機")



數控逆向(xiàng)加工組合機(jī)床
2020-9-22 來源:江蘇恒力組合機床有限公司 作(zuò)者:孫德洲 仲(zhòng)秋(qiū) 許(xǔ)興旺
【 摘 要(yào) 】 針(zhēn)對傳統組合機床(chuáng)和加工中心進行批量加工時的局限性 , 創新設計了(le)數控逆向加工組合機床 , 詳細介紹了(le)該新型機床的結構(gòu)性能特(tè)點(diǎn) 和(hé)工作過程 , 多軸箱疊加安裝(zhuāng)固定 , 由夾具工件進行三坐標運動進給 , 即可以多刀同時加工 , 又可以(yǐ)多工序依次加工 , 更換品種方便快捷 , 兼具組合機床的高效率和加(jiā)工中心的柔性(xìng) 。
【 關 鍵(jiàn) 詞(cí) 】 逆向加工 ; 數控 ; 組合機床
0、引 言
汽車 、 發動機等批量生(shēng)產的工件 , 使用的機(jī)床一般分為兩種 , 組合機床和加(jiā)工中心 , 而這兩種機床(chuáng)各有優缺 點 。 現有的加(jiā)工中心 , 以三坐標(biāo)單元型(xíng)式的臥式加工(gōng)中心為例 , 主(zhǔ)軸安裝在滑枕 ( 滑枕進給式臥加 ) 或滑板 ( 滑台進給式臥加 ) 端部(bù) , 刀具安裝在主(zhǔ)軸上 , 並(bìng)進行 X 、Y 、 Z 三軸方向運動 , 夾具及工件安裝在機床底座上固定不動 , 加(jiā)工工件時 , 由主軸進行三個坐標方向運動 , 對固(gù)定的工件進行加(jiā)工(gōng) , 一台機床可(kě)以依次完成工件的(de)全部工(gōng)序 , 如銑 、鑽 、擴 、鉸 、锪 、攻 、鏜等 , 功能很強 , 一 次(cì)性投(tóu)資少 , 由於是通(tōng)用產品(pǐn) , 生產周(zhōu)期(qī)很(hěn)短 , 占地麵積小 。 在更換加工品種時(shí) , 隻需要(yào)更(gèng)換夾具和刀具 , 並調整新的加工程序即(jí)可 , 柔性好 , 時間短 , 花費少 。 但這樣的(de)機床也有問題 , 其隻有一個主軸 , 每次(cì)隻能安裝一把刀具加工一個工序 , 無(wú)法實現多(duō)刀同時加工。 為了加工多個不同的工序內容 , 或對同一個工序內容進行多次加工 ,隻能不斷地更換刀具 , 用單刀一(yī)個一個(gè)地輪流依 次完成各工序加工 , 工作效率較低 , 並且需要(yào)配備刀庫及換刀機構以實現自動換刀 , 輔助時間長, 精度和剛性受到很大影響 , 可靠性也較低 。 如果需要加工工件的前後左右四個麵時 ,還需(xū)要在夾具(jù)下(xià)麵配置B軸回轉台 , 才能(néng)帶動工件回轉以加工四麵 , 但(dàn)仍(réng)然不能加工工件的(de)頂部 , 即不(bú)能進行五麵加工 。 為了盡量(liàng)提高工作效率 , 加(jiā)工中心往往采用高速加工方式 , 這樣對加工中心的(de)結構性(xìng)能提出更(gèng)高要求 , 價格也大(dà)幅上漲 , 即使這樣 , 加工中心的效率比傳統(tǒng)組合機床也要低不少 , 一般隻適合於多品種單(dān)件(jiàn)和小批量加工 , 多台加工中(zhōng)心配以手動或(huò)自動送料裝置 , 可以組成柔性生產線或自動線 , 生產方式較為(wéi)靈活 。
為了提高加工效率 , 有的加工中心在主軸及箱(xiāng)體(tǐ)上配置多軸箱 , 在多軸箱的各個主軸上安裝相(xiàng)應刀具 , 這(zhè)樣就可以實現多刀同時加工 , 效率大大提高 。 但是這樣的工(gōng)作方式也有很大問題 : 由於主軸的剛性有限 , 使得能夠配(pèi)置的多軸箱軸數(shù)不能太多 , 箱(xiāng)中各個(gè)主軸的分布範圍也不能(néng)太大 , 這 樣 , 當工件(jiàn)的加工內容(róng)很(hěn)多 、 或加工內容(róng)分布範圍很大 、 或同一個工藝內容需要分先後多次加工時 , 就不能用一個多軸箱完成全部加工 , 此時(shí) , 要麽設置多個多軸箱安(ān)裝在箱體或滑枕端麵並隨(suí)其運動輪(lún)流加工(gōng) , 而這從安裝結構及(jí)滑枕箱體(tǐ)剛性上來說是(shì)不可能的 ; 要麽每次就使用一個多軸箱進行加工 、 並在加工過程中不斷地更換多軸箱 , 但這樣(yàng)又需要增(zēng)加多軸箱更換及聯接機構 , 還要設置龐大的多軸箱庫 , 很複雜(zá) , 可靠性會大(dà)大降低 , 而且加工精度也(yě)會大幅下降 , 對加工中心的結構剛性也提出了更高要求(qiú) , 很難完全滿足 。
1、數控逆向(xiàng)加工組合機床特點
針對(duì)現有傳(chuán)統組(zǔ)合機(jī)床和加工中心的不足 , 為(wéi)了解決些各自存在的問題 , 恒力公(gōng)司進行了大膽創新 ,在滑枕式三坐標(biāo)加(jiā)工單元型式(shì)的臥式加工中心(xīn)基(jī)礎上 , 結合傳(chuán)統組合機床的特點 , 針對中小型工件及夾具單元一般相對較(jiào)小(xiǎo)較輕便於安裝便於運動 、 而完成全(quán)部工序所需的各多軸箱較大較重難以安(ān)裝難以運(yùn)動的特點(diǎn) , 將數控回轉台(tái)以及(jí)安裝在其上的工件(jiàn)及夾具由固定不動改為安裝在在滑枕端麵進行三軸方向運動 , 而(ér)將原本需要不斷更(gèng)換的 、 或需(xū)要全部安裝在滑枕端麵的各多軸箱按順序 、 分一到三個方(fāng)向安裝在機(jī)底底座上固(gù)定(dìng)不動 。 工作時 , 由(yóu)滑枕帶動工件在三個方向運動 、 並經回轉台帶動工件(jiàn)轉位 , 夾具工件在所需的不同位置定位 , 依次使用不同的多軸箱進行加工(gōng) , 就能完成對工件多麵多工序的加工 。 這樣 ,就徹底(dǐ)解決了工件的多工序(xù)加工效(xiào)率高與多軸箱運動或更換困難的矛盾 ,既(jì)可以進行多刀同時加工 , 又不需要運動又大又重的各多軸(zhóu)箱或頻繁 更(gèng)換各多軸箱(xiāng) , 精度 、剛(gāng)性都能得到保證 , 結構也大(dà)大簡化了 。
該新型機床采(cǎi)用四(sì)個數控軸分別控製三(sān)個直線(xiàn)方向和一個回轉方向的(de)運動 , 分別為在底座上帶動立柱左右運動的X軸 、 在立柱上帶動滑板上下運動的Y軸 、 在滑板上帶動滑枕前後運動的Z軸 、 在滑枕上用回轉台帶動夾具和工件轉位的C軸(zhóu) , 構成四坐標 ( 或簡化為三坐標 ) 加工單元 , 工件的正麵及兩側麵同時固定安裝多個多軸箱及各(gè)主軸上的刀具 , 夾具安裝在滑枕端麵或其上的回轉台上 , 工件裝(zhuāng)夾在夾具內(nèi) 。 機床(chuáng)工(gōng)作(zuò)時 , 安裝在(zài)滑枕端部並進行 X 、Y 、 Z 三(sān)軸方向運動並定(dìng)位的是夾具及工件 , 安裝在機床底座(zuò)上固定不動的是多軸箱和刀具 , 由工件相對固定多軸箱的主軸而運動以進行加工 。
與(yǔ)三坐標單元型式(shì)的(de)臥式加(jiā)工中心的工作方式相比 , 該機(jī)床同樣(yàng)具有三坐標加工單元 , 隻是加工單元中沒有主軸而代之以夾具 , 而工件夾具(jù)與主軸刀具的運動方式完全相反 , 是(shì)一種逆向工作的機床 , 而又(yòu)具有組合機床多軸加工的特點(diǎn) , 機床控製一般采用使用(yòng)數控係統 , 各運(yùn)動(dòng)部(bù)件都為(wéi)數控軸 , 因此稱其為數控逆向加工組合機床 。 該機床完全不同於傳統組合機(jī)床和加工中心 , 是一種(zhǒng)新型高效柔性組合機床 , 是對(duì)傳(chuán)統機床結構和(hé)加工方式的創新 , 工件三坐標移動 、 多軸箱固定(dìng)的機床總(zǒng)體結構及工作方式 是本機床的最大創新 。
2、數控逆(nì)向加工組合機床的結構
逆向組合機床的總體結構見圖 1 , 圖(tú)2是立柱縱剖麵視圖 。 圖中 , 1 - 底座 , 2 - 滑板 , 3 - 立柱(zhù) , 4 - 滑枕 ,5 - X 軸伺服電機 , 6 - X 軸滾珠(zhū)絲(sī)杆 , 7 - X 軸導軌 , 8 - Y 軸導軌 , 9 - Y 軸滾珠絲杆(gǎn) ( 兩個 ) , 10 - Y 軸伺服電機(jī)( 兩個 ) , 11 - 平衡油(yóu)缸 , 12 - 工裝夾具 , 13 - 多軸(zhóu)箱 ( 若幹(gàn)個 ) , 14 - Z 軸伺服電機(jī) , 15 - C 軸回轉台 , 16 - 多 軸(zhóu)箱(xiāng)電機 , 17 - 刀(dāo)具 , 18 - 主軸 , 19 - Z 軸滾珠絲杆 , 20 - 活塞杆 , 21 - Z 軸導(dǎo)軌 。
機床由(yóu)底座 、 立柱 、 滑板 、 滑枕 、 回轉台 、 工(gōng)裝夾具 、 多(duō)軸 箱(xiāng) 、 刀輔具 、 數控係統和其他(tā)功(gōng)能部件等組成 , 伺服電機 、 滾珠(zhū)絲杠 、導軌及(jí)其聯接的不同運動部件構成 X 、Y 、 Z 三個方向的數控軸 , 立柱設於底座上並作水平左右直線運動 , 構成 X 軸 , 滑板(bǎn)設於立柱正麵並作豎 直 上下直線運動(dòng) , 構成 Y 軸 , 滑枕設於滑板的方孔內作(zuò)水平前後伸宿直線運動 , 構成 Z 軸 , 回轉台設於滑枕前端並作回轉運動(dòng) , 構成(chéng) C 軸(zhóu) , 工裝 夾具可設於 C 軸回轉台上 , 也可以去(qù)掉回轉台直(zhí)接(jiē)安裝在滑(huá)枕端麵 , 被加工零件裝夾在夾具內 , 在(zài)夾具對麵和側麵疊加安裝若幹個多軸(zhóu)箱模塊 , 如可在左(zuǒ)側疊加安裝若幹(gàn)個多軸箱模塊 , 也可在右(yòu)側(cè)同樣疊加安(ān)裝若幹個多(duō)主軸箱模塊 , 也(yě)可在對麵疊(dié)加安裝若幹個多(duō)軸箱模塊(kuài) , 或同時在左右兩側以及對(duì)麵疊 加安裝(zhuāng)若幹個多軸箱模塊 。
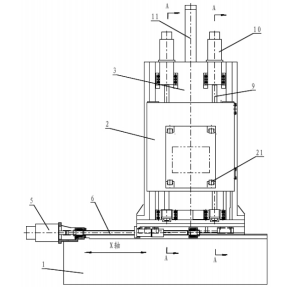
圖 1 機床主視(shì)圖
立(lì)柱 3 設於底座 1 上 , 立柱 3 和底(dǐ)座 1 之間(jiān)設有 X 軸導軌 7 , 由 X 軸伺服電機 5 驅(qū) 動 , 通(tōng)過 X 軸滾珠絲(sī)杆 6 傳動(dòng) , 帶動(dòng)立柱 3 沿(yán) X 軸導 軌 7 左右 運 動 ; 滑板 2 設於立柱 3 的正麵 , 滑(huá)板 2 和立柱 3 之間設有 Y軸導軌 8 , 兩個 Y 軸伺服(fú)電機 10 同時驅動 , 通過 Y 軸滾珠絲杆 9 傳動 , 帶動滑板 2 沿 Y 軸導軌 8 上下運動 ; 在立柱 3 的頂部中間位置安裝平衡油缸 11 , 活塞杆 20 下端與滑板(bǎn) 2 連接 ; 滑枕 4 設於滑(huá)板(bǎn) 2 的方孔(kǒng)內 , 滑(huá)板 2 和滑枕(zhěn) 4 之間設有 Z 軸導軌 14 , Z 軸伺服電機 14 驅動 , 通過 Z 軸滾珠絲杆傳動 , 帶動滑枕 4 沿 Z 軸導軌 14 前後伸縮運動 ; 工裝夾(jiá)具 12 可設於 C 軸回轉(zhuǎn)台 15 上 , C 軸回轉台(tái) 15 設於(yú)滑(huá)枕 4 的(de)前端 , 或工裝夾具 12 也(yě)可直接(jiē)安裝在滑枕 4 端麵 ; 在工裝夾具12 對麵疊加安裝若幹個(gè)多軸箱 13 , 多軸箱 13 都為固定不動 , 可在左側疊加安裝若(ruò)幹個多軸箱 13 , 也可在右側同樣疊加安裝若幹個多軸箱 13 , 或同時在左右兩側及對麵疊(dié)加安裝若幹個多軸箱 13 , 各(gè)多軸箱 13 的主(zhǔ)軸 18 上安裝(zhuāng)刀具 17 。底 座上的 X 軸亦可設(shè)為雙滾珠(zhū)絲杆副驅動 , 被加(jiā)工工件裝夾在工裝夾具 12內 。
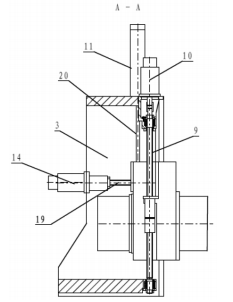
圖 2 立柱縱剖麵視圖
機床的 Y 軸需要進行豎直方向的往複運動 , 受其組成零部件的重力因素影響較(jiào)大 , 容易造成運(yùn)動不(bú)平穩 , 並會導致損失部分運動精度 。 為了改(gǎi)善 Y 軸的(de)動力學性能 , 在滑板兩側采用雙滾珠絲杆副驅動 , 並與滑板中心線對稱設置 , 使得滑板進給力受(shòu)力中(zhōng)心與滑板承(chéng)受切削力的(de)中心重合 ,大大改善了導軌及滾珠絲杆副(fù)的受力狀況 , 進給機構(gòu)受力均勻 , 提高了(le)定 位精度和加工精度 。 同時 , 滑板中間還設有一個平衡油缸 ,與(yǔ)滑枕中心線重合 , 用以平衡滑板和滑(huá)枕 、 回轉台 、 夾具的重量 , 使其(qí)重心與平(píng)衡油缸的平衡力作用中心重合 , 導軌及滾珠絲杆副受力均衡 , 進給機構承受的附加偏轉力矩很小 , 進一步改善了導軌(guǐ)及滾珠絲杆副的受力狀況 。
3、數控逆向加工組(zǔ)合機床的(de)工作過程
逆向組合機床工作時 , 由人工或自動送料裝置將(jiāng)工件送入夾具中定位夾緊 , 立(lì)柱 、 滑板 、 滑枕進行三個(gè)直(zhí)線坐(zuò)標方向的進給運(yùn)動 , 將工件送(sòng)到相應多軸箱進行加工 , 完畢後再送到下(xià)一個多軸箱繼續加工 , 直至加工完該麵上的全部加工內容 , 經(jīng)回轉台帶動工件(jiàn)轉位 , 將另一個麵轉至加工所需位置 , 同樣進行上述加工過 程(chéng) , 如此一個麵一個麵地輪流完成其正麵及四側麵共五個麵的加工 , 卸下工件 , 完成一個加工循環 , 再(zài)裝夾新工件 , 進行下一個(gè)加工循環 。
4、結(jié) 論
傳統組合機床及自動線采用多刀同時加工(gōng) , 效率(lǜ)高 , 但一次性投資大 , 換品種不便 , 生產周期長(zhǎng) 。 加工(gōng)中心采用單刀輪流加(jiā)工 , 工(gōng)藝安排靈活 , 投(tóu)資少 , 換品種方便 , 柔性好 , 生(shēng)產周(zhōu)期短 , 但效率較(jiào)低 。 針對這兩者(zhě)的局限性 , 創新提出數控逆向加工組合機床 , 采用多刀同(tóng)時加工 , 且可對同一麵依(yī)次進行(háng)多工序加(jiā)工 ,多軸箱在三側麵疊加固定 , 夾(jiá)具工件裝在滑枕端部進(jìn)行三(sān)坐標進給 , 依次使用不同的多軸箱進行加工 , 相當於小型組合機床自動線 , 功能強大 , 效(xiào)率高 , 換品種方便 , 柔性較好, 投資(zī)少 , 占地麵積小 , 生產周期短 , 是新型機床 , 代表了(le)組合機床未來的發展方向之一 。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況(kuàng)
- 2024年(nián)11月 基本型乘用車(轎(jiào)車)產量數據(jù)
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月(yuè) 新能源(yuán)汽車銷(xiāo)量情況
- 2024年10月 新(xīn)能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖(tú)示
- 判斷一台加工中(zhōng)心精度(dù)的幾種辦法
- 中走絲(sī)線切割(gē)機床的發展趨勢
- 國(guó)產數控係(xì)統和數(shù)控(kòng)機床何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做了十多年(nián),為何還是小作坊(fāng)?
- 機械行業(yè)最新自殺性(xìng)營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智(zhì)能時代,少談點智造,多談(tán)點製造
- 現實麵前,國(guó)人沉默。製造業的(de)騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳(chuán)統鑽削與螺旋銑孔加工工藝的區別