



摘要(yào):本文主要闡述針對FANUC 18M係統參數數據(jù)恢複以(yǐ)及相應數控設備調試步驟。對重要的(de)各個係統參數類型做了比較詳細的解釋,以(yǐ)及在調試過程中遇見的部分常見(jiàn)問(wèn)題做了闡(chǎn)述(shù)。能更快的對數控設備(bèi)初學者(zhě)及(jí)相關係統實際操作經(jīng)驗不足的技術人員掌握該項技術有比(bǐ)較大的意義。
【關鍵詞(cí)】FANUC 數控 參數 調試 數據(jù)恢複
隨著數控技術日新(xīn)月異的迅猛發(fā)展,FANUC 係統已經更新了多代, 從最(zuì)初的FANUC 15M 到(dào)現在比較先進的FANUC Oi-T係列。部分工程師學習掌握了(le)最新係統的(de)操作調(diào)試方(fāng)法,在碰見比較老的FANUC 係統時會因資料不全、與現有係統差距較大而感到難以應(yīng)對(duì)。而(ér)現在國內大部分中小企業所擁有的數控設備,其係統都是(shì)比較(jiào)老的係統,如:FANUC 15M (16M 和18M 等)。
1 、設備調試過程中出現的問題
我公司加工車間於2003 年購置台灣喬(qiáo)福機械工業股份有限公(gōng)司JET-40H 型立式加工中心,配(pèi)置(zhì)亙隆國際精機股份有限公司CNCT-40JF 工(gōng)作台,加工中(zhōng)心使用FANUC 18M 控製係統,為5 軸(X、Y、Z、A、C 軸) 立式加工控製中心,連接PC 端口為RS232 端口。由於公司人員變動(dòng),交接不全,造成該台加工中(zhōng)心調試完成後的數據備份(fèn)丟失。而此次因為操作人員誤操(cāo)作的(de)原因,致使加(jiā)工中心所有程序以及參數全部丟失。而能找的到數據備份為設備出廠時候的備份,雖然大部分參數可以使用,但對於正常加工,有(yǒu)個別參數還是得進行調整。
2 、調試(shì)步驟
CNC 數據存儲卡中存(cún)儲(chǔ)著以下數據:CNC 參(cān)數、PMC 參數、螺距誤(wù)差補(bǔ)償值、定製宏的變量值、刀具補償值(zhí)、部件程序( 加工程序、定製宏程序(xù))。其中CNC 參數(shù)、PMC參數為(wéi)加工中心的核心(xīn)參數,是加工中心能進行加工動作(zuò),各軸間行動不會出現幹涉的保證。事先需要在控製裝(zhuāng)置正常運轉時(shí)將這些(xiē)數據輸(shū)出到I/O 設備。輸入參數軟(ruǎn)件使用PCIN 軟件4.2 版本,設置為COM1 口,波特率使用4800,數(shù)據位為7,停止位為2。
2.1 CNC參數輸入
CNC 參數作為數控係統中比較(jiào)重要的參數(shù)之一,一般情況下會選擇在最開始階段傳輸該參(cān)數。其輸入狀態為選擇緊急停止狀態,確認輸入數據所需的參數(shù)沒有錯誤,具體(tǐ)步驟如下:
首先按數(shù)次OFFSETSETTING 鍵,再按下軟鍵〔SETING〕( 設定),出(chū)現設定屏幕。確認“PARAMETER WRITE( 參數寫入)=1”。然後按下SYSTEM 鍵,選擇參數屏幕。使用
串(chuàn)口R232 傳輸數據,所有參(cān)數均為係統默認參數,但注意0103 參數,為傳輸波特率設定參數。數值對應波特率如表1。
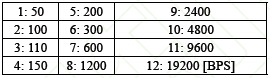
選擇好波特率後,按下繼續菜單(dān)鍵,一般情況下默認(rèn)傳輸(shū)波特率為9600, 參數0103 值輸入為(wéi)11。最後按下〔READ〕軟鍵,再按下〔EXEC〕鍵,開始輸入參數。等(děng)參數的(de)輸入(rù)結束後,一度切斷電源(yuán),然後再(zài)通電。
2.2 PMC參數輸入
數控係統中,PMC 參數即PLC 梯形圖,具備(bèi)數控係統中邏輯控製、時間(jiān)控製及計數控製等多項控製(zhì)功能的參數。其輸入狀(zhuàng)態為選擇緊急停止狀態,具體步驟(zhòu)如下:
首先, 關閉(KEY4=1) 程序(xù)保護鍵,按下功能鍵OFFSETSETTING , 再按下〔SETING〕軟鍵, 出現設定屏幕(mù)。確(què)認“PARAMETER WRITE=1”。
然後,按(àn)下功(gōng)能鍵SYSTEM ,再按下〔PMC〕軟鍵。按下〔PMCPRM〕軟鍵,再按下(xià)〔KEEPRL〕軟鍵。將(jiāng)光標對準(zhǔn)在“K900/K17”上,將第一位(wèi)設為“1”。輸入0 000001 0INPUT 。至此,選定數據(jù)輸入/輸出的屏幕。
最後,按下返回菜單鍵,再按下繼續菜單鍵。按下軟鍵〔I/O〕,進行有關輸入/輸出的參數設定(dìng)。在“CHANNEL”條(tiáo)目處(chù),鍵入1 INPUT ,選擇輸入/輸(shū)出設備的通道1。 在“DEVICE”處,按下〔FDCAS〕,選擇軟盤。在“FUNCTION”處,輸(shū)出數據,按(àn)下〔READ〕軟鍵。按下軟鍵〔EXEC〕,開始輸入PMC 參數。
2.3 螺距補(bǔ)償(cháng)值輸(shū)入
每台加工中心都為多(duō)軸控製,進行(háng)加工,因為軸的移動(dòng)精度都(dōu)是靠絲杠的加工精(jīng)度控製,而(ér)絲杠的加工由於加工工藝以及加(jiā)工技術的(de)因素,不可能做到每根絲杠的螺距完全一樣,那(nà)麽就隻能由數(shù)控係統進行精度控製,從而有的螺距補償值,每台加(jiā)工中心的螺距補償值(zhí)一般都不一樣,該值一般都由設備廠家在設備出廠的時候已經調試好。為保證加工(gōng)中心的精度,故加工中心的螺距補償值也是加工中心的一個(gè)比較重要的參數。
螺距補償(cháng)值輸入(rù)的步驟如下:首先,鬆開(kāi)緊急停止按鈕,在選擇EDIT模式下。與上條目相同地確認設定(dìng)屏幕的“PARAMETER WRITE=1”。按下功能鍵PROG ,再按下軟鍵〔PRGRM〕( 程序),出現程序內容(róng)顯示屏幕。再按下軟鍵〔(OPRT)〕、〔F SRH〕),按下3 、〔EXEC〕,選擇螺距誤差補(bǔ)償值的文件。
然後,按數次功能(néng)鍵SYSTEM ,再按(àn)下軟鍵〔PARAM〕、〔PITCH〕,出現螺距誤差值的設定屏幕。按下軟鍵〔(OPRT)〕,再按(àn)下鍵。按下〔READ〕軟鍵,再(zài)按下〔EXEC〕鍵,開始輸入螺(luó)距誤差補償值。
等讀取結束後, 按功能鍵OFFSETSETTING 2 次, 出現設(shè)定(dìng)屏幕(mù), 將“PARAMETERWRITE”重新設為“0”。
2.4 宏程序輸入
加工中(zhōng)心使用(yòng)宏程序為定製宏程序,且(qiě)在加工中一般不改動,在設備投入使用前調試人員將宏(hóng)程序設為(wéi)No.9000 到No.9999,這段程序係統中設置了保護命令(lìng)參數,且初始是處於保護狀態,直接傳輸這些宏程序會出現係(xì)統報警提示。修改參數NO3202#4 就(jiù)可以隱藏(cáng)你的9000~~9999 程序。
加工中心回複參(cān)數後PASSWD 值為0,那麽隻需要修改NO3202#4 的值,就(jiù)可以傳輸No.9000 到No.9999 的程序段了。具體輸入步驟如下:
在確認(rèn)已經選擇EDIT 方式的(de)情況下,關閉(KEY2=1) 程序保護鍵, 按下功能鍵PROG,再按下軟鍵(jiàn)〔PRGRM〕,出現程序內容(róng)顯示屏幕。然後,按下軟鍵〔(OPRT)〕鍵,輸入O (O) 程序編號( 比如9000),按下〔READ〕軟鍵,再按下〔EXEC〕鍵,開始輸入定製宏變量值。程序編號指定尚未使用的編號。
輸(shū)入完成(chéng)後, 選擇機床操(cāo)作麵板的MEMORY 方式,按下循環開始按鈕。當執行程序時,宏變量值即被設定。按下功能鍵OFFSETSETTING 和繼續(xù)菜單鍵,再按下軟鍵〔MACRO〕,出現定製宏變量的(de)顯示屏幕。按下9000 軟鍵〔NO SRH〕,顯示出變量編號9000 號,確(què)認定製宏(hóng)變量值已經正確設定。
2.5 加工中心設備調試、校準
在加工中心參數和宏程序都輸入係統後(hòu),輸入MDI 指定後,加(jiā)工中心能正常運(yùn)作(zuò)。但是還需要調(diào)整加工中心各軸的原點(diǎn),以及加工原點。該台設備的宏程序工件是依據加工坐標(biāo)係原點為依據(jù),所以必須校(xiào)準工件加工坐標係原點。具體調試步驟如下:
(1)調整加(jiā)工中心機械原點(diǎn)位置。在手動模式下,將加工工作台X、Y 軸以及Z 軸移動到合適的位置,修改參數1815#5#4 值(zhí),將X、Y、Z 軸(zhóu)值修改為1。斷電重啟係統,則(zé)加(jiā)工中心原點設(shè)置完畢。
(2)調整加工中心反向間(jiān)隙。將(jiāng)千分表底座固定在不和軸一起移(yí)動的位置,將表頭架在工作台基準位置,在手輪模式下,用倍率×10 慢慢向一個方向搖動手輪,記下手輪旋轉的數值,以及確定工作台向一(yī)個方向移(yí)動。再向相反的方向搖動手輪,記下工作台反向第一次移動時,手輪旋轉過的數值。然後將該數值(zhí)×10 輸入到(dào)1851 參數相應的軸參數中。
(3)調整(zhěng)加工中心加工坐標係原點。該(gāi)台加工中心在當初設計時,宏程序的編寫都是依據加工坐標係為基礎編寫的,則加工加工坐標係原點(也就是相對原點)數值也是一個比(bǐ)較重(chóng)要的參數。
完成以上調試以及調整後,加工中心基本上具備了工件加工的功能。在加工中心加工工件的過程中,可(kě)能會出(chū)現在加工工件圓弧時,圓弧中心會出現台(tái)階或者出現一圈凹槽(cáo)。出現這種情(qíng)況是因為(wéi)在加工(gōng)圓(yuán)弧時,移(yí)動的X 軸(zhóu)在變向時,係統軸補償值(反向間隙補償值)不正確,需要重新調(diào)整加工中心或者設備軸的反向間隙值。
3 、結束語
數控係統(tǒng)的數據(jù)備份、傳輸是作為一個電氣維修人員必備的技能,隨著數控技(jì)術的發展(zhǎn),其操作(zuò)也(yě)變得越來越方便,快捷。熟悉,並時刻做好(hǎo)接受先進信息技術的準備,是現在電氣工程師需(xū)要的能力以及生存的能力。
如果您有機床行(háng)業、企業相關新聞稿件發表(biǎo),或(huò)進行資訊合(hé)作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情(qíng)況
- 2024年11月 基本型乘(chéng)用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型(xíng)乘(chéng)用車(轎車)產量數據