


普通車床橫向切斷車刀工作後角變化規律及控製措施
2017-7-20 來源(yuán): 蘭州(zhōu)石化職(zhí)業技術學院(yuàn) 機械工程係 作者:周(zhōu)蘭生
摘要: 在普通車床上橫向切斷(duàn)軸類零件是車削加(jiā)工的基本工藝. 通過對橫向切斷(duàn)車刀工作後角變(biàn)化(huà)過程的(de)分析,表明(míng)工作後角的變化(huà)規律,指出在實際切斷中為避免工作後角變負,采用手動進給(gěi)是目前唯一有效的方法。
關鍵詞: 車床(chuáng); 橫向切斷; 工作後角; 控製措施
軸類零件橫向切斷是車削加工的基本工藝。在普(pǔ)通車床實際切斷過程中,由於受到橫向進給速度和工件直徑大(dà)小的影響,切斷車(chē)刀工作後角的大(dà)小不是(shì)恒定的。在由外向中(zhōng)心切斷的過程中(zhōng),車刀的工作後角由正後角逐漸變為負後角,導致工件(jiàn)最後不是被“切斷”而是被“擠斷”[1],從而影(yǐng)響切(qiē)斷質量。同時由於工作後角變負(fù),使後刀(dāo)麵與工件切削表(biǎo)麵間的摩擦增大,車刀熱量增加,磨損加(jiā)劇,降(jiàng)低了(le)車刀的耐用度,且(qiě)由於擠壓摩擦加劇,使工件切削表麵產生殘餘應力和加工硬化。因(yīn)此(cǐ),需對橫向切(qiē)斷車刀工作後角變化規律進行研究並采取相應(yīng)措施。
1.橫向切斷車刀工作角度的確定
1. 1 橫向切斷車刀工作角度與標注角度的關係
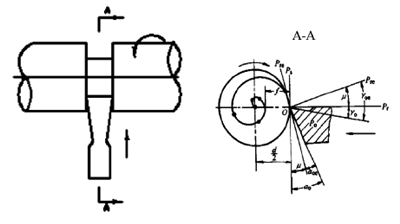
圖(tú) 1 橫向切(qiē)斷車刀標注角度與工(gōng)作角度的關係
刀具(jù)的標注角度是刀具(jù)在理想安裝位置和沒有進給運動的情況下所確定(dìng)的角度。在實際切削過程中,由於有進給運動,使刀具角度參考係發生了(le)變化,導致刀具的工作角度與刀具的標注角度不一致。如圖 1 所示為車刀(dāo)橫向切斷加工時,標注角度與工作角(jiǎo)度的關係。
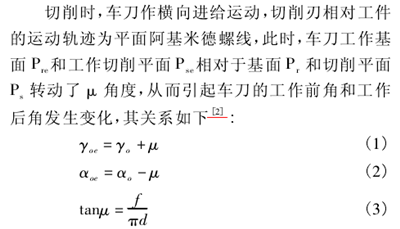

圖 2 橫向切斷中心被(bèi)“擠斷(duàn)”示意圖
1. 2 工作後角(jiǎo)變化機理
由以上分(fèn)析可知,在普通車床(chuáng)實際切斷過程中,工(gōng)作後角變負的原因是機動(dòng)進給時,橫向(xiàng)進給量 f( 橫向進給速度) 固定,而工件直徑在(zài)逐漸變小,若要使(shǐ) μ 不變,則必須將(jiāng) f 作為變量,則 f 與 d 成比例關係(xì),由式( 3) 得:
2.實際橫向切斷車刀工作(zuò)後角(jiǎo)控製措施
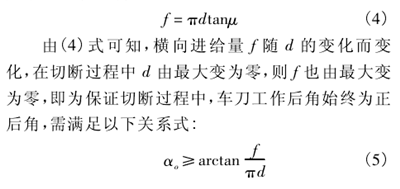
由上(shàng)述橫向切斷車刀工作後角的變化過程分析,在實際切斷過程中,為使切斷車(chē)刀保持正後角,需要(yào)滿足(zú)( 5) 式要求,為此可采取如下措施。
2. 1 機動進給采取的措(cuò)施
所謂機動進給(gěi)是指在普通車床上,橫向進給量或進給速(sù)度保持恒(héng)定。由( 5) 式,在保持恒定,不斷減少的情況下,要不斷增大,這在實際切斷(duàn)過(guò)程中是不可能實現的[3]。因此,在實際切斷之前,根據刀頭強度和機床功率確定合理的和,在即將切斷(duàn)時,由機動進(jìn)給變為手動緩慢進給,最後將工件切斷。其效果如(rú)圖 3 所示。

圖(tú) 3 機動進給切斷斷麵

圖 4 手動進給切斷(duàn)斷麵
2. 2 手動進給采(cǎi)取的措施(shī)
由上述機動進給切斷過(guò)程看,仍會出現工件(jiàn)被擠斷的情況,為避免這一現象的出現,在實際切(qiē)斷過程中,改為手動進給,即隨著切斷的持續進行,進給量不斷減少,在最終切斷時,進給量為零。效果如圖4 所示。
3.結(jié)束語
通過以上分析可以看出,在普通車床上通過(guò)機動進給橫向切斷時,由於橫向進給量不能隨的減少而減少,從(cóng)而出現工作後角變負的情況,手動橫向進給可以有效的避免這一現象[4]。雖然,手動進給加工效率不高,而(ér)且切斷的表麵質量取決於操作者的技術水平,但從(cóng)保證切斷麵的(de)表麵(miàn)質量來看,手動進給仍(réng)是目前唯(wéi)一可取的方法,實際切斷效果也驗證了這一點。
投稿(gǎo)箱:
如果您有機床行業、企(qǐ)業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承(chéng)出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年(nián)11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產(chǎn)量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博(bó)文選萃
| 更多
- 機械加工過(guò)程圖示(shì)
- 判斷一台加工(gōng)中心(xīn)精度的幾種辦法
- 中走絲線切割機(jī)床的發展趨勢
- 國產數控係統和數控機(jī)床何去何從?
- 中國的技術工(gōng)人都(dōu)去哪(nǎ)裏了?
- 機械(xiè)老板(bǎn)做了十(shí)多(duō)年,為何還是小作坊?
- 機(jī)械行業最新自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實(shí)麵(miàn)前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工(gōng)刀具補償功能(néng)
- 車床鑽孔攻螺(luó)紋加工方法及工裝設(shè)計
- 傳統鑽削與螺(luó)旋銑孔(kǒng)加工工藝的區別