


基(jī)於(yú)RS485的PLC與變頻器通訊實現
2019-8-12 來源:山東水利(lì)技師學院 作者:王國軍
摘要:在數控機床中,以三相異步電動機為控製對象,通(tōng)過PLC與變(biàn)頻器的(de)通訊連接和編程測試,實(shí)現了PLC與變頻器(qì)之間的基(jī)於RS485專用通(tōng)訊協議方(fāng)式的通訊,測試程序穩定(dìng),可實時監控變頻器參數。
關鍵詞:RS485 變頻器 PLC 通訊
數控(kòng)機床中主軸的(de)旋轉運動大多是由三相異步電動機所驅動,三相異步電動機由PLC與變(biàn)頻器控製。PLC與變頻器之間的控製方式也多種多樣(yàng),有I/O控(kòng)製(zhì)、模擬量控製和通訊控製等多種控製方式,根據不同的應用場合可選(xuǎn)擇不同的控製(zhì)方式。本文介紹(shào)三菱PLC與三菱FR-E740變頻器之間的三種控製方式,重點對基於RS485的專用協議通訊進行具體介紹。
1.PLC控製變頻器的常用方法
PLC控製變頻(pín)器的方法有以下三種(zhǒng)控製方式:
(1)I/O控製
I/O控製是一種最簡單和最直接的控製方式,不需要通訊協議,隻要將PLC與(yǔ)變頻器進行(háng)簡單的(de)點對點連接(jiē)就可以。在PLC的編程軟件中(zhōng)寫好程序,由輸出繼電器的輸出點(diǎn)高低電平的組合(hé)對變頻器(qì)的RH、RM、RL等點的控製實現7段速的控(kòng)製,或者通過輸出繼電器的輸出(chū)點高低電平的組合對變頻器的RH、RM、RL、REX等點的控製實(shí)現15段速的控製。這種控製方式的缺點是通訊距離較短,控製速度值一定,不能實現平滑控製,也不(bú)能進行(háng)變頻器(qì)參數值的監(jiān)控。
(2)模擬量控製
模擬量(liàng)一般是由傳感器變換出來的,例如壓力傳感器、溫度傳感器、速度傳感器,這(zhè)些傳感(gǎn)器把測量出來的(de)實際壓力、溫(wēn)度等轉換成0~5V、0~10V、0~20mA、4~20mA等,變頻器可根據這些輸入信號控製電機的轉速。模擬量比(bǐ)通訊容易受幹擾,尤其(qí)是電壓信號(hào),通常(cháng)都需要進行屏蔽、隔離、濾波的方式進行處理。
(3)通訊控製
三菱PLC與三菱變頻器的通訊可以采用常用的MODBUS-RTU通(tōng)訊,也可(kě)以采用三菱專用協議通訊。MODBUS-RTU通(tōng)訊方式程序編寫較為(wéi)複雜,對於沒有專(zhuān)用通(tōng)訊協(xié)議的情況下,可采用MODBUS-RTU通訊,通訊距(jù)離較遠(可達500m),速度高,成本(běn)低,穩定性好,所以在工業控製中是較為常用的一種通訊控製協議。本文重點(diǎn)介紹三菱專用協議通訊(xùn)方式。
2.基於RS485的三菱專用協議通訊
(1)PLC與變頻器的接線
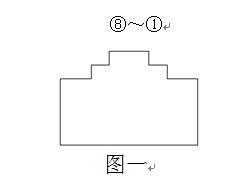
在三菱FX3U的左側(cè)擴展FX3U-485ADP型RS-485通信用特殊適配器,該適配器通訊距離500m,最多可連接8台變頻器。PLC、變頻器通訊通過網線(xiàn)連接(網線的RJ45接頭連接至變(biàn)頻器、另一(yī)端(duān)接(jiē)FX3U-485ADP通訊模塊)。2、8號插針為操(cāo)作麵板或參數單元(yuán)用電(diàn)源。進行RS-485通(tōng)訊時請不要使用。如果接入使用,可能或導致(zhì)變頻(pín)器無法動作或損(sǔn)壞。變頻器與FX3U-485ADP的接線對應如表一所示。變頻器本體網(wǎng)線插(chā)座,從下麵看,如圖一所示。
表一 RJ45接頭針(zhēn)腳與(yǔ)FX3U-ADP485 對應表

(2)變頻器參數
為了(le)正確的建立 PLC與變頻器(qì)之間的通訊,必須在(zài)變頻器中設置與通訊有(yǒu)關的參數。相關三菱FR-E740的參數設置如下:
P79模式(shì)選擇為6;p117通訊站號選擇為1;p118通訊站好選擇為192或96(要與PLC的通訊參數一致);p120通訊停止(zhǐ)位長選擇(zé)為1;p120通訊奇偶校驗選擇為2;p120-p123全(quán)部選擇為9999;p124通訊有無CR/LF選擇為(wéi)1;p549協議選擇(zé)為0;p340通訊啟動模(mó)式選擇(zé)為10。參數設置好後要進行重啟變頻器。
(3)PLC編程軟件GX-Developer通訊參數設置
PLC通(tōng)訊參數設置在PLC係統(tǒng)(2)中首先選擇通道一(yī)(CH1)或通道二(CH2),這個根據FX3U-485ADP與PLC本體(tǐ)的連(lián)接,靠近PLC本體的(de)模塊選擇通(tōng)道一。①協議為(wéi)無協議通信;②數據長(zhǎng)度為 8位;③奇偶校驗為偶數;④停止位為 2位;⑤傳輸速率(lǜ)為 19200 bps;⑥H/W類型為 RS-485;⑦傳送控製順序為格式4(CR/LF有)⑧站號設置為(wéi) 00;⑨超(chāo)時判定(dìng)時間為 1。
(4)PLC與變頻器的通訊程序
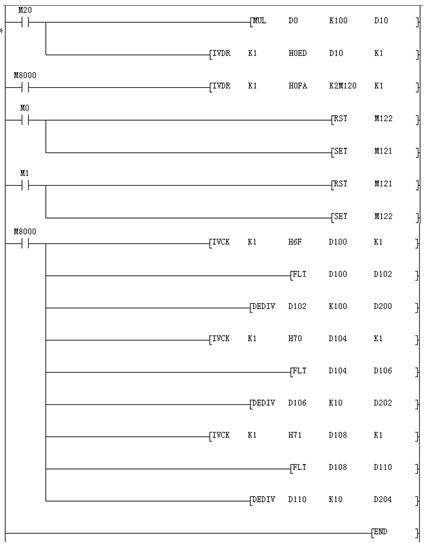
PLC與變頻器之間采用主從通(tōng)訊方式控製三相(xiàng)異步電機,PLC和變頻器設置相關參數完成後,組態觸摸屏進行了通訊測試,在觸摸(mō)屏上的正(zhèng)轉、反轉和停止按鈕分別用M1、M2、M3三個變量連接程序;觸摸屏上(shàng)的頻率參數設置輸入框(kuàng)用M20來連接程序變量;用D0數據寄(jì)存器連接程序,用於觸摸(mō)屏手動輸入頻率值;D200、D202、D204分別對應觸摸屏上的電流、電壓和頻率監(jiān)控輸出框寄存器變量;通訊示例程序如下:
3.結論
PLC與變頻器(qì)間采(cǎi)用RS485通訊,通訊速度高、距離長(zhǎng)、抗幹擾能力強,通過上述程序的測試,運行穩定(dìng),成本較低,通過(guò)觸摸屏就可實現對變(biàn)頻器控(kòng)製和多種參數的監控。
投稿箱:
如果您(nín)有機床行業(yè)、企業(yè)相關新聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業(yè)、企業(yè)相關新聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多
調(diào)查(chá)")
行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量(liàng)數據
- 2024年11月(yuè) 分地區金(jīn)屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削機(jī)床產(chǎn)量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能(néng)源汽車(chē)產量數據
- 2028年8月 基本型(xíng)乘用車(chē)(轎車)產量數據