



智能、柔性、複用,一套夾具覆蓋超 40 種航(háng)空零件
2021-7-13 來源:雄克公司 作者:-
航空工業慶安公司以雄克模塊化零點快換係統加速智(zhì)能(néng)化生產轉(zhuǎn)型
航空製造業一直在麵對產品質量、交貨期、生產(chǎn)管理等(děng)嚴苛挑戰,“十四五”發展規劃中,航空工業還作出了打造“數智(zhì)航空”新業態的戰略部署。作(zuò)為我國唯一集航空機(jī)載武器裝(zhuāng)備、飛行器操縱控製係(xì)統(裝置)兩大專業優勢為一體的機載(zǎi)設備生產企業——航空工業(yè)慶安集團有限公司(以下簡稱慶安公司(sī)),在全麵進行“提質增速”、“創新生(shēng)產”任務達(dá)成的同(tóng)時,果斷開啟了(le)戰略(luè)變革:由(yóu)傳統加工向自動化、數字化加工(gōng)轉(zhuǎn)型。從頂層設計到具體工藝,慶安公司極其注重(chóng)整體生產工藝優化的可持續(xù)性,技(jì)術團隊突破以數控機床投資優化為主導的傳(chuán)統理(lǐ)念,進一步在提升機床利用(yòng)率、自動上下料等方麵動腦(nǎo)筋,以小博大。
南京航空航天大學機電學院(yuàn)李(lǐ)亮教授(shòu)曾指出:“隨著智能製造理(lǐ)念的實踐深入,曾一度被忽視的工裝夾具,在工藝流程中的重要(yào)性突顯,以‘小工裝’撬動整個產線自動化升(shēng)級的應用更是屢見不鮮。柔性、精密、標(biāo)準、智能是(shì)現(xiàn)代工裝夾(jiá)具的發展方向,模塊化工(gōng)裝應(yīng)用代表了發展所趨,有利於企(qǐ)業加速進行深度數字化、智能化生產。”慶安公(gōng)司技術團隊深諳其理,從工件裝夾這一細節工序著手(shǒu),基於業內最為領先的零點定位係統對廠內某一關鍵係列零件的夾持方(fāng)案進行了全麵更換與優化,實現了 43 種產(chǎn)品(pǐn)的全(quán)覆蓋夾持,並計劃將這一項目的成功思路拓展到更多零件的應用中。“雄克公司是零點(diǎn)定位係統的(de)領先(xiān)者,它的(de)產品性能優勢明顯,更重要的(de)是,能結合我們現有的生產需要來定製方案,它的設計能力,還可以(yǐ)為我們下一步持續優化打下基礎(chǔ)。”慶安技術團隊相關負責人
表示。
耗時費力、品質不穩定,傳統裝夾方式急需改善
在進行裝夾工藝優化前,慶安(ān)公司技術團隊先對(duì)多款同類型的殼(ké)體零件進行了細(xì)致分類,基於各種(zhǒng)零件不同的工藝組(zǔ)成情況,最終確定了一款具備典型特性的測(cè)試零件。如圖 1 所(suǒ)示,該款殼體零件有著鏤空的圓柱體形狀,以及左右兩側對稱且帶有圓孔的耳片結構。在原有的工藝方案中,此零件的定位基(jī)準使(shǐ)用的(de)是零件內孔齒頂圓及定位工(gōng)藝孔。裝夾時,選用傳統“一麵兩銷”的裝夾方式,當一次裝夾後,加工零件的上表麵(miàn)內(nèi)腔及外輪廓(kuò);加工完成後,人工換裝以加工(gōng)下表麵內腔;而後再拆裝兩次,完成左、右耳片輪(lún)廓及孔的加工。至整個零件加工完成,需要(yào)兩套夾具主體(如(rú)圖 2),以及(jí) 4 次人工裝夾操作。
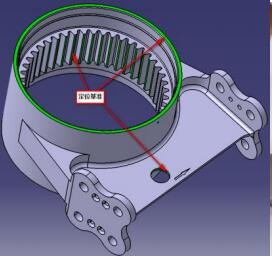
圖 1 殼體機構複雜(zá)

圖 2 夾具主體(tǐ)
“傳(chuán)統裝夾的(de)最大問題就是產品裝夾(jiá)與(yǔ)產品換型的效(xiào)率低下。以此(cǐ)零件為例,加工中人工裝夾的時間大概在 5 分鍾,4 次裝夾(jiá)就是(shì) 20 分(fèn)鍾。另(lìng)外,在加工(gōng)完成後需要更換另一型號零件(jiàn)時,由(yóu)於現(xiàn)有夾具的齒(chǐ)頂圓定位芯(xīn)軸與夾具本體為固定裝配,不能用於其(qí)他(tā)直(zhí)徑的零件,因此需要進行(háng)包括(kuò)拆卸清理、更換夾具、裝夾找正等長達 11 道工序的重新裝夾操作,所需時(shí)間更(gèng)是超過 60 分鍾。”慶安公司技術團隊負責人表示,“人工裝夾時,機床必須處於停滯狀態,這也直(zhí)接導致了生產效率的下降。”
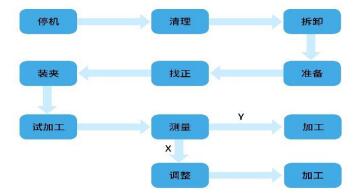
圖 3 傳統(tǒng)裝(zhuāng)夾方式下產品換型流程圖
過度依賴人工裝夾,所帶來的另一大(dà)問題(tí)就是加(jiā)工精度的不穩定。由(yóu)於操(cāo)作人員技能水(shuǐ)平的差異,在產品換型裝夾、找正夾具精度上會產生偏差,造成定位基(jī)準不一致,由(yóu)此而帶來的加工質量不穩定的情況時常出現。大量的人工幹預也(yě)無法滿足慶安公司未來計劃使用(yòng)機器人進行(háng)上下料的自動化需(xū)求。除此之外(wài),還有傳統夾具(jù)通(tōng)用性差所引起的夾具庫存大、成本(běn)浪費,以及可插拔定位銷(xiāo)易對夾(jiá)具本體和銷子造成磨損,降(jiàng)低夾具定位精度等多種問題困擾。
全新方案設計:零點快換係統+芯軸+快換拉釘
以上提到的這些困擾還僅限於測試的一個(gè)零件,而慶安公司(sī)這(zhè)一類殼體零件的種(zhǒng)類就超過了 40 種,如何優化裝夾(jiá)方(fāng)案,縮短加工準(zhǔn)備(bèi)時間,提(tí)升生產效(xiào)率(lǜ)與產品品質呢?技術團隊在多方(fāng)思(sī)考與對比下選(xuǎn)擇了零點快換係統。
零點快(kuài)換係統是(shì)當(dāng)前工裝夾具標準化趨勢下的一項(xiàng)創新技(jì)術,是機(jī)床工作(zuò)台與工件(或夾具(jù))的(de)一(yī)個標準接口,在數秒內,即可通過一個或多個定位銷將工(gōng)件、夾持裝置、托盤與機床端的(de)夾持係統快速緊固連接,精確地夾緊在設備中,從而提升不同工藝的(de)轉化和設備連接(jiē)的通用(yòng)性,將整個製造資(zī)源的匹配最大化。
“我們非常(cháng)看重雄克(kè)公司的設計能(néng)力,當我們提出改進需求後,雄克的技術力(lì)量第一時間(jiān)便來到車間現場(chǎng),共同進行具體裝夾(jiá)方(fāng)案的分析討(tǎo)論以及加工測試。我們不僅(jǐn)僅看重這(zhè)一個零件的優化,而是希望能借鑒他們的專業設計能力(lì)和全(quán)球化的應用經驗,在實現該類零件提質、增速需求的同時,將模塊化工(gōng)裝(zhuāng)的(de)思路進一步拓展至(zhì)整體。” 慶安公司技術團隊負責人說(shuō)道。
“我們在航空零件(jiàn)夾持方案的優化設計(jì)上有著豐富的經驗,慶安公司的需求比較典(diǎn)型,但也有其特殊性,基於(yú)零件的結構特征、加工工藝,並綜合考量生產效(xiào)率、成本節約、空間布局以及慶安公司想要適應未來加工(gōng)品質提升與加(jiā)工需求拓展等多方因素,我們為其提供了定製化的解決方案——‘零點定位係統+芯軸+快換拉(lā)釘’夾持方案。” 項目負責人,雄克公司高級技術(shù)經理麻曉傑(jié)表示。這一夾持方案(如圖 4),在不改變(biàn)原有工藝方案及定位基準的情況下,通過由基礎底座、零點定位(wèi)器(qì)、液壓芯軸、零點快換拉釘和變徑套組成的(de)工裝係統,實現一次裝夾加工 3個表麵,再通過(guò)零點快換的方式,快速切換到工件(jiàn)反(fǎn)麵與側麵的加工工位,大大簡化了原(yuán)有的(de)裝(zhuāng)夾流(liú)程,提升了裝(zhuāng)夾效率與精度。

圖 4 “零點定位係統+芯軸+快(kuài)換拉釘”夾持方案
零件(jiàn)在機床外通過(guò)液壓芯軸鎖緊後,利用零點(diǎn)快換方式安(ān)裝於 4 軸加工中心的(de)工作台上,而後隻需將角(jiǎo)向限位安裝到位,即可開始加(jiā)工產品的正麵輪廓。一麵加工完成後,再通過簡單的 4 軸正、負向(xiàng)旋轉 90°,實現兩側耳片輪廓(kuò)的切削加工。
產品反麵特征的加工則(zé)更為便捷,也是此新方案的一(yī)大亮點。雄克技術人員根據零件的結(jié)構特(tè)征,在液壓芯軸的的正反(fǎn)兩側均製作了快換接口,當正麵輪廓加工完成後,隻需將芯軸調換 180°,即(jí)可立即對工件反麵進行夾持加工,這(zhè)樣創新性的設計思路不僅最大程度提升了裝(zhuāng)夾效(xiào)率(lǜ),也(yě)將夾具的柔性無限拓展。當外輪廓(kuò)與正反麵特(tè)征均加工完成後,將夾具側置(zhì)安裝在 4 軸加工(gōng)中心的法蘭上(shàng),通過 4 軸(zhóu)的旋轉,可(kě)最後完成產品兩側耳片上斜(xié)孔的加工。在(zài)產品換型的裝夾中,對於不同齒頂圓直徑的零件也無需再更換整個夾具(jù)主體,隻需在(zài)一套夾具基礎底座上增加零點快換係統和可移動定位銷,同時通過更換芯軸和芯軸的變徑套以及端麵(miàn)定位裝置,調整定位銷位置或更換(huàn)不同規(guī)格定位銷即可實現不(bú)同零件的快速(sù)更換與夾(jiá)緊。
柔性、複用的模塊化工裝帶來極致高效
通過雄克模塊化零點快換裝夾方案,工件在加工中人工裝夾的操作時間從原來的 5 分鍾縮短(duǎn)至 1 分(fèn)鍾,在產品換型時的裝夾中,由於無需更換夾具底座(zuò)並重新找正,裝夾效率(lǜ)顯著提(tí)高(gāo),時間從 60 分鍾大幅縮短至 10 分鍾。
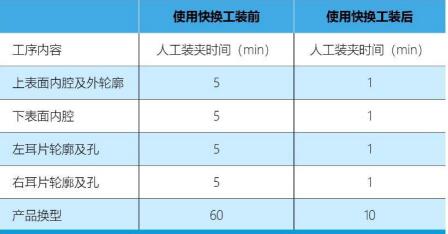
圖 5 時間(jiān)對比表
同時,基於零點定位係統和液壓芯(xīn)軸的(de)配合,不同零件的換型裝(zhuāng)夾操作可在機床外進行。在實際生產過程中(zhōng),可實現(xiàn)一套在機內加工,一(yī)套在機外裝夾工件,如(rú)發現工件需要返工時,也可以將芯軸和工件二次裝入機床,直接加工。無需停機等待的優勢更進一步提升了機床利用率、提高了加工效率。另外,用一套夾具覆蓋 43 種同類型產品,替換原有的 28 套夾具的強(qiáng)大通(tōng)用性,大大減少了夾具(jù)庫存,降低了成本投(tóu)入,也為日後批量生產奠定了基礎。
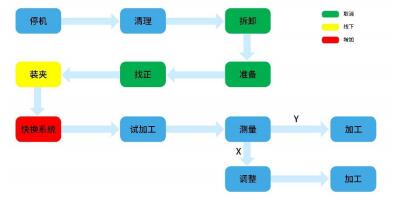
圖 6 優化後產(chǎn)品換型的流程(chéng)
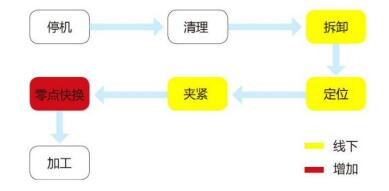
圖 7 批(pī)生產加(jiā)工流程
保障加工(gōng)品質,是采用(yòng)雄克零點快換係統的另一大優勢。與傳統依賴人工手動(dòng)裝夾、找正相比(bǐ),液壓芯軸的定位精度小於 0.003mm、零(líng)點定位係統的重複精度在 0.002mm 以(yǐ)內,雙(shuāng)重精度的保障使得產品在(zài)實現快速換型的同時,工件的良率以及穩定性、經(jīng)濟性都得到了大幅提升。
“慶(qìng)安公司是航空機載設備的領先企業,工藝技能紮實,對於品質的要求十分嚴格,此次能夠攜手完成這一(yī)裝夾工藝優化項目,我們備感榮幸。以夾持技(jì)術的創新設計最大程度地挖(wā)掘現有設備所蘊含的生產潛能,是雄(xióng)克(kè)始終致力所為的目標,此次用戶獲得滿意生(shēng)產效果便是對我們的最大認可(kě)。慶安公司在方案設(shè)計之初(chū)便已要求我們要為下一步自(zì)動化升級打基礎,這樣的(de)頂層創新能力,這樣腳(jiǎo)踏實(shí)地的技術團隊令人佩(pèi)服。”麻曉傑對此項目不無感歎。的確,對於慶安公司而言(yán),采用模塊化工裝技術還有一層更為深遠的意義——賦能自動化轉(zhuǎn)型升級。無(wú)論是自(zì)動化生產還(hái)是數字化技術,其所作用的對象(xiàng)始終是要製造的工件,整個工藝流程設(shè)置(zhì)的核心也是工件在不同設備的流轉,而這一流轉過程就離不開工裝夾具(jù)的支撐。傳統的工(gōng)裝夾具僅適用於人工(gōng)上下料,不能滿足機器人自動化的(de)要求,慶安公司技術團隊清晰地認識到了工裝夾具技術優化對於生產(chǎn)邁入智能化階段的重要性,果斷采用了前沿的智能化模塊工裝,並已將其輻射至工廠的(de)更多應用領域(yù)。新一輪工業革命浪潮已經來襲,市場需求瞬(shùn)息萬變(biàn),麵(miàn)對機遇和挑(tiāo)戰,慶安公(gōng)司將持續致力智能製造、數(shù)字化生產轉型,為(wéi)建設(shè)新時代(dài)航(háng)空強國貢獻力量。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情(qíng)況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月(yuè) 金(jīn)屬切削機床產量數據
- 2024年(nián)9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據