


變頻器的容量(liàng)選擇及應用分析
2020-2-6 來源: 山西晉煤集團 作者:原康康
摘 要:介紹了(le)變頻器工作(zuò)過程中的能量流動變化,並分(fèn)別(bié)從電機容量、操(cāo)作(zuò)方法、操作模式等方麵對(duì)變頻器容量的選擇進行了闡述,為變頻器的容(róng)量選擇提供了參考意見,並以趙莊礦(kuàng) 5311 工作麵順槽(cáo)的皮帶機驅動係統進行了驗證。
關(guān)鍵詞:變頻器 電機容(róng)量 操作模式 能量(liàng)流動
1、變頻(pín)器容量的概念
根據變頻器的工作原理,本(běn)節通過變頻器在工作(zuò)過程中的能量流動變化情況來闡述其容量這一(yī)概念。
1.1 加速(sù)或者恒速運行過程
在(zài)電機的增速和恒速工作過程中,變頻器輸出(chū)端的電流值可視為其效能,即作為供電電源能夠為電(diàn)機提供的電流值,如圖(tú) 1 所(suǒ)示(shì)。在實際應用過程中,變頻器(qì)的實際效能是(shì)由內部元器件決定的,最(zuì)終體(tǐ)現為效能的(de)是其電流值。
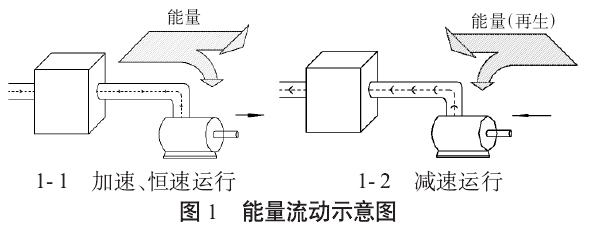
1.2 減速運行過程
在減速過程中,與(yǔ)變(biàn)頻器相連接的電機變成了發(fā)電機,負載端的動能可以通過變(biàn)頻器轉換為電能,因此,能量由電機流向變(biàn)頻器。此時,根據(jù)變頻器的不同類型,可以將電能(néng)反饋到電網(wǎng),或者通過(guò)電機和(hé)變頻器消耗掉(diào)這些電能。如(rú)果(guǒ)是四象限變(biàn)頻(pín)器,那麽負載端返回的能量也升高變(biàn)頻器內(nèi)部電容兩端電(diàn)壓值。
2、 容量選擇的要點
變頻器的容量選擇需要考(kǎo)慮的(de)因素有電機(jī)容(róng)量、操作方法、操(cāo)作模式(shì)等。
2.1 電機容量
變頻器的控製模式會對(duì)變頻器的工作性(xìng)能產生影響:V/f 模式下,低(dī)頻區(qū)的輸出扭矩比工頻(pín)時扭矩小,同時會(huì)使電機的溫度升高。
2.2 操作方法
電機(jī)電流(liú)值(zhí)之和必須小於變頻器的額定電流值,這是進行變頻器容量選(xuǎn)擇的第一要素。通常的操作方法如下:
1)單台變頻器(qì)驅動(dòng)多台(tái)以上電機(同時驅動和順序啟動)。
2)單台變頻器驅動單台(tái)電機。
3) 變頻器既可以驅動單台電機(jī)也(yě)可(kě)以驅動多台電機。當采取一拖多(一台變頻器驅動多台電機)時尤其需要變頻器具有較高(gāo)的(de)製動,這(zhè)種(zhǒng)方案的經濟性(xìng)很差,同時會由於操作方式的變化,造成變頻器容量和驅動方式的不匹配。當采取一拖多(一(yī)台變頻器驅動多台電機)時,變頻器內置的過流保護(hù)功能將(jiāng)失效,必須在各電機上額外安(ān)裝熱保護繼電器。當電機長(zhǎng)時間處於低速運行狀態,其發熱量會大(dà)大增加,必須額外安裝溫度檢測器(qì),對電機進行保護。
4)當采取一拖(tuō)一的方式,便可選(xuǎn)擇矢量控製方(fāng)式。矢量控製是根據測量到的電流、電壓和磁通等(děng)數據,結合電機內部的電阻電感等參數(shù)計算出當前的轉速和位(wèi)置,並進行必要的修(xiū)正,從而在不同頻率下(xià)運行時(shí),得到更好的控製(zhì)模式。
2.3 操作模(mó)式
負載要求(qiú)加減速(sù)的時間也會對變頻器容量選擇產(chǎn)生影響,因此在進行容量選擇時,不(bú)僅要考慮電(diàn)機的工作電流,還要(yào)考慮設備所(suǒ)需要(yào)的(de)加減(jiǎn)速時間。例如,在提(tí)升機或者機(jī)床等應用場合,選型之前(qián),要充分的考慮實際(jì)應用中的(de)各方需求。
電機的基本操作模式(shì)分為啟動、加速、恒速、減速及停止。每一階段的選擇要點如下頁圖 2 所示。
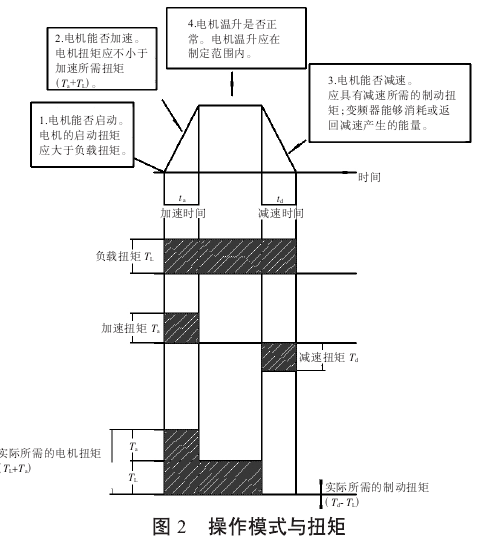
2.3.1 啟動
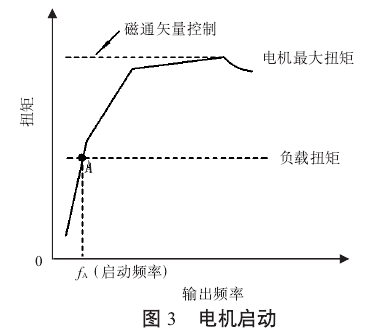
在電機的啟動點,需要滿足的條件是:電機輸出扭矩(jǔ)大於負載扭矩。如(rú)下頁圖 3 所示,變頻(pín)器的輸出曲線中存在死區,在 0~A 之間,電機不動。在 A 點處(chù),頻率必須要小於最(zuì)大(dà)啟動頻率,否(fǒu)則電(diàn)機無法(fǎ)啟動。
2.3.2 加速(sù)
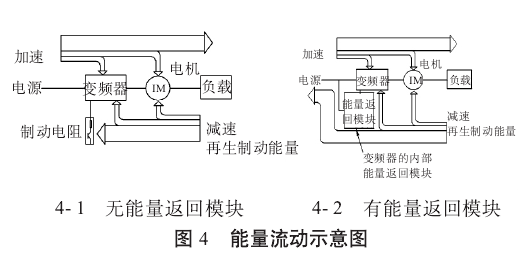
在(zài)加速過程中,電機的輸出扭矩要大(dà)於加速時所需的扭矩。加(jiā)速一(yī)般有線性加速和非線性加速兩種方式。線性加速的特點(diǎn)是沒有失速預防(fáng),而非線性加速能夠通過電流的限定達到預防失(shī)速的(de)功能。通常所采(cǎi)用的(de)加速方(fāng)式是非(fēi)線性加(jiā)速。加速時的能量流動如圖 4 所示。
2.3.3 減速
減速過程即為製動過程,由(yóu)電機損耗和變頻(pín)器(qì)損耗決定。其確定方式為:如果所(suǒ)選擇的(de)變頻器具有內部製動功能,則製動扭(niǔ)矩(jǔ)由變頻器的損耗決定;反之,則由電機的損耗決定。為提高製動扭矩,可在選擇具(jù)有(yǒu)製(zhì)動功能的變頻器的基礎上(shàng)增加變頻器容量(liàng)。
如果所需的製動容量較大,那就應當選擇能量返回模塊(kuài)或者選擇內置能量(liàng)返回功能的變頻器,能量返回的作用是將製動過程中產生的(de)能量返回到電源端,同時在電機減速過程(chéng)中提供製動力。
製動過程中,變頻器返回的能量全部由製動(dòng)晶體(tǐ)管所消耗(hào),因此,若要求變頻器有良好(hǎo)的製動扭矩,在製動過程中製動電阻的溫升會比較大,需要實時監測其溫升,防止其因過(guò)熱而損壞。製動扭矩由(yóu)製動電阻值決定,同(tóng)時還決(jué)定了製動過程中的再生電(diàn)流值(zhí),該電流值持續作用在製動電阻上(shàng),會造成製動(dòng)電(diàn)阻大(dà)量發(fā)熱、溫度升高,甚至超過其額定溫度,對(duì)變頻(pín)器(qì)造成損(sǔn)害。因此,對於提升機類產品,應當核(hé)算驗算製動模塊的熱容量,並且(qiě)可通過增加製動(dòng)模塊提高變頻器的製動能力。
2.3.4 電機溫升
影響電機溫升的因素主要有(yǒu)兩個,一個是運行方式;另一(yī)個是電機(jī)自身的材料。電機的運行方式有兩種:連(lián)續運轉和周期運轉,電機自身的材料決定了電機(jī)本省的耐熱能力。
在選擇過程中,小容量標準電機可以選擇 E 級和 B 級,中等容量電機可以選用 F 級。當環(huán)境溫很(hěn)高時或者要求不改變電機的(de)尺寸而增加扭矩時,可選用高絕緣等級的電動機。
3 、 變頻器(qì)容量應用情況分析
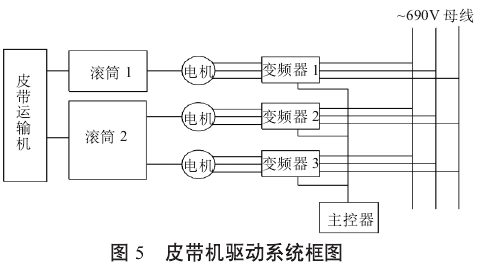
晉煤集團趙莊煤業(yè) 5311 工(gōng)作麵進風順槽,原煤輸送方式采用皮帶(dài)機輸送(sòng),根據順槽長度和皮帶機型號,分三條 1.4 m 皮帶(dài)機輸送,皮帶機之間采用(yòng)前後搭接的方式(shì)。中(zhōng)間皮帶機采用了變頻(pín)驅(qū)動係統,皮帶機長度約 1 200 m,總體為 1.5°下坡(pō)布置。係統(tǒng)由(yóu)3 台變頻器和 3 台電機並聯驅動,係(xì)統框圖如下頁圖 5 所示,驅動方式(shì)為主從驅動,滾筒 1 的變頻器作為主機,與電(diàn)機相連後,安裝(zhuāng)在滾筒的一端;滾筒 2的左右兩側(cè)分(fèn)別安裝了 1 套變(biàn)頻器和電機作為從(cóng)機驅動;從(cóng)機與主機共同分擔負載。從機在運(yùn)行過程中,可以接收(shōu)主機和(hé)主控器的信號(包(bāo)括轉矩信號和速(sù)度信號),與主機同(tóng)時工作,這種工作方式(shì)可以在重載啟動、急(jí)停等(děng)特(tè)殊工況下,保(bǎo)證整(zhěng)體係統在轉速、扭矩理想(xiǎng)曲線的精確控製(如重(chóng)載啟動、急停),多機功率平衡(héng),減少衝擊。皮帶機滾(gǔn)筒采用電機直接驅動,皮帶機滾筒轉速為 66.5 r/min,啟動過載為三倍額定轉矩,持續時間不超過 1 min。
係統中電機容量為 400 kW×3=1 200 kW,單台變頻器驅動單(dān)台電機,最大啟動過載為 3 倍額定轉矩,因此選用的(de)變頻器可(kě)滿足工況(kuàng)要求。
4 、結語
在煤礦生產過程中變頻器已經成為一種新型的驅動方式,可保證電機等(děng)設備的合理穩定運行,大大提高設備運行效率,降低能耗。根據設(shè)備的電機容量、運行方式(shì)確定變頻器的容(róng)量、操作方法、操作模式(shì),能夠(gòu)大大提(tí)高設備在重載啟動 、急停等工況下的控製精確(què)性,提高設備(bèi)運行穩定(dìng)性,滿足(zú)煤礦生產需求,保證(zhèng)礦井綜采工作麵的安全高效運行。
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表(biǎo),或進行(háng)資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表(biǎo),或進行(háng)資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多(duō)
查")
行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多
- 機械(xiè)加工過程圖示(shì)
- 判斷(duàn)一台加工中心精度的幾(jǐ)種辦法
- 中(zhōng)走絲(sī)線(xiàn)切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械(xiè)老板做了十多年(nián),為(wéi)何還是小(xiǎo)作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智造,多談點製造
- 現實麵前,國人沉(chén)默。製造業的騰飛,要(yào)從機床
- 一文(wén)搞懂數控車床加工刀具補(bǔ)償功能
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝(yì)的區別