bǔ)償運動; 齒輪加工質量在線檢測功能(néng); 砂輪在線修整功能; 自動更換刀具和裝卸工件。
3 、高速磨削工藝(yì)係統磨(mó)削熱傳遞及溫度場控(kòng)製
高精密的汽車變(biàn)速器齒輪對齒輪加工機床的精度(dù)和可靠性提出了越來越高的要求,大量研究表明: 磨齒(chǐ)機在高速磨削齒(chǐ)輪時磨削熱易導致齒麵燒傷和機床部件發生熱變形[5]。因此磨齒機(jī)床采用以下 3 種方法減少磨削熱對磨齒機床的影響: 改進機床床身材料;控製(zhì)機床重要部件的溫升,如進行有效的冷卻和散熱[6]; 建立溫(wēn)度變量與熱(rè)變形之間(jiān)的數學模型,用軟件預報誤差,用(yòng) NC 行(háng)補償(cháng),以減少(shǎo)或消除由熱變形引起的機床(chuáng)磨(mó)削(xuē)誤差。磨齒機床采用人造理石為床身主要材料。人造理石材料熱膨(péng)脹(zhàng)係數僅為鑄鐵的 1/20,具(jù)有更好(hǎo)的環境適應性、更小的熱變型誤差,很大(dà)程度上降低了機床的熱變(biàn)形; 人造理石的阻尼是鑄鐵的(de) 6 倍,具有(yǒu)更(gèng)好的吸收振動(dòng)的能力,降低了機床的(de)切(qiē)削振動對機床(chuáng)傳動(dòng)部件的影響; 人造理石床身(shēn)製造工藝采(cǎi)用常溫固化,沒(méi)有鑄鐵(tiě)冷卻不(bú)均導致的內應力,是(shì)國際上精密機床優選的床身材料。整台機床采用潤滑(huá)點自(zì)動潤滑,保證(zhèng)機床砂輪、夾具等具有良好的磨削能力和精度穩定性,齒輪磨削加工區采用高(gāo)壓流動氣體冷卻,機(jī)床工作區與床身完全隔離,最(zuì)大程度地減小由於熱磨屑與床身接觸而產生的熱膨脹的影響。磨齒機熱(rè)變形誤差補償技(jì)術采用事後補償[7],通過激光(guāng)檢測手段對數控加工時(shí)產生的誤(wù)差進行直接或間接的測量,然後根據已經建立的誤差補償模型進行(háng)誤差補償計算,將計算結果反饋給開放式數控係(xì)統,使係統控製器發出相應的控製誤差補償指令以補償相應的(de)熱誤差[8]。
4、 蝸杆砂輪和成型砂輪研究
隨(suí)著市場競爭的日愈激烈,質量、效率和成本成為生產企業關(guān)注的重點。如何取得這(zhè)三點的平衡(héng)是所有生產企業能否成(chéng)功的關鍵。磨(mó)齒床采用蝸杆砂輪和(hé)成型砂輪來平衡三點之間的關係。使用(yòng)優化的不同規格的成形砂輪(lún)進行粗(cū)加工和精加工,以盡可能縮短加工時間,且(qiě)取得質量極佳的表麵粗糙度。蝸杆砂輪可以采用最快的加工(gōng)速度而不必擔心工件最後的(de)齒形(xíng)質量。利用成型砂輪進行精密磨削,修正齒形(xíng)誤差。這種加(jiā)工方法適(shì)用(yòng)於大批量生產相同或相似規格(gé)的齒輪,可以加工出無(wú)齒形誤差的正齒(chǐ)輪和斜齒輪。蝸杆(gǎn)砂輪、成型砂輪采用高速微晶陶瓷磨料,合適的粗磨和精磨(mó)砂輪顆粒,采(cǎi)用(yòng)高速、高效、高精度磨削加工(gōng)工藝,可以提高(gāo)齒輪的製造(zào)精度、齒輪運轉平穩性和壽命,確保齒輪的精(jīng)確(què)接觸和精密齧合。
5、 高精密齒輪加工(gōng)質量在線測量裝置和砂輪在線修整器(qì)
在汽車齒輪要求 100%全部檢測的態勢下,磨齒機直接將齒輪測量裝置集成於(yú)齒輪加工機床,齒輪加工後不用拆卸,立(lì)即在機床上進(jìn)行在機測量,根據測量結果對機床參數及時調整修正。齒輪加工質量在線檢測(cè)裝置(zhì),采用(yòng)齒輪整體(tǐ)誤差測量程序,把齒輪作為(wéi)一個用於實現傳動功能的幾何實體,或采(cǎi)用坐(zuò)標式幾何解析法對其單項幾何精(jīng)度進行測量,並按齒(chǐ)輪齧合傳動順序和位置,集成為一條 “靜態”齒(chǐ)輪整體誤差曲線; 或按單麵齧合綜合測量方式,使用特殊測量齒輪,采用滾(gǔn)動點掃(sǎo)描測(cè)量法對其進行測量(liàng),得到齒輪 “運(yùn)動(dòng)” 整體誤差曲線。上述兩種齒輪整體誤差曲線,經過(guò)數控係統程序運算和數據處(chù)理,都可以得到齒輪綜合(hé)運動偏(piān)差、各單項幾何偏差、三維齒麵形貌偏差以(yǐ)及接(jiē)觸區狀態,從而能更全麵、準確地評定齒(chǐ)輪質量和齒輪加工工(gōng)藝的(de)分析和診斷。將齒輪測量技術和齒輪設計、加工製造進行(háng)集成,實現齒輪製(zhì)造信息的融合及 CAD/CAM /CAT 的集成,從而構建一個先進的齒輪數(shù)字化閉環製造係統。
僅使(shǐ)用一個通用修整器就能同時修整蝸杆和成形磨削輪,無需(xū)進行刀具的準備工作。修整器(qì)安裝在立柱滑台上(shàng),位於機床砂輪刀架的上方,該修整器由(yóu)驅動電機、傳動機構、高(gāo)精度主軸、精密(mì)滾珠絲杠(gàng)進給機構、修整器可旋轉調節機構、金剛石滾(gǔn)輪等(děng)組成。修整進給速度、進給量、光修時(shí)間是數控(kòng)係統控製的,具有數字顯示(shì)、前台控製、便與操作等特點,可提高工件(jiàn)磨削的精度(dù)和質(zhì)量(liàng)。
6 、結論
乘用車自動變速器齒輪磨(mó)削加工用十四軸五聯動高精度(dù)高速數控蝸杆砂輪和成(chéng)型砂輪複合磨削雙工件主軸機床,采用基於總線(xiàn)型運動(dòng)控製卡的全閉環控製開放式數控係(xì)統,采用蝸杆砂輪和成型砂輪磨齒加工刀具,具(jù)備全(quán)自動換刀功能,能夠使用優化的不同規格的成形砂輪進行粗加工和精加工,以盡可(kě)能縮短加工時(shí)間(jiān),且取得質量極佳的表麵粗糙度。能夠使用高效(xiào)率的蝸杆砂輪磨削(xuē)過程進行(háng)粗加工,聯合精密成形磨削(xuē)工藝進行精(jīng)加工。加工策略能使用戶在生產率和靈活性方麵達到前所未有的程度。使用刀具更換裝置(zhì)可允許使(shǐ)用為超精加工而(ér)設計的特殊成形砂輪磨削更加出眾的表麵質量。采取智能化(huà)的能源管理係(xì)統和最新的驅動和電機技術,可減少多達 40%的能源消耗(hào)。機床加工精度可達國標的 5 級,齒麵粗(cū)糙度為 Ra0. 8μm 左(zuǒ)右。該機型替代(dài)進口,降低製造成本,提高磨齒加工產品的質量、生產率、工藝(yì)可靠(kào)性。
投(tóu)稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進(jìn)行資訊(xùn)合作,歡迎聯係本網(wǎng)編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進(jìn)行資訊(xùn)合作,歡迎聯係本網(wǎng)編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視(shì)點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切(qiē)削(xuē)機床產量數據(jù)
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年(nián)9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
博文選萃
| 更多(duō)