機(jī)")



加工中心實踐教學安全體(tǐ)係(xì)的構建與實施
2018-5-21 來源:轉載 作者:王 成(chéng),劉孝趙
【摘要】以蘇州經貿職業(yè)技(jì)術學院在自身發(fā)展及機電一體(tǐ)化專業多年實踐教(jiāo)學經驗(yàn)為例,講述了加工中心實訓教學中教學管(guǎn)理、教學方法(fǎ)等多方麵的管理、教學經驗與技術手(shǒu)段,通過這些方法使得在加工中心實踐教學的安全體係的建(jiàn)設上取得了顯著的(de)效果。
關鍵詞:安全體係;教學管理;工藝改良;刀具;編程
1、引言(yán)
安全文明生產是操作者(zhě)和設備(bèi)安全的根本(běn)保證,是考(kǎo)核企事業單位在安全管理體係的重要指標,它直接影響著操作者安全、產品質量和生產效率的提高。在高等職業學院的(de)實踐教學中就要教好學生這(zhè)一重要知識。我院機(jī)加工實訓車間從教學管理、技術改進、教學方法創新等多方麵著手,長期(qī)致力於加(jiā)工中心安全教學工作的不(bú)斷創新,取得了很好的效果。以下作(zuò)者(zhě)就數控加工中心安全體係方麵的(de)構建與實施作如下探討。
2 、嚴格教學(xué)管理製度、提高(gāo)學生安全意識
對於本院機電係工科(kē)類(lèi)專業,尤其是機床操作的實訓安全是教學管(guǎn)理的重點問題(tí),對於如何有效地提高安全性,我們在實訓管理(lǐ)製度和學生思想(xiǎng)上進行了必(bì)要的規範(fàn)及引導。
學院本著以學生(shēng)安全為本的原則,機電係機加工實訓車間(jiān)嚴格執(zhí)行規章製度,同時采用多(duō)形式(shì)、多方法對學生在實訓中的(de)安(ān)全進行耐心的講解。使學生明白安全文明生產在實訓和工作中的重要意義以及事故發生後的危害性和重要性。
本(běn)校數控專業學生數控機床操作(zuò)上都是初學,在剛接觸到機床時對於機床上的很多按鈕(niǔ)有很高的探知欲,總想試著去按一下(xià)什麽按鍵(jiàn),針對這種學生的(de)心理狀態(tài),實訓教師會耐心的向學生講(jiǎng)解(jiě)要嚴格按照教(jiāo)學(xué)進程和指導教師的(de)步驟去操作的(de)必要性。定期以班級為主體,開展“安全(quán)操作,規範自我”的主題班會,使學生發表各自在實訓(xùn)中應該要注意的安全問題及自身感悟。此外,還邀請企業一(yī)線(xiàn)工程師前來講授真實的工作環境及企業規範,組織學生(shēng)參觀企(qǐ)業的生產車間,使學生意(yì)識(shí)到生產(chǎn)安全的重要性,為(wéi)以後的工作打下(xià)安全基礎。通過多種安全教育措施,提高了學生的安全意識,在實踐教學操(cāo)作過程中(zhōng)都以學(xué)院“加(jiā)工(gōng)中心操作規程”來嚴(yán)格要求自己,極大地(dì)提高(gāo)了實訓的安(ān)全。
3 、通過工藝的改良提高安(ān)全性
合理製定零件的加工工藝是進行數控加工的一項基礎性的重要工作,在加工中所有工藝參數(shù)必須在零件的數控加工程序中準確(què)地體現,這就要求加(jiā)工程序要有極高的正確性和合理性(xìng),同時在對圖形進行數學處理和編程時要力求準確無誤,否則就可能釀成重大安(ān)全事故(gù)。針對此項(xiàng)分析了有可能產生的事故的原因和避免措施。
3.1 刀具選擇方麵
刀(dāo)具合理選擇是工藝的(de)一部分,正確選擇合適的刀具決定著是否(fǒu)能夠安全切削、是否能夠提高加工效(xiào)率、是(shì)否能夠節省成本。
(1)對於不同的加工材料應選(xuǎn)用不同的刀具,對於我院學生來說都是初學者,為節約成(chéng)本保證安全,在單步的實踐操作時選用塑料工件,刀具采用普通高速鋼銑(xǐ)刀。訓練一段時間後工件換成鋁材,而此時刀具選用(yòng)稍好點的高速(sù)鋼銑刀。在後期學生(shēng)單獨操作時,為保證加工精度及表麵質量,刀具采用有色金屬專用切削刀具。
(2)在刀(dāo)具(jù)直徑上(shàng)應滿足零件加工要求的前提下盡可能(néng)選擇直徑大的銑刀(dāo)。如刀具半徑比凹圓弧(hú)半(bàn)徑大將輪廓加(jiā)工(gōng)不到位,與刀具半徑補償號內的值發生幹涉,機床將報警或產生過切,導致工件無法加工,如圖 1 所示。如刀具直徑選擇過小,不僅影響加工效率,有可能致使刀具(jù)的折斷,出現加工事故。故(gù)所選(xuǎn)刀(dāo)具半(bàn)徑+精加工餘(yú)量零件過渡圓角R。

圖1 過切現象
3.2 在程序(xù)編製上的安全措施
設定(dìng)“安全指令”:以(yǐ)FANUC 0i Mate-MD操作係(xì)統為例,編程時在程(chéng)序頭設定(dìng)“安全指令”有利於將(jiāng)前一個程序執行後某些未取消的指令進(jìn)行(háng)複位,可有地避免因續效指令(lìng)未取消而帶來的錯誤,出現安全(quán)隱患。安全(quán)指令(lìng)是(shì):G94 G90 G17 G21 G15 G69 G80G40,例如上個程序執行 G68(坐標係旋轉指令)後未取消,則(zé)現在就會因(yīn)坐標係旋轉後無法(fǎ)定位,導致坐(zuò)標係錯誤發生事故(gù)。又如上個操作人員執行了 G95(每(měi)轉進給量)指令未及時取(qǔ)消,在執行該程序時會出現進給(gěi)速度很快的現象(參數設定與以往一樣F100),非(fēi)常容(róng)易出現(xiàn)撞(zhuàng)刀事故。實踐證明,在學生編程(chéng)時加入了“安全指令(lìng)”後,可有效地提高了加工(gōng)程序的正確性,降低事故的發生。
銑(xǐ)削內腔時的分段執行:對於初學者來說(shuō),對於刀具軌跡不是很清(qīng)楚,往往將兩個程序語(yǔ)句段(duàn)寫在一起,導致撞刀的事故。以 FANUC-0i 係統,如圖 2 所(suǒ)示為例,如程序寫成:G0 X0 Y0 Z100.的話(huà),則Z軸與X、Y軸同時運動,走刀路線斜向運(yùn)動發生碰撞,如圖 2a 所(suǒ)示。如改成:G0 Z100; G0 X0 Y0;兩個程序段的話,走刀(dāo)路線先走Z軸向上運動到(dào)100mm位置(zhì)後,再進行回X、Y軸原點,如圖2b所示,這樣就會避免碰撞事故.
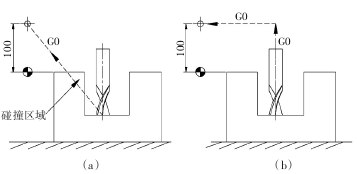
圖2 內輪廓銑削碰撞(zhuàng)實例
a——錯誤 b——正確
加工程序的檢查:在程序編製完成後,對程(chéng)序進(jìn)行必要的檢查可有效地降低機床的(de)報警率,提(tí)高安全性能,主要對程序中的 Z 軸運動及(jí) G0 的指令進行(háng)排查式收索(suǒ)。可有效地避免因誤輸入引起的撞刀事故。
3.3 工(gōng)件及刀具裝夾
銑刀在安(ān)裝(zhuāng)時夾持部分應適當,刀(dāo)刃的伸出距離不能過長也不能過短,如過長,則夾持麵積降低,所受力偶加大,刀具在加工過程中,容易變形或折斷,容易產生安全事故。如過短,在加工過程中刀具在扭矩(jǔ)的作用下刀刃部分會損壞夾持套的內壁表麵,或在切削中(zhōng)可(kě)能因為工件的加(jiā)工深度問(wèn)題,致使發生碰撞事故,如圖3所(suǒ)示(shì)。
故銑刀在裝夾時應根據圖紙的(de)深度要求和保證工具安全的前提下,銑刀端部距離刀柄底端部盡可能短,以保證刀具在加工時的強度,降低切削時的變形(xíng)量,提高刀具使用壽命,從而提(tí)高安全性。

圖3 銑刀安裝
a——裝刀過長 b——裝刀(dāo)過短
3.4 刀具對刀及對刀檢測
刀(dāo)具在X、Y方向用試切法對刀時,應及時將刀具抬至工件上方,以避免刀具與工件橫向碰(pèng)撞(zhuàng),如圖4所示,進給速度上應用手輪控製,當將要碰到工件時將(jiāng)倍(bèi)率旋鈕調至X10或X1位置,如圖5所示,以避免因(yīn)速度過快導致刀具的快速切削,致使刀具折斷或影響其壽命。
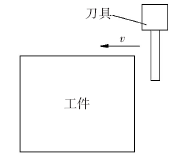
圖4 橫向碰撞

圖5 進給倍率
以往學生在對完刀之後,就迫切地(dì)去執(zhí)行程序,以為加工程序沒有問題就不會出事(shì),但往往因為忽略對刀檢測從而導致撞刀事故,實訓教師在(zài)根據自(zì)身教學經驗,教學中加入對刀檢查程(chéng)序,這樣對完(wán)一(yī)把刀就用程序進行檢查,有問題及時解決,從而避免了由(yóu)於對刀出現的事故。以FANUC 0i操作係統機床對刀檢查程序如下:
O1;
T1M6;
G90G54G0G43Z100.H01;
M30;
以(yǐ) 1 號刀為例(lì),將快速倍率旋鈕調至 0 速度—運行程序—打開快速倍率—程序繼續運行,程(chéng)序運行中可目(mù)測刀具與工(gōng)件坐標係(xì)Z軸的距離情況,如偏差過大立即停止。當程序運行結束後,用等高量(liàng)塊測量距離(lí)就可以判斷對刀是否正確。
3.5 機(jī)床空運行及圖形模(mó)擬(nǐ)
在所有工(gōng)作(zuò)都調試好,運用機床(chuáng)的圖形模擬功能對該(gāi)程序進行加工前的最後檢查工作,將坐標係的Z軸(zhóu)調高100mm進行機床空運行,在程序(xù)運行中除了觀察(chá)真(zhēn)實刀具的軌跡外,還可查看機床顯示的圖形形狀,可(kě)有效地防止事故的發生。
3.6 常態下旋鈕所處位置
有時操作人員或他人不小心或無意之間碰(pèng)上(shàng)麵板上的啟(qǐ)動按鈕,導致正在(zài)裝(zhuāng)夾常(cháng)態下“功能(néng)旋鈕”放在“編輯”位置(zhì)上和“進給倍率”放在最小進給位置上,如圖6所示(shì),可避免因他人誤操作或不小心碰到機床時導致的機床運動,從而避免意外的發生,提高(gāo)安全性(xìng)。
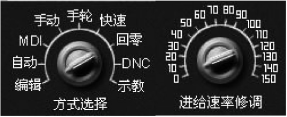
圖6 常態旋鈕位置
4 、小結
學院機加工實訓車間建立了以上安全體係後,極大的提高了加工(gōng)中(zhōng)心實踐課程的(de)安全性,在加工中心實訓上一(yī)直保持零事故率(lǜ),大大降低(dī)了實訓耗材,節省(shěng)了成本,每年為社會輸送了一定(dìng)數量的高技能應用型人才。實踐證明:利用科學的管理(lǐ)和教學方法以及(jí)通(tōng)過技術手段建(jiàn)立的安全體係有效地解(jiě)決(jué)了學生在加工中心實訓方(fāng)麵有可能出現(xiàn)的安全隱患,確保了學(xué)生在加工中心實訓中的安全,取得了良(liáng)好的效果。
來源:蘇州(zhōu)經貿職業技術(shù)學院機電係,江(jiāng)蘇省光伏風電(diàn)控製工程技術研發中心
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或(huò)進行資訊(xùn)合作,歡迎聯係本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或(huò)進行資訊(xùn)合作,歡迎聯係本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

牌調查")