機")



Mastercam 與 Cimatron 及 UG 數控編程刀路的比較
2017-12-18 來源: 廣東省華立技師學院 作(zuò)者:詹建新
【摘要(yào)】Mastercam、Cimatron和UG都是目前被廣泛運用的加(jiā)工中心編程軟件,目前三(sān)者的智能(néng)化水平都相當高,都有很強大的(de)2D和曲麵加工能力,但三者在運用過程中比較起來,各有優勢,主要表現在Mastercam的2D/2.5D編程功能相當強大,而Cimatron的(de)曲麵加工能力又遠遠強於Mastercam,而UG運用實體編程,在加工複(fù)雜(zá)零件時,與上述兩(liǎng)個軟件相比,則優勢相當明顯,因此在實際加工編程過程中,如果能根(gēn)據零件的實際形狀,合理的選擇加工中心編程軟(ruǎn)件,既能減輕編程員的工作強度,又能編寫出高質量的加工程序。
關鍵詞:Mastercam;Cimatron;UG;加(jiā)工中心;編程
1 、零件分析
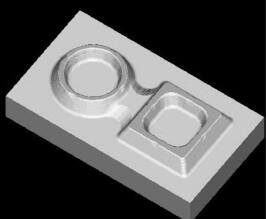
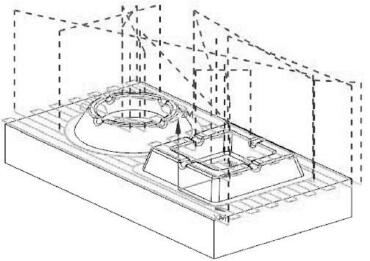
下麵以兩個簡單的零件(一個(gè)方形的煙灰缸與(yǔ)一個(gè)圓形的煙灰缸)為例(lì),分別用Mastercam、Cimatron和UG 對其(qí)進行加工中心編程,再對 Mastercam、Cimatron和 UG 的編(biān)程功能進行分析對比,零件的簡單(dān)結(jié)構圖如圖1所(suǒ)示。
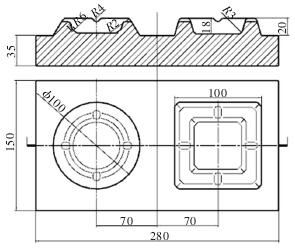
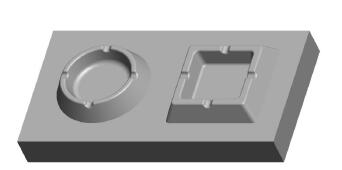
圖1 零件的簡單結構圖(tú)
(1)該零件(jiàn)是凸(tū)模,毛坯外(wài)形尺寸是280×150mm,材料是國產738鋼(gāng)。
(2)該零件兩(liǎng)個凸模(mó)之間最小的間距是(shì)20mm,能過直徑16R0.8mm的刀,但不能過直(zhí)徑30R5mm的刀(dāo)。
(3)每(měi)個煙灰缸的頂部各(gè)有四個半圓形的小槽,直徑為直徑8mm,零件頂部(bù)圓角為R2mm。
(4)通過對零件的分析,我們得知該零件的加工區域比較大(dà),開粗(cū)時適合用比較大的刀具如選用
直(zhí)徑30R5mm 的圓鼻刀;半精加工用(yòng)直徑16R0.8mm 進行等高線加工,8 個小槽的開粗用直徑8R4mm 的球刀用外形銑削的刀路;精加工時用直徑6R3mm的刀具(jù)用平行加工的方式加(jiā)工零件的頂部,零件(jiàn)的(de)斜麵與分型麵相交(jiāo)的部分用(yòng)直徑16R0.8mm的刀具用等高線加工。
(5)該零件是模具(jù)的型芯,對高(gāo)度(dù)的要求比較高,零件不能高也不能低,因此(cǐ)用零件的底部為基準麵比較合適,零件的中心采用四邊分(fèn)中的(de)形式。
2 、用 Mastercam 軟件對該零件進行加工(gōng)中(zhōng)心(xīn)編程
(1)開粗。Mastercam 粗 加 工 選 用 的 命 令 順(shùn) 序 如 下 :Toolpaths→Surface→Rough→Pocket→All→Surface。選用直徑30R5mm 的圓鼻刀進(jìn)行開粗,程式(shì)的參數設置
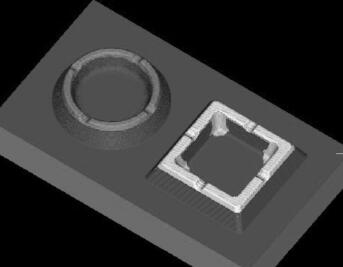
不在這裏詳述,刀路的模擬顯示(shì)如圖2所(suǒ)示。開粗刀路仿真模擬的情況如圖3所示。
圖(tú)2 開粗刀路顯示
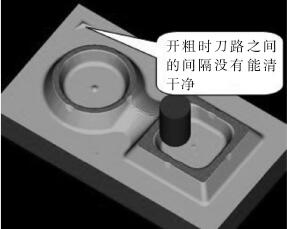
圖3 開粗刀路仿真模(mó)擬
(2)半精加工。粗(cū)加(jiā)工後,零件(jiàn)表麵還留有(yǒu)很多餘量,且各部分的(de)餘(yú)量極不均勻,需半精加工之後才能進行精加工,確保各部分餘量均勻,一般來講,半精加工的刀具要比粗加工刀(dāo)具(jù)直徑的一半大一些,這(zhè)樣,加工兩個型芯之間留(liú)下的餘量時不會發生踩刀現象,現在用直徑16R0.8mm的刀具用等(děng)高線方式進行半精加工,命(mìng)令(lìng)選 擇 如 下 :Toolpaths→Surface→Finish→Contour→All→Surface。刀路的模擬顯(xiǎn)示如圖 4 所(suǒ)示。
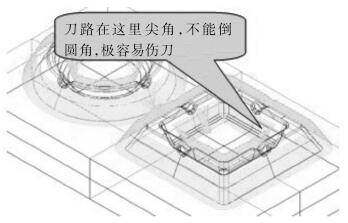
圖4 半(bàn)精加工等高線刀路顯示
從刀路模擬圖上可以看出來,刀路在(zài)加工零件的拐角處時是尖角,沒有倒圓角。刀具在加工(gōng)這類拐角處時,因為突然變向等(děng)原因,導(dǎo)致機床的震(zhèn)動很(hěn)大,刀粒很容易崩角。而且機床在加工到這位置時,會出現短暫停止運(yùn)動的現象,致使刀粒在零件表麵空刮,也很(hěn)容易傷刀。半精加工之後,零件上的上(shàng)部還有 8 個小(xiǎo)缺口沒有加工,現在需要加工型芯(xīn)上的8個小缺口後才能精(jīng)加工,在這裏,采用直紋曲麵加工的方式(shì)來加工(gōng)這 8個小缺口。首先要先做出(chū)這 8 個缺口(kǒu)的直紋曲麵線(xiàn)架構圖形,線架(jià)構的線條通過小缺口的中心,如圖 5所示。
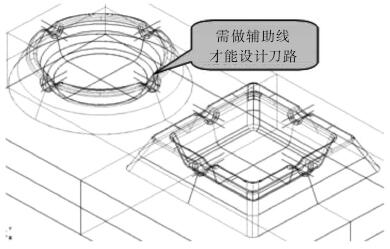
圖5 直紋(wén)曲(qǔ)麵刀路(lù)線架構圖
參數設定後,生成一條直紋(wén)曲麵的刀路(lù),另外3個缺口的刀路可以通過刀路旋轉的方式計算出(chū)來,刀路模擬顯示如圖(tú)6所示。
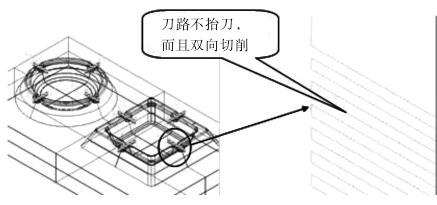
圖6 直紋(wén)刀路
Mastercam 做外形(xíng)銑削時,如(rú)果要雙向加工(gōng),就(jiù)必須用等直紋曲麵的方式才能實現,這點不如Cimatron。(3)精加工。刀路半精加工之後,現在可以精加工,這個零件的頂部是帶R的不規則曲麵,適合用球頭刀進行精加工,與分型麵相交的(de)斜麵部分是死(sǐ)角,不適合(hé)用球頭刀(dāo),適合用平底刀精加工(gōng)。頂部精加工的刀具路徑的方法很多(duō),為了更好的對比 Mastercam 與 Cimatron 曲麵加工能力,現在用直徑6R3mm 的球(qiú)頭刀(dāo),采(cǎi)用平行加工的方式來精加工,Mastercam 命 令 選 擇 如 下 :Toolpaths→Surface→Finish→Parallel→All→Surface。在設置加工(gōng)的高度參 數 時 ,將 刀(dāo) 路 的 加 工 範 圍 直 接 輸 入 :最 高 點55mm,最低點 45mm,生(shēng)成的刀(dāo)路模擬顯(xiǎn)示如圖 7所示。
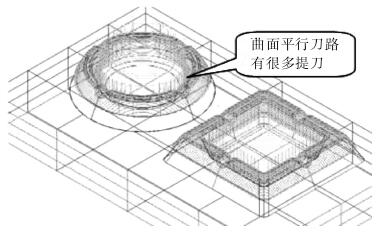
圖7 平行刀路模擬顯示
從模擬顯示上可看(kàn)出,Mastercam 平行刀路可以通過高度控(kòng)製的方式來控製加工範圍(wéi),隻加工符合高度要求的區域,但有很多的提刀,這是Mastercam的不足(zú)之處。
零件左手邊的圓形狀型芯用直徑16R0.8mm 的刀用(yòng)2D 掃(sǎo)描加工,右手邊的方形狀型芯部分用曲(qǔ)麵等(děng)高線進行加工,通過對左右兩個型(xíng)芯不同刀路的分析,我們可以判斷,用
2D掃描刀路,各部分的光潔度非常均勻,對(duì)底部曲率變化較大的 R 處的光潔度也很均勻,如圖8所示。
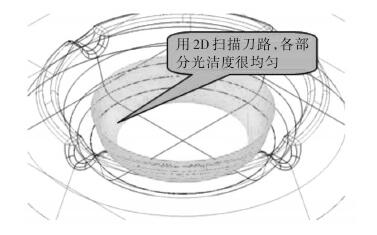
圖8 2D掃(sǎo)描刀路
(4)清角(jiǎo) 精加(jiā)工之後,零件有些拐(guǎi)角位還留(liú)有餘量,需要清角,但 Master CAM 的清角功能比較差(chà),隻能用較小的刀(dāo)用(yòng)等高線方式進行清角。而且清角時底部 R 處的刀路不均勻,粗糙度值比較大。如圖9所示。
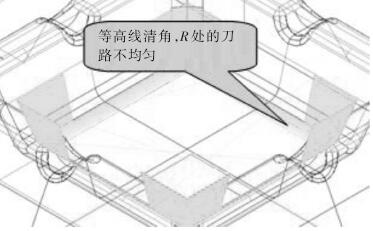
圖9 Master CAM的清(qīng)角
從路徑模(mó)擬圖上可以看出,用等高線清角,在曲麵斜率(lǜ)變化比較大(dà)的位置(比如R位),刀距變化也(yě)較大,加工(gōng)出來的零件粗糙度也較大。3 用 Cimatron 軟件對該零件進行加工中心編程(1)Cimatron開粗。用直徑30R5mm 的圓鼻(bí)刀,Wcut 粗加工的(de)方式進(jìn)行開粗,程序的參(cān)數設置在這裏不再詳述,刀路模擬顯示如圖10所示。
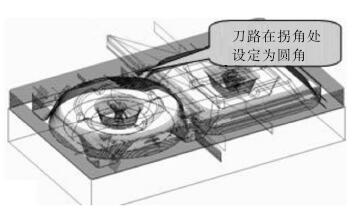
圖10 刀路模擬顯(xiǎn)示
刀路的仿真模擬(nǐ)如圖11所示。
圖(tú)11 Cimatron開粗仿真圖
從仿(fǎng)真圖上可以看出(chū),Cimatron開粗時,能有(yǒu)效(xiào)地清(qīng)除刀路間距(jù)之(zhī)間的殘餘量,在零件上不再(zài)留有兩條刀路之間的殘餘料。而且刀路在拐角時的 R 值可(kě)以任意設置,這點比
Mastercam要好。
(2)Cimatron半精加工。用直徑16R0.8mm 的刀運(yùn)用等高線方(fāng)式進行半精(jīng)加工,但與Mastercam的刀路相比,它(tā)不但可以任意設定拐角位(wèi)刀路的 R 值,而且(qiě) Cimatron 等(děng)高線半精加工有一(yī)個附加程序功(gōng)能,它能在刀路加工到平麵時,自動產生一個挖槽程序,清除零(líng)件平麵開粗時留下的餘(yú)量(liàng),使平麵的餘量(liàng)與斜麵的餘(yú)量一致,這樣有利於精(jīng)加工。刀路(lù)的模擬顯(xiǎn)示如圖12所示。
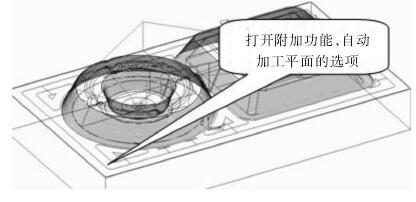
圖12 Cimatron半精加(jiā)工路徑模擬(nǐ)
從路徑模擬顯示圖上可以看出(chū),它加(jiā)工到平(píng)麵時,自動用挖槽的方式加工平麵,減少粗加工時留下的餘量,便於精加工。半精加工之後,零件(jiàn)上還(hái)有8個小(xiǎo)缺(quē)口沒有加工(gōng),現在需要加工(gōng)型芯上的8個(gè)小缺(quē)口,在這(zhè)裏,應用外形銑削的加工方式來加工這8個小缺口。首先(xiān)我們要(yào)先通過這8個缺口的中心做一條直線,再用這條直線來進行外(wài)形銑削(xuē),與
MASTERCAM相似。
(3)Cimatron精加工。Cimatron 也是用曲麵(miàn)平行加工(gōng)的(de)方式加工零件(jiàn)頂部的 R 部分,參數(shù)的設置不再這裏詳述,路徑模擬如圖(tú)13所示。
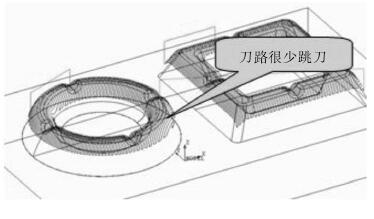
圖13 Cimatron曲(qǔ)麵平行加工刀路模(mó)擬
從路徑模擬圖上可以看出,Cimatron 平行加工的(de)刀路采用的是分區域加工的方式,它在加工過程中很少 抬 刀 ,能極大地提(tí)高加工的速度 ,這點比Master CAM 要優越很多。但在編寫程序時,不(bú)能象Mastercam 那樣直接設定加工的高度,需要程(chéng)序員做輔助麵或輔導線設定加工範(fàn)圍 ,這一(yī)點不如Master CAM 優越。Cimatron 同 Master CAM 一樣,也是用曲麵(miàn)等高線加工的方式加(jiā)工零件的斜麵部分,但與Master CAM相比,它能在等(děng)高線(xiàn)加工完之後,用程式的附加程式自動加工零件(jiàn)的平麵部分,路徑模擬如圖14所示。
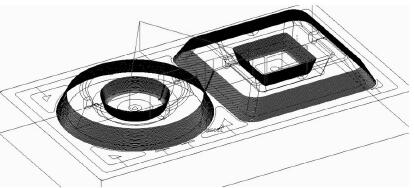
圖14 Cimatron Wcut精加工路徑(jìng)模擬圖
從路徑模擬圖上(shàng)可以看出,用 Wcut 等高線精加工時,在(zài)曲麵斜率變化比較大的位置(比如(rú) R 位),刀距變化也較大,加工出來的零件粗糙度(dù)值也較大(dà),這一點不如
Master CAM用(yòng)2D掃描加工。
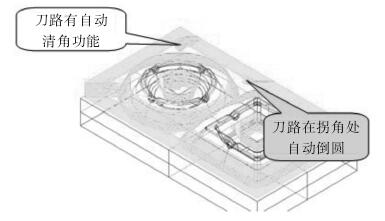
(4)清角(jiǎo)。與 Mastercam 相比,Cimatron 有強大的曲麵清角(jiǎo)功能,它能自(zì)動加工上(shàng)一刀路沒(méi)有加工到的拐角位置,程式的參數(shù)設(shè)置不再詳細,刀路模擬顯示如圖 15所示。
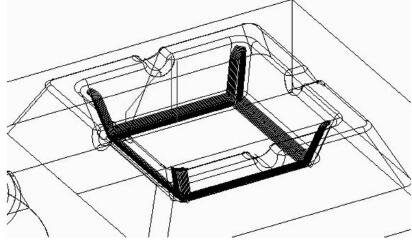
圖15 Cimatron清角刀路
(5)Cimatron的仿真刀路如圖16所示。
圖(tú)16 Cimatron的仿真刀路模擬(nǐ)圖
4 、用 UG 軟(ruǎn)件對該零件進行加工中心編程
(1)開粗。用直徑30R5mm 的圓鼻刀,用“型腔銑”粗加工的方式進行開粗,程序的(de)參數設置在(zài)這(zhè)裏不再詳述,刀路模擬顯示如圖17所示。
開粗刀路仿真。從(cóng)仿真圖 18 上(shàng)可(kě)以(yǐ)看出,運用 UG“型腔銑”開粗時,能有效地清除刀路間(jiān)距之間(jiān)的殘餘量,在零件上不再留有兩條刀路之間的殘餘料。而且刀路在拐角
時的 R 值可以任意設置,這點與 Cimatron 相似,但比Mastercam 要好。
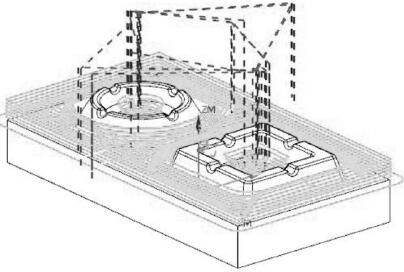
圖17 UG開粗
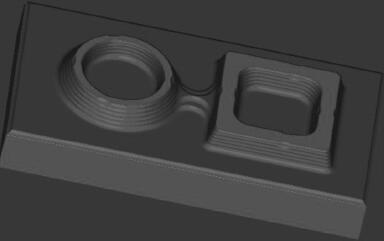
圖18 UG開粗仿真模擬
(2)UG半精加工。
a.UG 半(bàn) 精(jīng) 加 工(一(yī)):等 高 外 形(xíng) 加 工 :用直徑16R0.8mm 的刀運用等高線方式(shì)進行半精(jīng)加工,UG可以(yǐ)自動識別以(yǐ)前工序中沒有加工的殘留部分,殘留部(bù)分(fèn)以上的刀路,它是以區域(yù)優先的刀路,殘留部分以下的刀(dāo)路,它是以層優先,這樣的最(zuì)大優點是減少抬刀次數,提(tí)高(gāo)加工速率,如圖19所示。
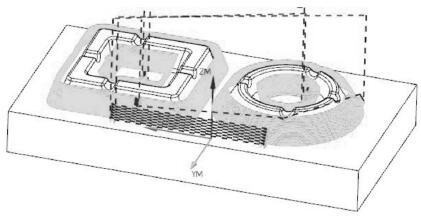
圖19 UG半精加工刀路(一)
b.半精加工(二):半精(jīng)加工(一)之後,零件上還有8 個小缺口沒有加工,現(xiàn)在用直徑6R0mm 的平底刀運(yùn)用等高線方式進行半精加工,在這個(gè)程序裏,UG提(tí)供了開(kāi)放區域與封(fēng)閉區域不同的進刀方式,對於開(kāi)放區域,運用(yòng)直線進刀,對於封閉區域,運用(yòng)螺旋進刀方法,既能很好(hǎo)地保護刀具,也能減少編程員做輔助線的勞動,提升勞動效率。如圖20所示,這種刀路,遠遠優於(yú)Mastercam與Cimatron。
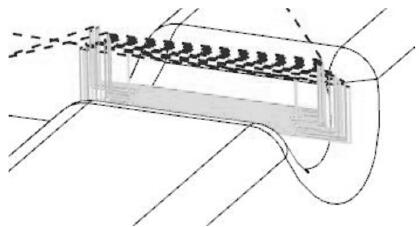
圖20 半精加工(gōng)(二)
(3)UG精加工刀路(lù)。
a.精加工工刀(dāo)路(一):用直(zhí)徑(jìng)16R0.8 的刀(dāo)運(yùn)用(yòng)等高線方式進行(háng)精加工(gōng),在這個程序裏,UG提供了在(zài)同一個程序(xù)裏,不同的加工深度用不同切削量進(jìn)行加工,對於曲率變化較大的部分,加工切削量可以小一些,對於曲率變化較小的部分,加工切削量可以大一些,這樣的最大優點是保(bǎo)持(chí)加(jiā)工的連續性,降低加工麵(miàn)的粗糙(cāo)度,如圖21所示(shì)。
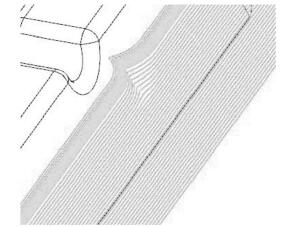
圖21 不同深度,切削量不(bú)同
b. 精加工刀路(二):在精(jīng)加工零件(jiàn)上 8 個小缺口,使用直徑6R3mm,用“固(gù)定區域銑”中的平行加工的方式,使用參數的設置不再這裏詳述,路(lù)徑模擬如圖22 所示。
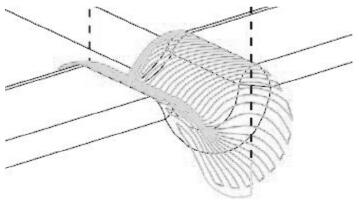
圖22 固定區域銑
(4)清(qīng)角。與Mastercam、Cimatron相(xiàng)比,UG加工的曲(qǔ)麵清角功能更強大(dà),程式的參數設置不再詳細,刀路模擬顯示如圖(tú)23所示。
UG 清(qīng)平麵刀路:在 UG 中,可以運用“平(píng)麵銑”FACE_MILLING_AREA 一次性加工所有選定的平麵,而且(qiě)不需(xū)要做輔(fǔ)助平麵,而運用Mastercam或Cimatron精加工平麵(miàn)時,
需對不同(tóng)的平麵分開編寫程序,而且還需要做(zuò)輔助線(xiàn)或輔助平(píng)麵,UG清平麵刀路如圖24所示。
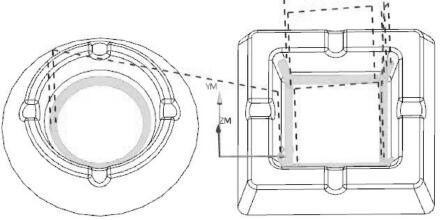
圖23 UG清角刀路
圖(tú)24 UG清平麵刀路
UG 仿真(zhēn)刀路如圖 25 所示。
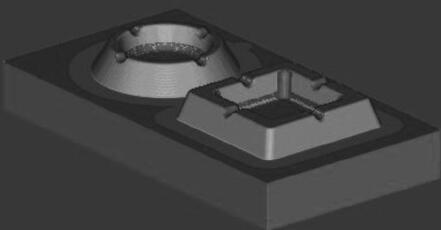
圖25 UG仿真刀(dāo)路
5、 Master CAM、Cimatron、UG 三者之間的(de)區別
5.1 Master CAM 的優點
(1)Master CAM 有非常強大的 2D 功能,使(shǐ)用時快捷、方便,遠遠比其它兩個軟件強。(2)Master CAM 在對一(yī)些形狀簡(jiǎn)單的零件進行加工時,能根據零件的曲麵變(biàn)化大小,自動設定刀路的(de)間距,這一(yī)點比Cimatron、UG要強。(3)Master CAM在進行外形加工、挖槽、鑽孔等工作(zuò)時(shí),可以采用窗選的方式選取所要選取的線與點,而 UG、Cimatron
則(zé)隻能一個接一個的選取,這一方麵Master CAM 比 UG、Cimatron 方便(biàn)。
(1)Master CAM 在進行(háng)曲麵加工時,不(bú)需要設定邊(biān)界,就能直接形成刀路(lù),而 Cimatron 則必需(xū)要選取邊界才能形成(chéng)刀路。(2)Master CAM 在進行曲麵精加工時,可以通過設定加工的高度來設定加工範圍(wéi),就能直接形成(chéng)刀路,而 UG、Cimatron 則必需做輔助邊界或輔助麵才能設定加(jiā)工範圍。
5.2 Cimatron 的優點
(1)Cimatron曲麵運算速度遠遠超過Master CAM、UG。(2)Cimatron曲(qǔ)麵加工時,Cimatron刀路能自動分區(qū)域加工,極大地減少提刀次數,與 UG 相似,但比Mastercam 強。(3)Cimatron 清角功能非常強大,與 UG 相似(sì),但比Mastercam強。(4)Cimatron 在用 Wcut 加工時,可以(yǐ)任意設定拐角位刀路的圓弧半徑,與
UG相似,但比Mastercam強。(5)Cimatron 用 Wcut 進行粗加(jiā)工(gōng)時,刀路能自動清除刀路間隙的殘餘量(liàng),並且在(zài)實際加工時,不會出現空走現象,加工效率(lǜ)比Master CAM強。(6)Cimatron後處理時能自動進行優化,後處理程式要比Mastercam小很多。(7)Cimatron仿真模擬的圖形可以(yǐ)保存,也可以截圖、任意(yì)角旋轉(zhuǎn)觀看(kàn),而且不同刀路之間用不同顏(yán)色
來(lái)區分,比UG、Mastercam強。
5.3 UG 編程的優點
(1)UG 運用實體造型,也運用實體編程,實體修改好,再修(xiū)改編程程序時(shí)比(bǐ)較(jiào)簡單,這個方麵比Master CAM、Cimatron 優越(yuè)。(2)在同一個(gè)程序裏,可以設定開(kāi)放區域與封閉(bì)區域不同的進刀方式,這個方麵(miàn)明顯比 Master CAM、Cimatron 優越。(3)運用UG進行等高(gāo)切削時,可(kě)以在一個程序裏(lǐ)設定不同(tóng)的背吃刀量,減少提(tí)刀次數,減少不(bú)同程時,零件表麵出現明細的(de)刀痕,這個方麵明顯(xiǎn)比Master CAM、Cimatron 優越。(4)UG在精加工平麵時,可以在一個程序裏(lǐ)同時加 工 不 同 的 平 麵 ,這 個 方 麵 明 顯 比 Master CAM、Cimatron 優(yōu)越(yuè)。
兩者的區別相差很大,遠遠不止上(shàng)述這些,希望讀者能在(zài)工作中好(hǎo)好體會(huì)兩者的差異,並根據零件的實際情況,來選擇合(hé)適的加工(gōng)軟件。
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區(qū)金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷(xiāo)量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據