


摘(zhāi) 要:數(shù)控機床(chuáng)急停故障是(shì)數控機床使用(yòng)過程中最(zuì)為普遍和常見的(de)故障,針對 FANUC Oi 係統(tǒng)數控機床,介紹了數(shù)控機床急停的硬件及軟件控製原理(lǐ),對數控機床急停故(gù)障(zhàng)進行了具體分析,提出了一種“追根尋源”的數控機床急停故障(zhàng)排除方法,可以有效快速地排除數控機床急停故障,提高數控(kòng)機床使用價值。
關鍵詞:追根尋源;數控機(jī)床(chuáng);故障排除;急停(tíng)
數控機床急停控製的目的是在緊急情況下,使機床上的所有運動部件製動,並(bìng)在最短的時間內停止運行。當數控係統出現(xiàn)自動報警信息(xī)後(hòu),需按(àn)下急停按鈕,待查看(kàn)報警信息並排除故障後,再鬆(sōng)開急停按鈕,使係統複位並(bìng)恢複正常。在急停狀態下修改參數,在發生意外(wài)或關機時按下急停按鈕,可以有效保護強電對控製板元件的衝擊和(hé)安全。急停故障是指旋開(kāi)急(jí)停按(àn)鈕後機床始終複位,進給軸無法獲取(qǔ)使能信號和(hé) PMC(Programmable Machine Controller)無Y 功能輸出的一種現象(xiàng)。可見,數控機床急停是數控(kòng)機床安全性的重要內容,能否及時(shí)正確處理數控機(jī)床急停故障將直接影響到機(jī)床操作安全及加工效率。本文以 FANUC Oi 數控係統分析了其控製原(yuán)理及常見故障的處理方法。
1 、急停控製外圍連接
一般來說,急停的產生有兩種途徑:一是機床運動過程中,在緊急(jí)情況下,人(rén)為按下急停按鈕,數控機床進入急停狀態,主軸運轉及伺服進給會立即停止工作;二是機床(chuáng)發生超程或伺(sì)服(fú)報(bào)警等故障,係統自動使機床進入急停狀態(tài)。在急(jí)停回(huí)路設計時,所(suǒ)有的急停信號串聯在(zài)一起,任(rèn)何一個按鈕按下時,都將產生急停[1]。
FANUC Oi-D 數控係統的性能比 Oi-C 更強,使用了速(sù)度更高的(de) CPU,提高了(le) CNC 的處理速度(dù);具(jù)有標配嵌入式以太網功能。Oi-D 數控係統是高性價比、高可靠性、高集成度的小型化數控係統。圖 1 為FANUC Oi-D 數控係統急停(tíng)按(àn)鈕與超程開關(guān)硬(yìng)件連接示意圖。
如圖 1 所示(shì),進給軸超程開關為動斷觸點(diǎn),急停按鈕與每個進給軸的超程開關串接,當沒有按急停按鈕或進給軸運動沒(méi)有超程時,KA1 繼電器吸合,相應的 KA1 觸點閉合,則 Oi-D 係統的 I/O 模塊 X8.4處信號為 1,同時另一個 KA1 觸點也閉合。ai 伺服單元的電源模塊 CX4 插座的 2、3 管腳接收急停信號,閉合為沒有(yǒu)急停信號[2]。

圖 1 急停(tíng)按鈕與超程開(kāi)關硬件(jiàn)連接示意圖
KA1 觸點閉合後,若 Oi-D 係統和 ai 伺服單元本身以及(jí)之間的連接沒有故障,則 ai 電源模塊內部的MCC 觸點閉合,即 CX3 的管腳 1、4 接通,如圖 1 所示。使(shǐ)用該(gāi)伺服單元內部的 MCC 觸點來控製外部(bù)交流接觸器吸合,當外部交流接觸器 KM 吸合,三相交流 220 V 電源模塊就施加到了伺服單元的主電源輸入端 L1、L2、L3,數控係(xì)統(tǒng)和伺服單(dān)元就能正常工(gōng)作。
通(tōng)過圖 1 可以看出,當按下急停(tíng)按鈕或軸運動(dòng)到超程位置時,KA1 繼電器斷開(急停繼電器),Oi-D係統 I/O 模塊的 X8.4 為低電(diàn)平(píng),係統急停(tíng),同(tóng)時電源模塊連接的 KA1 也斷(duàn)開,伺服單元的內部觸點斷開,外部交流接觸器失電,主電(diàn)源斷開。若由於急(jí)停按鈕斷開導致急停,隻需鬆開急停按鈕,使其閉合即可解除急停;若是由於超程開關斷
開導(dǎo)致急停,則要求必(bì)須有超程解除按鈕才能解除,如圖 1 中的 SB1 按鈕所示。
2 、急(jí)停功(gōng)能 PMC 控製
2.1 功(gōng)能信號(hào)
急停信號有 X 硬件信號和 G 軟件信號兩種,X信(xìn)號是機床側(cè)輸(shū)入(rù)到 PMC 的信號,G 信號為 PMC 輸入到數控係統 CNC 的信號。急停硬件信號地址為(wéi)X8.4,其信號地址(zhǐ)是固定的。數控係統直接讀取該信號,當 X8.4 信號為“0”時,係統出現緊急停止報警。與急停(tíng)報(bào)警緊密相關(guān)的信號還有 G8.4 信號,該信號是PMC 送到 CNC 的緊急停止信號。若 G8.4 為“0”,係統則出現緊急停止報警。CNC 直接讀取機床信號 X8.4和(hé) PMC 的輸入信(xìn)號 G8.4,兩個信號中任意一個(gè)信號為 0 時,進(jìn)入(rù)緊急(jí)停止狀(zhuàng)態。通常在急停狀(zhuàng)態下,機床準備好信號 G70.7 斷開(kāi);第一串行主軸不能正(zhèng)常工(gōng)作,G71.1 信號也斷開[3]。急停功能信號如表 1 所示。CNC 係統、係統 PMC 及機床的信號關係(xì)圖 2 所示。
表(biǎo) 1 急停功能信號
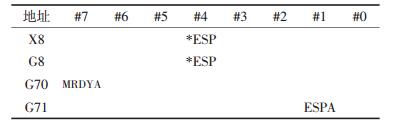
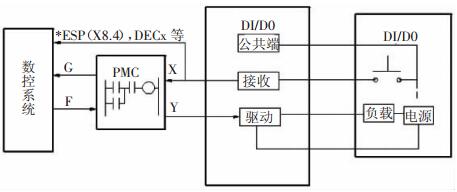
圖 2 CNC 係統、係統 PMC 及機床的信號關係
2.2 急停 PMC 程序
急停功能程序實時性要(yào)求高,通常放在 PMC 第一(yī)級程序處理,G8.4 信號為 PMC 將 X8.4 和(hé)其他相關的信(xìn)號進行綜合(hé)處理的輸出信號,如(rú)圖 3 所示。
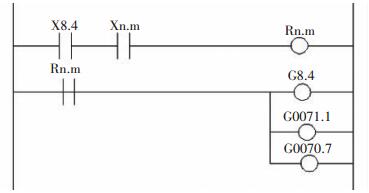
圖 3 急停信號 PMC 處理
圖 3 中,梯形圖在 X8.4 後麵(miàn)串接了一個 Xn.m信號,比如某些機(jī)床的刀庫(kù)門開關、機床限位開(kāi)關等。若 Xn.m 為“0”,即使急停控製回路一切正常(X8.4 為(wéi)“1”),緊急停止 G8.4 仍為“0”,係統仍然出現緊急停止報警。因(yīn)此,當出現“緊急停止”故障時,不(bú)僅要查看(kàn)圖 1 所示的(de)信號,還要查看圖 3 中各信號,這樣(yàng)才能排除該類(lèi)故障。
3、 FANUC Oi 數控係統急停診斷(duàn)方法
通過對 FANUC Oi 數控(kòng)係統的急停控製原理分析,不難看出(chū),G8.4 信號是緊急停止信號樹的“根(gēn)”,其他外圍(wéi) X 信號或 R 信號是這(zhè)一信號樹上的“枝”,當出現“緊急停(tíng)止”不能解除的故障時,如(rú)果隻(zhī)查找圖 1 所示(shì)的信號而(ér)不從(cóng)圖 3 中的 G8.4 著手“追根尋源”,則往往不能解決問題。在機床(chuáng)出現了急停故障時候,通常可以圍繞 X8.4 和 G8.4 信號,采用“追根尋源”的方式進行檢查,已達到事半功倍的效果(guǒ)。
當數控機床出現急停(tíng)故障時候,解決問題的關鍵在於從(cóng) G8.4 信號入手,使用 PMC 信號狀態圖進行診斷(duàn),翻(fān)頁找到相應的信號(hào)地址 G8.4,觀(guān)察 G8.4 信號是否為(wéi) 0,如果(guǒ)不為 0 則說明 PMC 參數、PMC 程序等有問題(tí),要逐一進行檢查排除;如果為 0,則說明 G8.4回路、急停控製回路、急停按鈕等出問題(tí),要針(zhēn)對急停PMC 梯形圖進行檢查,對 PMC 梯形圖中引起 G8.4 為0 的具體觸點(diǎn)一一排(pái)除。“追根尋(xún)源”的數(shù)控機床急停故障排除方法(fǎ)具體實施(shī)過程(chéng)可參照流(liú)程圖 4 進行。
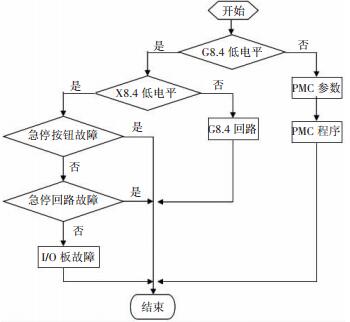
圖 4 “追根尋源(yuán)”的數控機床急停故(gù)障診斷方法
4 、其他數控係統急停故障診斷(duàn)方法
對於 FANUC Oi 數控係統急停故障可以采用以上方法,同時其他數控係統急停故障都可以采用同樣的(de)思路和方(fāng)法來檢查(chá),關鍵要注意到不同數控係統(tǒng)中有關急停功能信(xìn)號(hào)的地址不同,隻要能正確的查(chá)找急停信號地(dì)址狀態、分析梯形圖原理、掌握機床電(diàn)氣(qì)線路檢查的方法和原理,那麽(me)所有的急停故障都會(huì)迎(yíng)刃而解。
對於 FANUC O 係列係統(OMC/OMD/OTC/OTD/OTE 等),其“急停”信號(*ESP)的輸(shū)入地址一般固定為 X21.4,對於這些係統可以直接檢查輸入信號(hào)的狀態,並進行處理(lǐ)。在大部分帶有內(nèi)部 PLC 的數控係統中(如:SIENENS802D/810D/840D/810M)等,“急停”信號(*ESP)無固定(dìng)的輸入點(地址),它是由 PLC 程序傳輸 CNC 的內部信號,但其內部信號的地址是固(gù)定不變的。在這種情況下,應根據機床 PLC 程序,找出、檢查(chá)與“急停”信號(*ESP)相關的 PLC 輸入點,通過檢測這些輸入信號的狀態,最終確(què)定引(yǐn)起“急停”的原因,並加(jiā)以解(jiě)決。*ESP 在 SIEMENS 常用係統中(zhōng)的內部信號地址如下(xià):
SIEMENS810/820GA3 中為:Q78.1
SIEMENS802S/C/D 中為:V26000000.1
SIEMENS810/840D 中為:DB10/DBB56.1
對於“急停”報警,應對照 PLC 程序,利用係(xì)統的信號狀態診斷功能,首先檢查以上內部信號的狀態,確定相關的 PLC 輸入點(diǎn),並加以(yǐ)解決。
5 、數控係統急停故(gù)障(zhàng)實例
(1) 急停按鈕及主軸潤(rùn)滑液位過低引起的急停故障維修
故障現象:有一台CK5085di 數控車床,配置 FANUCOi TD 數控係統,開機顯(xiǎn)示急停報警,無法加工。
分析及處理過程:通過(guò)對照機(jī)床 PMC 狀(zhuàng)態圖(tú)檢查 G8.4 信(xìn)號為 0,說明急停信號輸入(rù)係(xì)統;進一步通過(guò)信號狀態圖檢查 X8.4 信號,發現也為 0,對(duì)照機床電氣原理圖,檢查急停按鈕及(jí)急停回路,發現機床手動操作合上的急停按鈕斷線,重新(xīn)連接,複位急停按鈕後,再(zài)按 Reset 鍵,X8.4 信號顯示(shì)為 1,但機(jī)床依然急停;再進一步使用梯(tī)形圖(tú)檢查 G8.4 回路,在電(diàn)氣原理圖中找到 X2.3 信號為主軸(zhóu)潤滑箱液位報警信號,打(dǎ)開車床側櫃門,發現主(zhǔ)軸潤滑液位已經超(chāo)過下刻線,添加潤(rùn)滑(huá)液後,觀察 X2.3 變(biàn)為 1,G8.4 也就為1,機床複位後,正常工作。原來,這台車床為主軸獨立潤滑,潤滑電機開(kāi)機運轉,為防止缺油主軸軸承損壞,將液位報警與急停(tíng)在梯形圖中串(chuàn)聯。
(2)液壓電動機互鎖引起的急停故障維修
故障現象:某配套 FANUC 0T 的數控車(chē)盒,開機後(hòu)出現“NOT READY”顯示,且(qiě)按下“液壓起動”按(àn)扭後,液壓(yā)電動機不工作,“NOTREADY”無法消除。分析及(jí)處(chù)理(lǐ)過程:經了解,該機床在正常工作情況(kuàng)下,應在液壓起動後,CNC 的(de)“NOTREADY”自動消失,CNC 轉入(rù)正常工作狀(zhuàng)態。 對照機床(chuáng)電氣原理圖檢查機床的“急停(tíng)”輸(shū)入(X21.4)為“急停(tíng)”開關、X/Z軸“超(chāo)程保護”開關、液壓電(diàn)動機過載保護自動開關、伺服電源過(guò)載保護(hù)自動開關這幾個開關的(de)常閉觸(chù)點的(de)串聯。 經檢查這些信號,發現液壓電動機過載保護的(de)自動(dòng)開關已跳閘。通(tōng)過測試,確認液壓電動機無短路,液壓係(xì)統無故障,合上空氣開關後,機(jī)床正常工作,且未發生跳(tiào)閘現象。
(3)機床超極限保(bǎo)護引起(qǐ)急停的故障維修
故障現象:某配套 SIEMENS 810M GA3 的立式加工中心,開機後顯示(shì)“ALM2000”機(jī)床無法正常起動。分(fèn)析及處理過程:SIEMENS 810M GA3 係統出(chū)現ALM2000(急停)的原因是 CNC 的“急停”信號生效。在本係統中,“急停”信號是 PLC 至(zhì) CNC 的內部信號,地址為 Q78.1(德文版為 A78.1)。
通過 CNC 的“診(zhěn)斷”頁麵檢查發現 Q78.1 為“0”,引(yǐn)起了係(xì)統急停。進一步檢查機床的 PLC 程序,Q78.1 為“0”的原(yuán)因是由於(yú)係統 I/O 模塊(kuài)中的“外部急停”輸入信號(hào)為“0”引起的。對照機床(chuáng)電氣原理(lǐ)圖,該輸入信號由各(gè)進給軸的“超極限”行程開關的常閉觸點串聯而成。 經測量,機床(chuáng)上的 Y 方向“超極(jí)限(xiàn)”開關觸點斷開,導致了
“超(chāo)極限(xiàn)”保護(hù)動作,實(shí)際工作(zuò)台亦處於“超極限”狀(zhuàng)態。 鑒於機床 Y 軸無製動器,可以比較方便地進(jìn)行機械手動操作,維修時在機床不通(tōng)電的情況下,通過手動旋轉 Y 軸的絲(sī)杠,將 Y 軸退出“超極(jí)限(xiàn)”保護,再開機後機床恢複正(zhèng)常工作。
(4)垂直(zhí)進給軸超極限保護引起急停的(de)故障維修
故障現象:某配套 SIEMENS 810MGA3 的立式(shì)加工(gōng)中心,開機(jī)後顯示“ALM2000”機床無法正常起動。分析及處理過程:分析及處理過程同上。經檢(jiǎn)查、測量,發現機床故障的原因是 Z 方向“超極限”開關觸點斷開,使“超極限”保護動作,Z 工作台亦處於“超極限”位置。 由於該機床 Z 軸為垂直進給軸,伺(sì)服電動機帶有製動(dòng)器(qì),無法簡單地利用機械手動操(cāo)作退出 Z 軸,維修時通過將機床(chuáng)的“Z 超極限”信號進行瞬時短接,在取消了“超極限”保護後,手動移動機床 Z 軸,退出“超極(jí)限”保護位置,然後(hòu)再(zài)恢複(fù)“超極限”,機床恢複正常工作[4]。
6 、結束語(yǔ)
數(shù)控機床由於技術越來越先進、複雜,對維修人員的要求也(yě)就越來越高。數控機床(chuáng)急停故障又是數控設備使用過程中一種常見的複雜故障,由於引起(qǐ)這類故障現象的原因很多,有電氣、PMC、參數等多方麵的(de)原因,在排除此類問題時,假如沒(méi)有一種清晰的(de)、科學的思路就會困難重重。經過大量(liàng)實踐(jiàn)驗(yàn)證,文中所提及的這種“追根尋源(yuán)”的數控機床(chuáng)急停(tíng)故(gù)障排除方法,是一種高速(sù)、有效的數控機床急停故障排除方法,為提高數控機床(chuáng)運行效率奠定了一定基(jī)礎,具有重要的現實應用及指導價值(zhí)。
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數(shù)據
- 2028年8月 基本(běn)型(xíng)乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工(gōng)中心精度的幾種辦法
- 中(zhōng)走絲線切割機床的發展(zhǎn)趨勢
- 國產(chǎn)數控係統和數控機床何去(qù)何(hé)從?
- 中國的(de)技術工人都去哪裏了(le)?
- 機械老板做了十多年,為(wéi)何還是小作坊(fāng)?
- 機械行業最新自殺性營(yíng)銷,害(hài)人害(hài)己(jǐ)!不倒閉才
- 製(zhì)造(zào)業大逃亡
- 智能時代(dài),少談點智造,多談點製造(zào)
- 現實麵前,國人(rén)沉默。製造(zào)業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳(chuán)統(tǒng)鑽削與螺旋(xuán)銑孔加工工藝的區別