



進(jìn)口加工中心電主軸修複
2020-9-21 來源: 四川航天烽火伺服控製技術有限公司 作者:楊(yáng)家珺,王美豔
摘要:數控設備(bèi)主軸的維修,一直是設備維修(xiū)的老大難問題。長期以來,依賴於生產廠家或者代理商外協維修,費(fèi)用高、周期長,依靠自己力量攻(gōng)克進口多軸聯動加工中心主(zhǔ)軸修複難關勢在必行。
關鍵(jiàn)詞:電主軸;複雜係數大;維修難度高
0 引言
瑞士威力銘 W408 加工中心是(shì)五軸四聯動高精度(dù)機床,主軸內嵌電機,具有(yǒu)眾多加(jiā)工中(zhōng)心主軸所(suǒ)共有的(de)結構特點。如果該加工中心主軸修複(fù)成功,將對其他加工中心主軸維修起到極大的借鑒作用。攻(gōng)克了進口多軸(zhóu)聯動加工中心主軸修複(fù)難關。
1 、可靠性問題的提(tí)出
該加工(gōng)中心主軸內(nèi)嵌電機(jī),集機械、電(diàn)氣(qì)、氣動、液壓、自控於一體,結構複(fù)雜,裝配精度高。國內無任何廠家(jiā)能維修,對於這種高精度設備的主軸一旦修理不善,在維修(xiū)過程中出現任何一點誤差,這台主軸就將報廢。購買一台新的主軸(zhóu)費用高,且周期很長。
2 、故障成因及分析
(1)故障表麵現象。膠臭味霧狀液體從主(zhǔ)軸前端噴出,主軸前端異常發熱(rè),主軸殼(ké)體(tǐ)異常發熱。
(2)故障發生的外部因素。為趕進度,高速、吃大刀,超性能使用。不注重機床保養。
(3)維修前故障內因分(fèn)析。軸承長年使(shǐ)用,未曾添加潤滑脂導致潤滑不良,或者受到撞擊可能(néng)破損。密封圈老化,主軸內部進入空(kōng)氣水分,引起主軸內部氧化,電機定(dìng)子線圈絕緣度降低,電機匝間短路,線圈燒壞(圖 1)。
圖 1 電機線圈燒壞

3 、設定目標
使設備正常運轉,主要精度指標恢複到出廠(chǎng)要求。精度檢測項目:①Z 軸錐孔中心線(xiàn)徑向跳動。允差,近端 0.004,遠端0.008/60。②Z 軸上下移動對主軸錐孔中心線的平行度。允差,正母線 0.008/60,側母線 0.008/60。
4 、維修過程
4.1 修複難點(diǎn)
間隙對主軸精(jīng)度有極大影響,難以把(bǎ)握。由於(yú)是一台全進口的老設(shè)備,主軸部分介紹比(bǐ)較簡略,而且全是(shì)外文。廠家已停產,無任何技術支持。主軸(zhóu)結構複雜,零部件繁多,與隨機附帶的裝配圖(tú)有出入。需要專用的裝卸工裝。速度、溫度、位置感(gǎn)應器裝配要求嚴格,稍有出入就會導致(zhì)主軸不能正常運轉,更甚者還會(huì)導致主軸報廢。
4.2 修複過程
針對存在的問題進行了認真研(yán)究分析,大量的技術準備工(gōng)作。製訂出了對策,測繪密(mì)封圈,加工安裝。對氣源安裝空(kōng)氣幹燥機。確定線圈繞製要求,繞製線圈。為了(le)能更好的完成此次修理工作,分析主軸結構及故障原因,研究具體拆卸與裝配方案。方案確定(dìng)後,對主軸進行拆卸,卸(xiè)下主軸,清洗(xǐ)油路(lù),修複溝槽,更換零部件,對各零部件的裝配角度、定位基準等(děng)作上標記。因實際主軸結構和說明書上的結構圖大不相同,為此,根據實際(jì)結構繪製裝(zhuāng)配圖,修改了原方案。自製間隙調整螺釘,修複(fù)冷凍液密封麵的溝(gōu)槽,對零部件進行清(qīng)洗或更(gèng)換。裝配過程中(zhōng)尤其注意的是每個螺釘所(suǒ)擰的力的大小,每個密封圈的嚴密度,位置傳感器和溫度傳感器的安裝位置都直接影響著主軸的精度和靈敏度。幾個傳感器(qì)位(wèi)置與變(biàn)頻器內的參數是相互(hù)匹配的,不(bú)可隨意改變位置,一(yī)旦參數吻合不上,係統就會混亂,主(zhǔ)軸也就不能定位,設備根本(běn)無法運轉,那麽整個機床(chuáng)隻有報廢。沒有專用(yòng)檢測儀器(qì)和專用工具是很難達到精度要求的,但是(shì)維修人員在無任何檢測工具的(de)情況下,靠著多年來積累(lèi)的經驗小心謹(jǐn)慎的一步一步組裝主軸,使得每個零部件都恢複原位。經過無數次裝(zhuāng)調,終於調試成功。主軸所有功能得以恢複,精度也比以前大(dà)有提高。對設備進(jìn)行性能調試,檢測各項精度指標均達到出廠要求,加工出來的測試(shì)件也(yě)達到工(gōng)藝要求,修複成功。這一次的維修開創了進口加工中心維修的先(xiān)河,打破了數控維修的禁區。
5 、改進措施及效果
(1)實施 1——重新加工密封圈。根據現(xiàn)場測量,繪製了密封圈加工圖紙(圖 2);通過查(chá)閱《機械工程材料手冊》,結合實際需求,合理選用加工材料——氯丁橡膠(該材(cái)料抗氧化、耐油、耐酸堿、耐老化、氣密性好)。
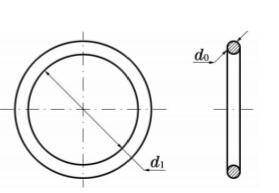
圖 2 密(mì)封圈加(jiā)工
(2) 實施 2——改善壓縮空(kōng)氣質量。根據設備對壓縮空氣的質量要求和使用要求,在選型上提出要求:①保(bǎo)證大氣露點-17 ℃~-23 ℃;②保證管路(lù)不結露、不滴水;③風機外置,不擾流、散熱好;④板快不鏽鋼蒸發器,延長排水器壽命;⑤內(nèi)置過濾(lǜ)器一體(tǐ)成型,降低配管成本;⑥自動排水外置式,方(fāng)便清(qīng)洗(xǐ)維修;⑦預冷器(qì)、蒸發器、熱交(jiāo)換、冷凝器四合一;⑧最小空間、最大效率,最省電;⑨無油、無(wú)水、無壓;⑩空氣處(chù)理量要達到(dào) 3.8 Nm3/min。通過比較最後選擇了 DS3-003NF 風(fēng)冷係列型。
效果檢查:用環境濕度計測試(shì)環境濕度為 60%~80%,加(jiā)了冷(lěng)幹機後除去了空氣中 83%左右的水分,含水量為(wéi) 10.2%~13.6%,達到目(mù)標要求。
(3)實施 3——重新繞製線圈。根據設備說明書的要求,線圈采用真空(kōng)浸漆,真(zhēn)空度在 70 Pa 以內,以(yǐ)保證絕緣度高的性能。由於工廠沒有繞製此要求線圈的能力,為此考察了幾(jǐ)家工廠,最(zuì)終確定在成都電機廠進行繞製。
(4)實施 4——主軸安裝調(diào)試。
6 、主軸(zhóu)安裝調試控製點
6.1 裝配間隙的(de)調(diào)整
主軸軸向(xiàng)間隙與冷凍液(yè)密封圈的壓縮量有關。在不知道壓緊力情況下,要調整好該間隙並非易事。經過反複(fù)預緊——放鬆——再預緊。
(1)主軸冷凍液密封調(diào)整。主軸前軸承座係主軸前(qián)端(duān)兩列軸承的軸向定位基準(軸徑為徑向定位基準),同時也是冷凍(dòng)密封(fēng)室的一麵,主軸後(hòu)軸承座是後軸承的軸向調整麵,同時也是(shì)冷凍
密封室的一麵。冷凍密封室必須密封,無泄漏(否則將降低內置電機使用壽命),調整 M8×20 mm 的 12 顆頂絲,壓緊主軸後端蓋,使冷凍(dòng)室完全密封無泄漏。經 2.5 kg 液壓試驗無泄漏。
(2)主(zhǔ)軸旋轉精(jīng)度的(de)調整。由於冷(lěng)凍密封室密封圈的可壓(yā)縮性。導致後軸承座位置下(xià)移,調整環不能達到消除間隙,對(duì)軸承(chéng)頂緊的目(mù)的,同時主軸徑向、軸(zhóu)向誤差增大,不能保證主軸精度要求。調整(zhěng)方法(fǎ):將主軸豎直置放在(zài)桌麵上,消除前軸承(chéng)間隙及對軸承(chéng)頂緊,將後軸承壓套壓緊,用塞尺檢查調整(zhěng)環與軸承內圈端麵(miàn)的間隙,讀取(qǔ)數據,根(gēn)據數據將後軸承壓套長度減(jiǎn)小,直到完全消除(chú)間(jiān)隙,達到主軸精(jīng)度要求。
6.2 感應器位置的調整
感應器的位置將影響主軸各項動作,是裝備中至關(guān)重要的因素(sù)。經過多次調試,終於掌握了調整方法。該主(zhǔ)軸有(yǒu)一個感(gǎn)應(yīng)抓刀的圓(yuán)柱探頭,裝配時要求圓心對正彈簧軸上端(duān)線,與彈簧(huáng)軸間距 1 mm 左(zuǒ)右。齒輪(lún)托盤(pán)上有 2 個位置感應器和 1 個速度感(gǎn)應器,要求圓(yuán)弧麵與外壁貼合緊(jǐn)密,以(yǐ)免(miǎn)與(yǔ)齒輪擦傷。位置感應探頭與齒輪(lún)上的指針按一定角度對正,否則將導致主軸無法定位。用雙蹤示波器對兩(liǎng)個速度傳(chuán)感器的信號(hào)線(xiàn)進行監控。
7 、效果檢查
經過反複裝調(diào)後,主軸恢(huī)複了正常運轉,各項精度達到出廠要求,加工試(shì)件合格,加(jiā)工 10 個零件,10 件合格,合(hé)格率在 100%,以往合格(gé)率一般為 80%。設備恢複生產。精度檢測見表 1。
表 1 精度檢測

8、 鞏固措施
經過加工大量產品後,確認(rèn)該設備修複後狀態良好(hǎo)。經過總結,製定一些鞏固措施。修訂操作規程,規範操作行為。加強設備日常維護(hù)保養,製定保養卡片。編製精度檢測記錄單。定期(qī)進行精度檢測。嚴(yán)格監控(kòng)設備狀態,確保符合質量要求
9 、總結
通過這次維修,解決了銑(xǐ)加(jiā)工中心電主軸修複難題,在(zài)技術上填補了公司這項維修技術的空白,使進口加工中心維修技術又上了一個新台階(jiē)。
投稿箱:
如果您(nín)有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌調查")
行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產(chǎn)量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量(liàng)數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機(jī)械加工過程(chéng)圖示
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發展(zhǎn)趨(qū)勢(shì)
- 國產數控係統和數控機床何(hé)去何從(cóng)?
- 中國的技術工(gōng)人都去哪裏了?
- 機(jī)械老板(bǎn)做了十多年,為何(hé)還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造,多談點製造(zào)
- 現實麵前,國人(rén)沉默。製造業的(de)騰飛,要從機床
- 一文搞懂數控車床加(jiā)工刀具補償功(gōng)能
- 車床鑽孔(kǒng)攻螺紋加工(gōng)方(fāng)法及工(gōng)裝設計
- 傳統鑽削與(yǔ)螺(luó)旋銑(xǐ)孔(kǒng)加工工藝的區別(bié)