



昆(kūn)明機床:KHAXLE630×2臥式雙麵(miàn)車橋加(jiā)工中心
2023-6-7 來源:機床協會 作者:-
2023年3月28日,中國機床(chuáng)工具工業協會公布了“關(guān)於2022年度中國機床工(gōng)具工業協會先(xiān)進會員(十佳)的表彰決定(dìng)”,對10家“自主創新十佳”和10家“產品質量十佳”企業進行了表彰,並於CIMT2023展會開幕首日給獲獎企業頒發了獎牌。為了更好地宣傳這些(xiē)先進(jìn)會員企業,協會傳媒部(bù)針對十佳企業及其產品組織了係列專題(tí)報道(dào),以協會行業發展部(bù)提供的資料為素材整理成宣傳稿,經與相關企業確認後,在協會主辦的全媒體平(píng)台陸續公開發布(排名不分先後),供業界同仁參考,以期共同進步。
協會傳(chuán)媒部
1. 產品亮點
通用技術集團昆明機床股份有限公司KHAXLE630×2臥式雙麵車橋加工中心,采用先進的機械、電氣、液壓(yā)、氣動等技術設計製造(zào)而成,具有(yǒu)自動化程度高、性能優(yōu)良、精度及生產效率高等特點。
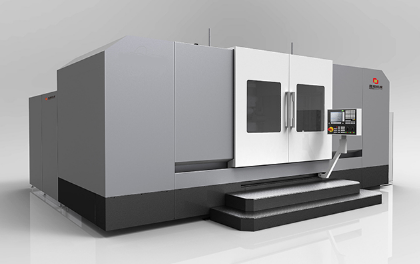
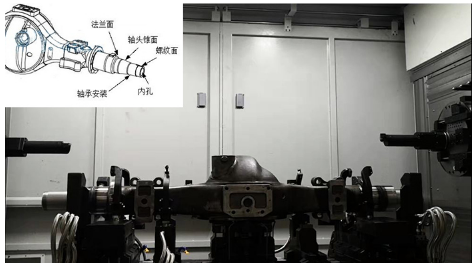
將車(chē)橋橋殼固定在液(yè)壓夾具上(一(yī)次裝夾),通過兩端主機平旋盤高速(sù)旋轉,同時(shí)完(wán)成橋殼軸(zhóu)頭的內(nèi)孔、外圓、肩麵(miàn)、法蘭、螺(luó)紋、圓弧形錐度(dù)麵(miàn)等部位的粗、精加工。機床加工精度與生產效率高,性價比高,是車(chē)橋(qiáo)橋殼加工的優選設備。機床配置自動換刀係統、工(gōng)件檢測(cè)係統、除霧裝(zhuāng)置、自動開合操作門、整機防護等,較高的自動化程度滿足後期組線要求。
2. 結構特點
兩台臥式加工中心對置布局,門式正掛主軸(zhóu)箱,中間為固定工作台,液壓夾具安裝(zhuāng)在固定工作台上,十字滑台沿床(chuáng)身導軌(guǐ)縱向移動,立柱沿十字滑台導軌橫向移動,主軸箱沿立柱導軌上下移動,刀座滑塊在(zài)平旋盤上徑(jìng)向移動,機床主運動為平旋盤旋轉運動(SP1、SP2軸),八個運動坐標(biāo)軸分別是:立柱橫向移動(dòng)(X1、X2坐標軸)、主軸箱(xiāng)垂直移動(Y1、Y2坐標軸)、十字滑台縱向移動(Z1、Z2坐標軸)、平旋(xuán)盤滑塊移動(U1、U2坐標軸)。
(1)平(píng)旋盤主軸箱
主軸箱體為緊湊箱型鑄件,采用FEA有限元分析和優化得到最優強度和(hé)最輕重量。SP1、SP2主軸采用高精度高(gāo)速平旋盤,配置(zhì)恒溫油冷卻係統,確保工作時溫升低,熱(rè)變形(xíng)小,加工精度(dù)高。主(zhǔ)電機驅動二擋(dǎng)變速齒輪箱,帶動SP1、SP2軸實現10-630r/min轉速範圍。
(2)直(zhí)線運動進給(gěi)機構
采用伺服電機與滾珠絲(sī)杠副直聯驅(qū)動方式,傳動鏈短,傳動間隙小,精度高,Y軸采用液壓油缸平衡主軸箱重量,動態響應特性好,Y軸伺服電機(jī)帶抱閘製動功能,防止意外斷電時主軸箱下墜。
(3)在機工(gōng)件檢測係統
兩台主機均設有雙測頭,雙測頭采用“倒U形”布(bù)局,由氣缸驅動伸出或縮回,通過機(jī)床直線軸(zhóu)移(yí)動實現工件(車橋橋殼(ké))的在機檢測,從而進一步(bù)簡化工序,提(tí)高生產效率。
(4)液壓夾具
液(yè)壓(yā)夾(jiá)具安裝於固(gù)定工作台上,配置液壓、氣動(dòng)等動力實現工件夾(jiá)緊、鬆開及工況檢測。通(tōng)過調(diào)整液壓夾具相關(guān)部件可快速(sù)滿足十多種(zhǒng)規格橋殼零件的定位和(hé)夾緊。
(5)機床安全防護裝置
全封閉式整機防護罩以及各導軌、測(cè)頭,防護(hù)完備、安全可靠,滿足機床強力切削、大流量切削液、衝屑功能要求,配置除霧裝置、自動開關機構等,確保機床安全、高效、長(zhǎng)期運行(háng)。
3. 技術亮點
(1)創新設計
兩台臥式加工(gōng)中心對置布局,中(zhōng)間為固定(dìng)工作台,液壓夾具安裝在固定(dìng)工(gōng)作台上,兩(liǎng)台主機與工(gōng)作台共用整體床身,主(zhǔ)運動為平旋盤旋轉(zhuǎn)運動,進給運動(dòng)為(wéi)X1、Y1、Z1、U1、X2、Y2、Z2、U2八個軸。
橋殼一次裝夾,高精度平旋盤高速(sù)車(chē)削完(wán)成法蘭、螺紋、軸承位的粗精加工,軸頭(tóu)的尺(chǐ)寸精度、形位精度與粗糙度較好達到“以車代磨”的要求,螺紋、法蘭對軸承(chéng)位的同軸度提高一(yī)倍。可調整的液壓夾具、可徑向移動的平旋盤滑塊(U1、U2軸),適應十多(duō)種規格橋殼的(de)加工。
整機加工效(xiào)率提高了40-50%,換產時間從原3小時縮短至50分鍾,單班操作人(rén)員由3人減至1人,占地(dì)麵(miàn)積僅為原3台機床(chuáng)的50%,較高的(de)自動化程(chéng)度(dù)滿足後期組線要求。
(2)平旋盤主軸箱(xiāng)創新設計
由主軸電機、二檔變速齒輪箱、主軸箱箱體、平旋盤部件等組成,平旋盤直徑500mm,轉速(sù)範圍10-630r/min,額定扭矩470Nm;配置刀具外(wài)冷、內冷、恒溫油冷卻等功能,減小加工過程中的切削熱量(liàng),保證零件加工精度(dù)、刀具使(shǐ)用壽命等。
(3)在機工件檢測係統(tǒng)創新設計
兩台(tái)主機均設有雙測頭,雙測頭采(cǎi)用“倒(dǎo)U形”布局,移(yí)動距離短,檢測速度快。兩端檢測係統同時檢測軸頭直徑尺寸,將檢測結果與圖紙比較,調整(zhěng)後續程序,確保加(jiā)工質量。工件測量係統工作時,由氣缸將測頭推(tuī)出,待機時縮回,測頭防護裝置關(guān)好(hǎo),避免受到切削液與鐵屑汙染。
(4)整機裝配工藝創新設計
采用共用基準校正方法以(yǐ)及精密刮研技術,確保兩台主機的床身三線軌大扭曲(qǔ)和(hé)平行的方向一致,保(bǎo)證對(duì)置主機移動的相互平行(háng)及精度。通過設計專用(yòng)絲杠(gàng)定位工裝,減少配合間隙的影(yǐng)響,提高絲杠軸承座安裝精度。
采用自下而上的裝配(pèi)精度控製(zhì)方法,確(què)保總裝精度的一(yī)次性合(hé)格。采用專用位置(zhì)量具對液壓夾具調整後的位置進行測量,確保夾(jiá)具各夾持位置準確可靠(kào)。
(5)技術水平
針對車橋橋殼軸頭高效加工的專用設備,暫無國內外(wài)同類型機床(chuáng)可以對比,經“廣(guǎng)東省科學技術情報研究所”國內查新,未見(jiàn)相關文獻報道(dào),屬於國內(nèi)首創自主研發創新成果,處於國內領先水平。
該設備自動化、柔性化程度較高,可靠性好,能滿足用戶當(dāng)前加(jiā)工需求,並(bìng)具有擴展空間,可滿足後期的組(zǔ)線需求。

4. 圍繞該(gāi)產品所(suǒ)開展的技術(shù)創新(xīn)工作
針對車橋橋殼加工(gōng)工藝、產能需求進行分析及優化,選取最優的工藝方案,研發一款(kuǎn)能裝夾多(duō)規格橋殼零件,實現以車代磨(mó)加工橋殼軸頭(tóu)的設備,為用戶(hù)提供整體解決方案。
(1)創新研發臥式雙麵加工(gōng)中心加工橋殼軸頭
采用雙麵(miàn)對置式臥式加工中(zhōng)心,配置高速高精度平旋(xuán)盤,使非對稱長回轉體工件旋轉變為刀具旋轉,實現(xiàn)“以車代磨”,一次裝夾兩端同時(shí)加工完成所有工序,取代(dài)以(yǐ)前(qián)采(cǎi)用(yòng)3台機(jī)床“鏜內孔→車軸頭及法蘭→磨軸頭軸承位”的加工工(gōng)藝。大(dà)大提高生產效率及加工精度,同時減少人員、占地和能耗。自動開關操作(zuò)門、工件在機檢測、可調整的液壓夾具的設計應用,提高了機床的自動化程度。
(2)創新設(shè)計高速平旋盤以車代磨加工橋殼軸頭
平旋盤(pán)刀座沿滑塊導軌(guǐ)徑向移動實現不同尺寸軸頭的加工(gōng),主電機通過二檔減速(sù)箱驅動平旋盤旋轉,帶動其上的刀座和刀(dāo)具高速旋轉,實現“以車代磨(mó)”的目的。平旋盤(pán)隨著滑台、立柱以及主軸箱的(de)直線(xiàn)運動移動到不同位置實現(xiàn)不同規格橋殼各個位置的加(jiā)工(gōng)。
(3)創新設計液壓夾具實現不同規格橋殼的裝夾
液壓夾具(jù)由夾具(jù)底板(bǎn)、琵琶(pá)孔定位裝置、法蘭壓緊裝置(含圓管抱緊裝置)、輔助夾緊裝置、測頭(tóu)檢具、位置校正檢具(jù)、供油分配器(qì)七大(dà)組件構成,通過調節各夾持機構位於底板上的相應位置,可實現不同規格橋殼的定位與夾緊(目前(qián)可實現十多種規格的工件),使用夾具專用位置檢測量具進行位置(zhì)確認以保證夾具各夾持(chí)位置的(de)準確可靠。該夾具利於不同規格產品換產,以及尺寸在(zài)工作範圍內的新產品試製(zhì)。
(4)創新設計工件在機檢測係統
兩台主機均設有(yǒu)雙(shuāng)測頭,雙(shuāng)測頭采用“倒U形”布局。在檢測橋(qiáo)殼軸頭(tóu)直徑尺寸時,氣缸推出測頭後直線軸移動將雙測頭移動到需檢測軸徑兩側,通過左右(yòu)移動取值對直(zhí)徑進行測量計算,雙測頭的使用減少在測量過(guò)程中測頭的移動距離(lí),提高檢測效率。檢測數據與圖紙尺寸(cùn)比對確認零件加工是(shì)否合格(gé)、刀具是否磨損以及加工程序(xù)是否需要修改,從而大大縮短零件加工後(hòu)的精度檢測時間。
5. 產品應用領域及產業化前景
橋殼通常采用3台機床加工(gōng),工(gōng)藝為“鏜內孔→車軸頭及法蘭→磨軸頭軸承位”,法蘭、螺紋與軸承位在兩台(tái)機床(chuáng)上加(jiā)工,法蘭與螺紋相對軸承位的(de)同軸度、垂直度(dù)不易控製(zhì)。車橋規格種類眾(zhòng)多、市場需(xū)求變化快,需經常換產,原工藝換產時間較長,小批量生產時換產時間超過加工時間,效率低、勞動強度大(dà),影響交(jiāo)貨周期。在新產品小批量試製時,原設備難以適應。
響應新型工業“專(zhuān)精特新”的發展要求及市場(chǎng)需求,公司研發的KHAXLE630×2臥式雙(shuāng)麵車橋加工(gōng)中心,可用(yòng)於十多(duō)種重卡車橋橋殼的(de)加工,提高生(shēng)產效率,縮短換產時間。
用戶使用後反饋:該機床一次裝夾、以車代磨完成軸頭全部位置加工,與原(yuán)三道工序加工方法相(xiàng)比,加工(gōng)效率提升40-50%,法蘭、螺紋與軸承位同軸度提高一倍,換產時間大幅縮短(duǎn),工件在線檢測裝置還解(jiě)決(jué)了零件精度檢(jiǎn)測問題,進一步提高了效率。
KHAXLE630×2臥式雙麵車橋加(jiā)工中(zhōng)心以創(chuàng)新(xīn)的理念及領先的(de)技術得到了客(kè)戶的高度關注,市場及產業化前景廣闊。
(素材來源:協會行業發展部及相關企業 摘編整理:梅峰)
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息
金馬")
")