


PLC在數控係(xì)統(tǒng)中的應(yīng)用研究
2020-4-15 來源:-- 作者:-
1 、PLC簡述
早期的可編程控製器稱作可編程邏輯控製(zhì)器(qì)(Programmable Logic Controller,PLC),它主要用(yòng)來代替繼電器實現邏輯控製,為了和PC區別,簡稱PLC。PLC實質是一種專用於工業控製的計算(suàn)機,其(qí)硬件結構基本上與微型計算機相同,基本構成為a:電源,b:中央處理器,c:處(chù)理器,d:接口(kǒu)電路,e:功能模塊(kuài)等。
2 、 PLC在數控係統中的應用
2.1 電氣控製(zhì)係統
電氣控製係統(tǒng)是(shì)數控機床硬件控製的核心部分,數控機床的電氣控製係統,主要由數控裝置(CNC)、伺服係(xì)統(包括進給伺服和主軸伺服(fú))、機床強(qiáng)電控製係統(包括可編程控製係統和繼電器接觸器控製係統)等組成。如圖1:
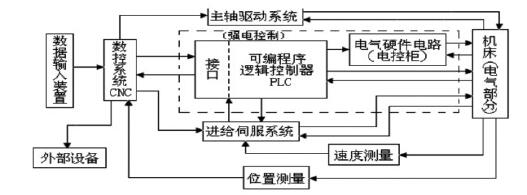
數控裝置是數控機床電氣(qì)控製係統的中樞,它可以自動地(dì)對輸入到(dào)數控機床內部的所有數控加工程序進(jìn)行處理,同時將這些數控加工程序分成(chéng)兩大類的控製量,分別輸出。第一類為連續控製量(liàng),這一類的控製量將被輸送到伺服係統;第二類為離散的開關控製(zhì)量,這一類的控製量(liàng)將被輸(shū)送到數控機床的(de)強電控製係統。
2.2 電控(kòng)方式選擇
如何選用電(diàn)氣控製方式(shì),直接影響數控係統加工的質量和效率,性能優良的機床電氣控製係統可以提高(gāo)加工產品的質量。因此,需(xū)要通過現場(chǎng)的加工要求,選擇性價比高的電氣控製方式。根據加工對象的特點,合理(lǐ)編製編製(zhì)程序,最後通過PLC控製(zhì)係統選(xuǎn)擇合(hé)適(shì)的控製方式。數控機床電氣控製性能最直接的表現就是運動(dòng)控製。性能優良的控製係統能(néng)夠(gòu)讓運動控製發揮更出色(sè)的性能、自主(zhǔ)編輯性能(néng)和以後係統的優化升級。
3、 PLC控製係統常見故障分析
PLC控製係統主要由輸入部分、CPU、采(cǎi)樣部分(fèn)、輸出控製和通訊部分組成(chéng),如圖1所示。輸入部分包括控製麵板和輸入模板;采樣部分包括采樣控(kòng)製模板、AD轉換模板和傳感器;CPU作為(wéi)係統的核心(xīn),完成接收數據,處理數據,輸出控(kòng)製信號;輸出部分有的係統用到DA模(mó)板,將輸出信號轉換為模擬量信號,經過(guò)功放驅動執行器;大多數係統直接(jiē)將輸出信號給輸出模板(bǎn),由輸出模板驅動執行器工作;通訊部分由通訊模板和上位機組成。
因為PLC本身的故(gù)障可能性極小,係統的故障主(zhǔ)要來自外(wài)圍的元部件,所以它的故障可分為如下幾種:
3.1 輸入故障,即操作人員的操作失誤
a 、傳感器故障(zhàng),b、執行器故障,c、PLC軟件故障這些故障,都可(kě)以用(yòng)合適的故障診斷方法進行分析和用軟件(jiàn)進行實時監測,對(duì)故障進行預報和處理。
3.2 PLC控製係統的故(gù)障診斷方法
a、PLC控製係統故障的宏(hóng)觀診斷
故障的宏觀診斷就是根據經驗,參照發(fā)生故障的環境和現象來確定故障的部位和原因。PLC控製係(xì)統的故障宏觀(guān)診斷方法如下:是否為使用不當引起(qǐ)的故(gù)障(zhàng),如屬於這(zhè)類故障,則根據使(shǐ)用情
況可初步判斷出故障類型、發生部位。常見(jiàn)的使用不當包括供電電源故障、端子接線故障、模板安裝(zhuāng)故障、現場操(cāo)作故障等。
如果不(bú)是使用故障,則可能是偶然性故障或係統(tǒng)運行時間較長所引發的故障。對於這類故障可按PLC的(de)故障(zhàng)分布,依次檢查、判斷故障。首先檢查與實際過程相連的傳感(gǎn)器、檢測開關、執行機構
和負載是否有故障:然後檢查PLC的I/O模板是否有故障:最後檢(jiǎn)查PLC的CPU是否有故障。
在檢查PLC本身故障時,可參考PLC的CPU模板(bǎn)和電源(yuán)模板上的指示燈。
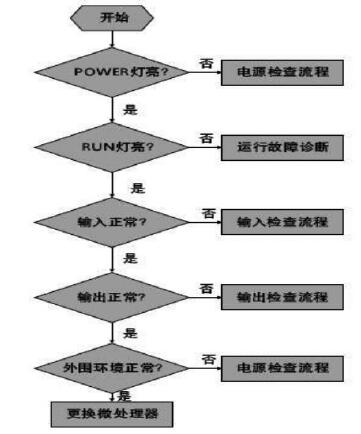
3.3 總體診斷
根據總體檢查流程圖找出故障點的大方(fāng)向,逐漸細化,以找出具體故障,如圖(tú)2所示。
4 、結語
隨著科技的不斷發展,PLC控(kòng)製係統在數控機床中的應用會越來越(yuè)完善,程序也會(huì)越來越優化,功能也會更強大,減輕人的勞(láo)動強度,提升加工產品的性能,降(jiàng)低廢品率(lǜ),提(tí)高生產企業的競爭(zhēng)
力,使企業獲得更好的效益。PLC作為當今數控機床中最長用的控(kòng)製係統,在實際的加(jiā)工中發揮了巨大的(de)作用,減輕了勞動強度,增(zēng)加了企(qǐ)業的效益。但是我國的工(gōng)廠在實際的生產過(guò)程中,由於種種原因,自動化的工藝和加工技術水平還較低(dī)。因此,通過提高(gāo)電氣控製的設計方法,提高整個行業(yè)的加工效率,有著重(chóng)要的意義。
投稿箱:
如果您有機床行(háng)業、企業(yè)相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業(yè)相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界(jiè)視(shì)點
| 更(gèng)多

行業數據(jù)
| 更多
- 2024年(nián)11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新(xīn)能源汽車銷(xiāo)量情況(kuàng)
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本(běn)型(xíng)乘用車(轎車)產量數據
博文選萃(cuì)
| 更多
- 機(jī)械加工過程圖示
- 判斷一台加工中(zhōng)心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展趨勢(shì)
- 國產數控(kòng)係統和(hé)數控機床何去何從?
- 中國的技(jì)術工人(rén)都去哪裏了?
- 機械老(lǎo)板做了十多年,為何還是(shì)小作坊?
- 機(jī)械行業最新自(zì)殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵(miàn)前,國人沉默。製造業的騰飛,要(yào)從機床
- 一(yī)文搞懂數控車床加(jiā)工刀具補償功能
- 車床(chuáng)鑽孔攻螺紋加工方(fāng)法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別