")



西門子 840D 數控係統在車削加工中心電氣係統改造中的應用
2020-7-30 來源:中國(guó)航發哈爾濱東安發動機有限(xiàn)公司 作者:楊愷
摘要:本文針對數控係統的運行(háng)在改造之後(hòu)的狀況進(jìn)行分析,圍繞改造中西門子 840D 數控係統用於車削(xuē)加工中心,係統具體名稱(chēng)為西門子 SINUMERIK840C 數控係統,在改造中進行了不同配置的安裝。原有的 840C 數控係統采用SIMODRIVE611D 驅動於 1999 年從德國引(yǐn)進(jìn) , 采用的是大板結構,車削中心(xīn)在(zài)大板上安裝不同的子板,采用 PLC 進行邏輯控製,配有兩個伺服軸,配置自使(shǐ)用至今機械部分狀態還(hái)比較穩定 , 但是(shì)數(shù)控(kòng)係統經常出現係統(tǒng)故(gù)障 , 說明(míng)進入老化(huà)期,經過西門子 840D 數控(kòng)係(xì)統改(gǎi)造升級方案實施後,係統不僅可進行各種車銑複合加(jiā)工,並且升級改造後的驅動依然沿用了老的(de)係統的驅動,此項電氣係統改造促使車(chē)削加工中心的使用率大幅度提高。
關鍵詞:西門子 840D 數控係統;車削(xuē)加工中心;電氣改造
本文舉某數控係統的電氣(qì)改造案(àn)例, 論(lùn)證數控係統進行改(gǎi)造升級之後提高電氣係統運行的應用效果。 案例中的數控係統由西門子生產, 型號為SINUMERIK840C, 從德(dé)國引(yǐn)進。 該(gāi)數控係統根 據不同的配置在大板上安裝不同的子板,配備 S5 係(xì)列PLC 進行包括大板結(jié)構的構建和邏輯(jí)控製;驅動為SIMODRIVE611D,長期(qī)使用後,為提高車削(xuē)加工中(zhōng)心(xīn)的使用率做出貢獻。該車削中心(xīn)進行各種車銑複合加工,係統配有兩個伺服軸和主軸,經過長期使用已經出現老化的跡(jì)象,係統故(gù)障時有(yǒu)發生,但是機械部分狀態還比較穩定(dìng)。經過(guò)論證,采用 840C 數控係統配備升級改造的方案,方案對(duì)於原(yuán)有得 611D 驅動依(yī)然保留,同時對數控係統進行升級改造,而且選用 840D 數控係統(tǒng)作為升級(jí)改造的對(duì)象,經(jīng)過實踐證明不僅保(bǎo)證了通用性,而且還大大節省了升級改造費用。此(cǐ)項技術具有強大的全(quán)
數字化功(gōng)能,技(jì)術領先,成為主(zhǔ)流數控係統之一。
1、電氣係統的硬(yìng)件升級(jí)改造設計思路
新的機床改造采(cǎi)用(yòng)全閉環控(kòng)製,設計工(gōng)作中(zhōng)首先要了解各模(mó)塊的功能和連接關係(xì),根據機床控製係統中的應用係統硬件的(de)安裝(zhuāng)與配線的結構(gòu)做好硬件升(shēng)級改造設計。西門子(zǐ)數控車削加工中心由(yóu)尾座、閉式中心架、床頭箱、刀架構成機床的主體,具有數控(kòng)全功能的特點,屬於臥式車削加工中心。驅動沿用原來的 611D,機床的輔(fǔ)助設備包括冷卻裝置、液壓油箱、切屑輸送器(qì)、油溫控製器。改造采用的(de)硬件配置包括:1FK7 係列電動機,1PH7 係列主軸、西(xī)門子 S7-300 係列 PLC。根據原 840C 係(xì)統的電氣原理,SINUMERIK840D 數控係統硬件連接(jiē)對數字驅動模塊進行了重新的設置,論證了
電動機轉速大小、定位控製的數據交換、設備總線接口(kǒu)X151 與 611D 驅(qū)動總線接口 X341 連接(jiē),精確定位和控製數控機床,采用(yòng)檢測元件的方式(shì)對接口 X421 和數字驅動(dòng)模塊 (611D) 位置接口 X411 構成(chéng)的全閉環控製係統進行檢測,通過伺服電動機編碼器和光柵尺。
2、 PLC 軟件的安裝與調試
隨係統提供的 SINUMERIK840D Toolbox 軟件,數控係統包括基(jī)本(běn) PLC 部分(fèn)和(hé)追加部分。如 S7-300 可編程控製器以及編程軟件、機床控製程序,根據機床控(kòng)製規模,追加(jiā)部分順應控製需求進行控製。SINUMERIK840D 的 PLC 存 儲 區 域 對 編 程 器 與SINUMERIK840D 之間的 PC 適配器及 MPI 通訊電纜進行清理(lǐ)步驟(zhòu)為以下幾點。
(1)按一下 NCU 上 Reset 複位按(àn)鈕,此時 NCU上的數(shù)碼管顯示為 6,將 NCU 上 S4 旋鈕開關(guān)設置為中(zhōng)央控製單元。
(2)NCU 上的兩排 LED 中右(yòu)邊一排(pái)紅燈應滅掉,等若幹秒(miǎo)後,將 NCU 上 S4 旋鈕開關,由(yóu) 3 擰到 2,再停若幹(gàn)秒。
(3)將 NCU 上 S4 緩慢擰動,右上(shàng)的一個綠燈亮,完成了 PLC 內存清理(lǐ)。
3 、 機床數據 MD 的安裝與調試過程
在搭建的一個簡單的、小規模(mó)的機(jī)床(chuáng)數據平台上進行標準機床數(shù)據的裝載、NCK 內存(cún)的清除,用戶機床參數的設置過程中,標準機床數據裝載的基礎上(shàng),已裝入標準 MD,按 RESET 鍵,將 S3 擰到 1,完成清內存,這(zhè)樣可保(bǎo)持正常工作狀態。SIEMENS 公司為用(yòng)戶進行機床數據裝載到 NCK 內的操作,根據的是被控製機床(chuáng)的(de)特點,再開發設置被控(kòng)製機床所需要的機床參數(shù),從類型來看由(yóu)於標準機床數據是 SINUMERIK840D,機床參數很(hěn)多,因此要密切關注以下幾(jǐ)個數(shù)據:特殊機床數據、主軸(zhóu)機床數據、通用(yòng)機床數據(jù)、進給(gěi)軸(zhóu)機床數據等。圖 1 為車削加工中心驅(qū)動模塊。

圖 1 車(chē)削加工中心驅動模塊
進入機床參數設置菜單,係統設定數據按軟功能鍵菜單選擇,如軸名、換刀時間、位(wèi)置控製周期、係統時鍾(zhōng)周期、等係統參數。SINUMERIK840D 數控係統的一些運行參數 , 設(shè)置通道特殊機床數據,主要包括德馬吉數控車削中心軸名設置有 X、Z、SP1、SP2 共 4 個軸。主要說明本設備所處的(de)通道號,以(yǐ)及軸號與軸名的對應關係,其中 SP1 和 2 為旋轉(zhuǎn)軸,X、Z 為直線軸。按(àn)軟(ruǎn)功能(néng)鍵(Channel Specific),通道特殊機(jī)床數據同在一個(gè)通道內,軸名不能重複,係統設定數據 : 按軟功能鍵 General 進(jìn)行係統設定數據的設置。機床數據都不過濾,再按軟功能鍵 Machine Date,進入參數菜單。過濾器功能這時用 Display Option,取消,進入驅動配置頁麵,按 M M C 上的水平軟功能鍵進入通道,進行機床數據MD 的設置(zhì) (D RIV ECONFIG)。表 1 為車削加(jiā)工中心驅動模塊位置表(biǎo)。
表 1 車削加工中心驅動模塊位置表

下一坐標軸電動機參數配置,根據(jù)實際情況選1AXIS 或者 2AXI,水平軟功能(néng)鍵 (INSERT MODEL)會在被按下後,按照電動機銘牌選相應代號(hào)的電動機(jī)。我們這裏選擇的是雙軸模塊,用垂直軟功能鍵(DRIVE+) 或(huò)者 (DRIVE-) 選,直到進(jìn)給軸進給驅動,完成後進行驅動的配置,主軸 MSD 未被激活,是淺灰色的,主軸 MSD、進給驅動 FDD 軟功能鍵變清晰 , 被激活。電動機(jī)的選擇(zé)需要遵循安裝電動(dòng)機銘牌選相應代號,啟動電動機。圖 2 為(wéi)西門(mén)子 SINUMERIK840D 數(shù)控係統。
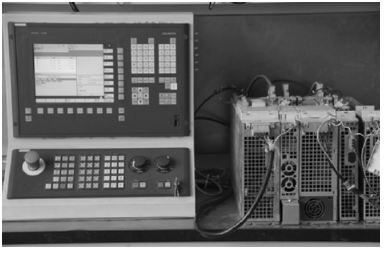
圖 2 西門子 SINUMERIK840D 數控係統
4 、結語(yǔ)
綜上所(suǒ)述 , 經過對係(xì)統應用調試中的統籌兼顧 , 最終確定了西門子 SINUMERIK840D 數控係統的升(shēng)級改造方案,設置了 PLC 程序及 SINUMERIK840D 機床參數,使得該係統成為了當今世界較為(wéi)先(xiān)進(jìn)的控製係統。如今,進行(háng)數控係統的應用,主旋律是升級改造車削加工中心(xīn),堅持數(shù)控係(xì)統的主旋律,讓數控車削加(jiā)工中心無論在(zài)功能(néng)強大性、運行可靠性、性能全麵性、可維(wéi)修簡便性等方麵都達到了一個新的高度,重(chóng)新(xīn)煥發了生命,而且也滿足了企業獲得最大經濟效益的生產目標,達到預期目的。
投稿箱:
如果您有機床行業、企業(yè)相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com
更多相關信息(xī)
")
業界視點
| 更多
調查(chá)")
行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產(chǎn)量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況(kuàng)
- 2024年10月 新能(néng)源汽車(chē)產(chǎn)量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更多
- 機械加工過程(chéng)圖示(shì)
- 判斷一(yī)台(tái)加工中心精度的幾種辦法
- 中走絲線切割機床(chuáng)的發展(zhǎn)趨勢
- 國(guó)產數(shù)控係(xì)統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械(xiè)老(lǎo)板做了十多年,為何還是(shì)小作(zuò)坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃(táo)亡
- 智能(néng)時代,少談點智造,多談點製造
- 現實麵(miàn)前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車床加工刀(dāo)具補償(cháng)功能
- 車床鑽孔攻螺紋加工方(fāng)法及工裝(zhuāng)設計
- 傳統鑽削與螺旋(xuán)銑孔加工(gōng)工藝的區別