


ANCA成熟機床係統支持深孔鑽削(xuē)高精工藝
2020-4-16 來源:ANCA 作者:-
ANCA產品經理Thomson Mathew認為充分了解(jiě)生產應用程序(xù),可以顯著提高效率並帶來(lái)豐厚利(lì)潤。
2016年,全球鑽孔刀具市場估值為57.9億美元,預計將以4.75%的複合年增長率增長,到2022年將達到86.1億美元。高效和高質量地加工深孔具有(yǒu)很大的挑戰性。切削刀(dāo)具製造商需要以合理的價格為客戶提(tí)供具有可預測刀具壽命的,準確的表麵光潔度和重複性好(hǎo)的產品,以提高在市場上(shàng)的競爭力(lì)。ANCA產品經理Thomson Mathew解釋了應用於深孔鑽(zuàn)削的不同類型切(qiē)削(xuē)刀具,以(yǐ)及如何克服(fú)深孔鑽削中的一些常見問題。
深孔鑽削
深孔鑽削是一(yī)種在CNC機床上以高深徑比在金屬上鑽(zuàn)孔(kǒng)的(de)工(gōng)藝。普通的鑽孔過程,孔的深(shēn)度小於直徑的五倍,如果深徑比超過五,則該過程稱為深孔鑽削。深孔(kǒng)鑽削的(de)刀具直徑範圍從1mm到200mm,需(xū)要使用特殊(shū)的鑽頭,帶有貫穿的冷卻孔,以輸送高壓冷卻劑來輔助排空切屑,使切削達到所需的公差和表麵光潔度。
一些常見的深(shēn)孔鑽削工藝包(bāo)括鑽槍孔,BTA鑽削(鑽(zuàn)鏜孔與套料協會)和傳(chuán)統的硬質(zhì)合金麻花鑽。這些工藝適用於不同的孔徑和(hé)公差,在深(shēn)孔(kǒng)鑽削(xuē)中發揮著各(gè)自的優勢。
BTA鑽(zuàn)孔是一種有效的深孔鑽削工藝,因為它更環保,可靠(kào)並且能夠以(yǐ)較高的進給率(lǜ)實現更大的(de)直徑。BTA鑽孔在20–200mm的(de)孔中有效(xiào),其尺寸範圍比槍(qiāng)鑽和硬質合金麻花鑽都大。

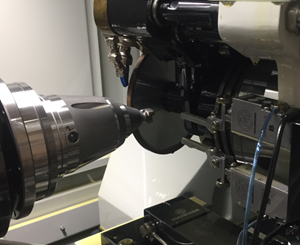
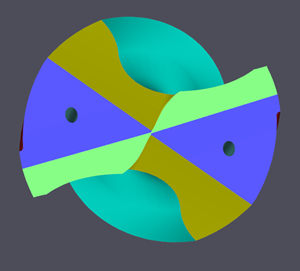
ANCA全自動BTA鑽(zuàn)頭裝載和研磨解決方案,包括用於過程控製的在(zài)線測量
槍鑽最初是為鑽取槍管而開發的,通常用於鑽取直徑較小的深孔。槍鑽的深徑(jìng)比甚至(zhì)可以大於300:1。槍鑽的主(zhǔ)要特點是鑽頭是自動定心的,這(zhè)就是為什麽能有這麽深的精(jīng)確的孔的原因。
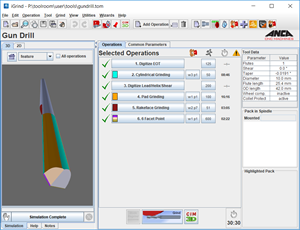
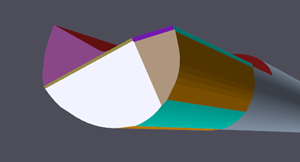
ANCA軟件(jiàn)提供專門用於製造和重磨各種(zhǒng)槍鑽的工具類(lèi)型
帶有冷卻孔(kǒng)的硬質(zhì)合金麻花鑽也常(cháng)用(yòng)於多種深(shēn)孔鑽削應用中。製造(zào)和重磨這(zhè)些鑽頭的難點在於減(jiǎn)小跳動,這需要在(zài)磨床上附加一個移動軸以支持開槽磨削過(guò)程。 ANCA數控(kòng)磨床具有使用P軸的(de)Arobotech係統,提(tí)供(gòng)最(zuì)小的跳動,支持和製造各種長係列鑽頭。該係統還允許支撐墊自動調整(zhěng)到所需錐度,從而滿(mǎn)足長係列鑽(zuàn)頭的後錐度。
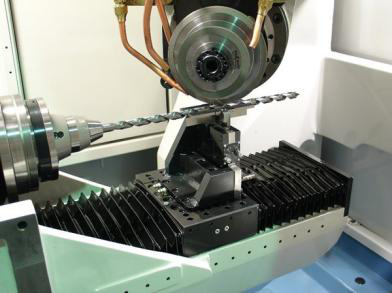
TX7磨床上P軸Arobotech支持(chí)係統(tǒng)
深孔鑽削的挑戰
· 冷卻液衝刷或(huò)內部冷卻
可以在冷卻切削刃(rèn)的同時改善排屑。冷卻液向下衝洗(xǐ)至孔的底部,從而將切(qiē)屑向上推回頂部。ANCA軟件在設計階段就(jiù)有設計和驗證冷卻(què)孔的功(gōng)能,從(cóng)而避免了冷卻孔破(pò)裂,減(jiǎn)少了廢料。

· 孔的(de)平直度
“切削刃或徑向刃帶”是鑽頭過程中實際與孔(kǒng)接觸的部分。對於較長切屑的材料,最好(hǎo)使用單刃鑽頭(每個凹槽一個刃口)。單刃鑽頭在長切(qiē)屑的材(cái)料中提供額外的間隙,而雙(shuāng)刃鑽頭(每(měi)個凹槽兩個刃口)與單刃鑽頭相比,具有極好的平直度(dù)。雖然不(bú)常見,但也有浮動第(dì)二刃的(de)雙刃鑽頭,可以在孔平直(zhí)度和排屑方麵做出折衷。因此,更多的切削刃增加了精度,同時保持較(jiào)高的(de)表麵光潔度,但限製了排屑的間隙量。
ANCA ToolRoom軟件(jiàn)具有製(zhì)造單刃,雙刃(rèn)和浮動刃的功能
· 刀具跳動控製
深孔(kǒng)鑽探的最大挑戰之一是(shì)控製跳動,難度隨著刀(dāo)具長度的增(zēng)加(jiā)而增加。精確(què)的刀具夾持Premier Plus,再(zài)加上P軸Arobotech的支持,可以以最小的跳動來交付(fù)刀具,並延長(zhǎng)刀具(jù)壽命。
從以(yǐ)上這些常見問題的處(chù)理來看,不論在深孔鑽削過程中遇到了什麽樣的難題(tí),ANCA成熟(shú)的(de)機床係統基本(běn)都可以提供完(wán)美的解決方案,為客戶提供高質量產品的同時還能夠提高自身的生(shēng)產效(xiào)率,這樣的良性循環(huán)才(cái)能在未來全球鑽孔刀具市場中領先(xiān)一步,發(fā)現新的機會,提高(gāo)市場競爭(zhēng)力。
投稿箱:
如果您有機床行業(yè)、企業相(xiàng)關(guān)新聞稿件(jiàn)發表(biǎo),或(huò)進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相(xiàng)關(guān)新聞稿件(jiàn)發表(biǎo),或(huò)進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多(duō)相關信息

業界視點
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數(shù)據