



FANUC三點定(dìng)孔心宏程序
2017-12-1 來源(yuán):大連冷凍機股份有限公司 作者:何濤
摘 要:某零(líng)件上兩(liǎng)孔相交導致內孔缺圓,采用通常的四點定心方法(fǎ)無法測量該種零(líng)件的孔心,文中通過重新建立數學(xué)模型,編寫了利用三點自動定心的找正宏程序,解決了這一測量問題。
關(guān)鍵詞:箱體類零件;加(jiā)工中心;孔心;四點定心;宏程序
0 引 言
加工中心加工箱體類零件時(shí),都會以設計或者工藝基準孔的孔心來作為零件加工的坐標係零點 。
然後把該孔心在(zài)機床坐(zuò)標係的坐標值賦到 G54~G59 工件偏(piān)置中,以此為程序零點再進行數控加工。
1 、定心找正的方(fāng)法
目前檢測孔心位置坐標最常用的方法就是利用(yòng)紅寶(bǎo)石探頭將與被測孔的接觸點的位置信息反饋到事先編輯好的定心宏程序中,然後通過相(xiàng)應的數學公式自(zì)動(dòng)計算出待測(cè)孔心的位(wèi)置坐標。
探針探測 4 個點的位置坐(zuò)標(biāo)(如圖(tú) 1 所(suǒ)示),是(shì)目前最簡(jiǎn)單最普及的方法,它是根據算式(shì):
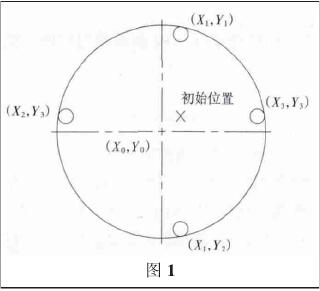
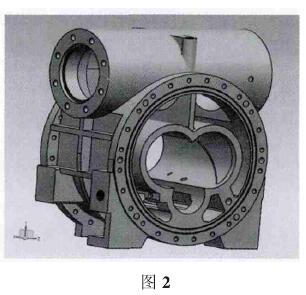
但是我公司有一類零件(jiàn),由於兩孔(kǒng)相交導致內孔缺圓(如(rú)圖 2 所(suǒ)示),上述的四點定心方法無(wú)法測量該種零件的孔(kǒng)心。
筆者通(tōng)過重新建立數學模型,編寫了利用三(sān)點自動定心的找正宏程序。
下(xià)麵進行簡單介紹。
2 、三點定心的程序說明
1)程序原理。
將探(tàn)針粗定位的機械坐標賦到工件偏置中,設定臨時 坐 標 中(zhōng) 心 。
設所測三(sān)點的坐 標(biāo) 為(x1,0),(0,y1),(0,y2),實際(jì)孔心為(x0,y0),如圖 3 所示。
再(zài)用粗定心的坐標值與相應的偏移量求和,這樣就實現了測量三點坐標表達實際孔心坐標的想法。
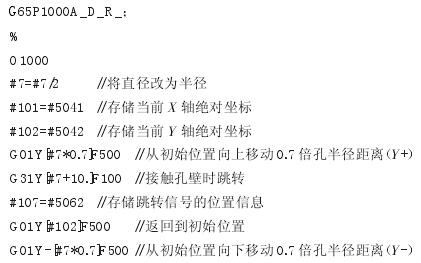
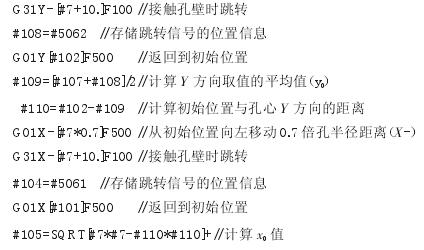
2)三(sān)點定孔心宏程序。
自(zì)變量定義:#1=(A)工件 坐 標 係 偏 置值(zhí);#7=(D)內孔直徑 ;#18= (R) 探 針半徑。

宏程序調(diào)用:
3 、 注意事項(xiàng):
1)本文運用了跳轉命令 G31,該命令在一定程度上與直線命令 G01 相同,不同之處是(shì) G31 定義的坐標終點需要探針進(jìn)入被測物體的內部,以確保能夠測量(liàng)到被測工件。
進入的運(yùn)動量可根據實際情況調整,但不宜過大,當(dāng)接觸到被測物體時會自動跳出並存儲位置信息。
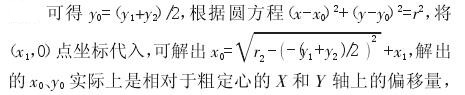
2)由於計算孔心
X 向坐標時(shí)用到了孔(kǒng)徑參數(shù),所以被測孔的孔徑必須是已知並且準確的。
3)探針(zhēn)
Y 向運動測(cè)量兩(liǎng)點(diǎn)中心,探頭半徑會在計算時抵消掉,不需要再對探頭做半徑補償;而 X 向運動隻測量一個點,在進行中心計算(suàn)時則必須對探頭半徑做補償。
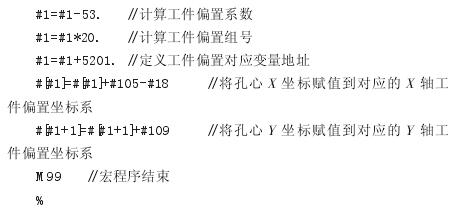
4)#1 的賦值範圍是 54~59,分別對應的是 G54~G59工件偏置。
可根(gēn)據自身(shēn)情況增加賦值範圍的(de)報警語句。
4 、結(jié) 語
三點定(dìng)心宏程(chéng)序已在 FANUC16i MA 係統調試成功,它會(huì)給此類零(líng)件(jiàn)的定心(xīn)找正提供一種新的思路,操作更加便捷,不(bú)再需要人工用(yòng)百分表找正、讀取和抄寫坐標值。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產(chǎn)量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年(nián)11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月(yuè) 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月(yuè) 新能源(yuán)汽車銷量情(qíng)況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據