



摘(zhāi)要: 用FANUC Oi-MD 數控係統對(duì)一(yī)台老舊(jiù)的立式加工中心進行改造。
關(guān)鍵詞: 數控(kòng)係統;立式加工中心;改造
1 、機床的狀態分析及目(mù)標設定
一(yī)台(tái)辛辛那提機床公司Sabre1000 三軸立式加工中心購置於1996 年,采用VICKERS ACRAMATIC A2100 數(shù)控係統。經過多年的使(shǐ)用,係統穩定性隨著時間變遷也越來越差,機床經常處於停機待(dài)修狀態,給生產帶來了較大影響。對機床精度進行預檢,發現機床直線軸幾何精度保持較好;機床主軸精(jīng)度喪(sàng)失,噪聲較大,需更換(huàn)機床主軸(zhóu)軸承。基於此,決定對(duì)機床進行改造,以恢複其精(jīng)度和功能。主要內容包括:電(diàn)氣和控製係統(tǒng)全部更(gèng)新(xīn);更換主軸軸承;增加自動集中潤滑係統。
2 、機床機械部分的(de)改(gǎi)造
首先拆卸工作台、十(shí)字滑台、主軸箱,布(bù)置安裝集(jí)中潤滑係統管路。機床的原主軸采用RHP X7014 油霧潤滑(huá)軸(zhóu)承,軸承外圈有一圈環(huán)形油槽,不易買到。機床最高轉速為(wéi)
8000 rpm,查(chá)閱(yuè)軸承(chéng)技術手冊確認,現在(zài)采用脂潤滑軸承自然冷卻的主(zhǔ)軸,最高轉速可達12000rpm,因此使用脂潤滑軸(zhóu)承也能穩定工作於8000 rpm,故選用NSK 公司的7014A5TYNSULP4 免維護脂潤滑軸承更換主軸原軸承,並(bìng)對主軸進行動平衡試驗。然後安裝電機、工(gōng)作台、十字滑台、主軸(zhóu)箱(xiāng)等,裝配過(guò)程中保證機床幾何精(jīng)度達(dá)到或接近出廠精度標準。
3 、數控係(xì)統和驅動裝置選用
3.1 選擇數控係統和驅(qū)動裝置的原則首先是“夠用(yòng)”的原則。主要考慮機床(chuáng)是(shì)用於精密加工還是普通加工,機床的聯動軸數是三(sān)軸、四軸還是更多,隻有在這些信息的基礎上才能選擇合適的係統。比如BEIJING FANUC 公司推出的0i-D 係統(tǒng)支持四(sì)軸四聯動,是國內機床廠家(jiā)使用很廣泛的一款數控係統,但該係統(tǒng)還有僅支持三軸三聯動的基本功能版本(běn)0i-Mate-D 可供選擇。其次(cì)是“適用”的原則。主要從(cóng)兩(liǎng)個方麵考慮,一是設計人員是否熟(shú)悉該係統,熟悉的話(huà),設計和以後的維(wéi)護就相對簡單些。二(èr)是需考慮操作(zuò)工人和編程人員是否熟悉該係統。最後還要注意一點,選定數控係統之後,還要(yào)注意(yì)其選項配置,哪(nǎ)些應該選,哪些可以不(bú)選需要(yào)根據實際情況認真考慮(lǜ)。某些選項能顯著提升係統的加工性能,但往往需要付出不菲的成本(běn)。
3.2 數控係統和驅動裝(zhuāng)置的選擇考慮到公司絕大部分數控機床配(pèi)置的是FANUC 數控係統,本次改造的機床用於一些較為複雜的鋁合(hé)金零件的精密加工,因此選擇FANUC 0i-MD 數(shù)控係統。該款數控(kòng)係統是(shì)FANUC 公司在2008 年左右推出的高可靠性、高性價比、高集(jí)成度(dù)的中檔數控係統。驅動裝置則選擇高速、高精度、高效率(lǜ)的αi係列智(zhì)能型伺服係統。
4 、係統(tǒng)連接和調(diào)試
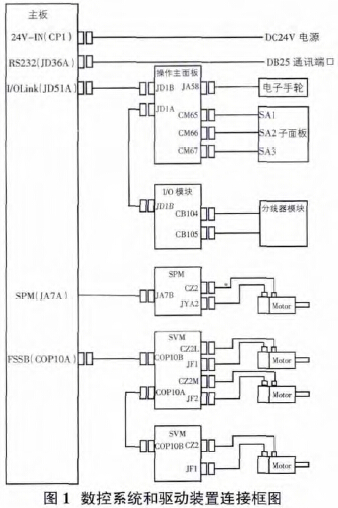
4.1 硬件安裝和連接在機床不通電的情況下(xià),按(àn)照(zhào)電氣設計圖紙將數(shù)控係統的CRT/MDI 單元、伺服驅動器、I/O 板、機床操作麵板、電子手輪、伺服電機等硬(yìng)件安(ān)裝到位(wèi),然後完成基本(běn)電纜連接,圖1 是硬件總(zǒng)體連接框圖,詳細說明請參照《連(lián)接說明書(硬件(jiàn)篇)》。
4.2 調試準備將所有硬件安裝連接好,機床電路安裝連接好後,就可以通電開機開始調試(shì)。在(zài)調試前還需要準備好相關說明書,包括(kuò)數控係(xì)統《啟動手冊》、《係統參數說明書》、《連(lián)接(jiē)說明書(shū)(功能篇)》等,其中《啟動手(shǒu)冊(cè)》是隨數控(kòng)係統硬件一(yī)起提(tí)供的,它詳細介紹了初次調試係統(tǒng)時基本參數的設置方法,其它說明書需要單獨訂購。數控係統調試時還需要一台電腦以及網絡通訊線(xiàn),用於PMC 程序編寫和上傳下載、係統參數備份等工作。
4.3 基本參數設(shè)置FANUC 0i-MD 係統可以通過顯(xiǎn)示屏上(shàng)的參數設定支援畫麵進行基本參數設定,其目的一是通過在機床啟動時(shí)匯總需要最低限度(dù)設定的參數並予(yǔ)以顯示,二是(shì)通過簡單顯示伺服調(diào)整畫麵、主軸調整畫麵、加工參數調整畫麵,更(gèng)便於進(jìn)行機床(chuáng)的調整。基(jī)本參數具體設定步(bù)驟及方法在《啟(qǐ)動手冊》中有詳細的介紹,參數更全麵的介紹需要(yào)參考《參數說明書》和《連(lián)接說明書(功能篇)》。基本參數設定完成後,係統就為機床運行做好了準備。在這一環節中,有些參數設(shè)定錯誤值後,係統會報警提示,根據提示可以有目的地進行(háng)修改;而有些參數設定錯誤值(zhí)後是不會報警的(de),比如伺服設定中的(de)柔性齒輪比、參考計數器容量等參數,設(shè)定錯誤值後,機床進給和回參考點(diǎn)會出現異常,而這些異常(cháng)隻能在機電聯調的時(shí)候才能發現。
4.4 係統PMC 調試PMC 是聯係CNC 和機床(chuáng)外部機構的橋梁(liáng),是調度管理外(wài)部機構的核心,它(tā)包括係統軟硬件、用戶程序以及I/O 模塊。機床外部機構包含機床操作(zuò)麵板、換刀機構、潤滑係統、排屑(xiè)冷卻係(xì)統、限位開關、回零開關等,它們都(dōu)需要在PMC 用戶程序的統一調度下配合CNC 共同完成對機床的控製,因(yīn)此PMC 編程和調試(shì)是係統調試中的重點和難點。
4.4.1 調試準備PMC 調試工作的主要內(nèi)容是用戶程序的編(biān)寫、下載調試(shì)運行,PMC 程序編(biān)寫使用FANUCLADDER-Ⅲ梯形圖編輯軟(ruǎn)件,該軟件具(jù)有編輯、在線監控、上(shàng)傳(chuán)下載(zǎi)程序、強製等功能(néng)。裝有LADDER-Ⅲ軟件的電腦可以通過以太網口或串口與數控係統主板(bǎn)的對應端口通過通(tōng)訊(xùn)線相連接,這樣就能在線進行程序編輯調試監控了。程序編寫(xiě)方法可以參照《FANUC PMC 梯形圖語言編(biān)程說明書》。
4.4.2 係統PMC 基本(běn)功能調試PMC 基本功能主要包括對操作麵板、手輪的控製,比如工作方式的選擇、進(jìn)給(gěi)倍率主軸倍率的選擇、進給軸的選擇、手動或回零方式下的軸(zhóu)的(de)控製、急停信號的(de)處理等。為方便用戶調試(shì),FANUC 公司可提供已經編寫好的基本程序供用戶使用,實際調試時,可以直接在基本程序的基礎上修改完善。將基本程序下載到係統中,編程軟件置於在線狀(zhuàng)態(tài)下,此時各輸入輸出點的變化和內部寄存(cún)器的變化(huà)在軟件界麵內也會(huì)實時顯示,就可以(yǐ)對基本功能進行逐一測試了。由於係統對很多地址的功能進行了限定,所以在調(diào)試過程中需要參考《連接說明書(功能篇)》。
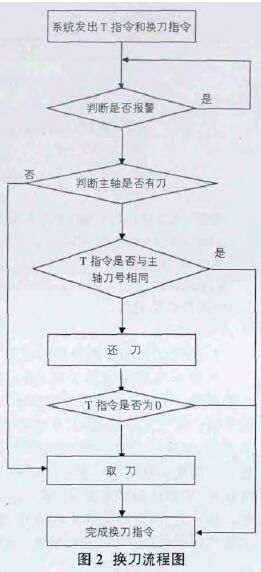
4.4.3 係統PMC 擴(kuò)展功能調試PMC 用戶程(chéng)序中(zhōng)擴展功能部分需要用戶自行編寫,包括換刀(dāo)、潤滑、冷卻、報警(jǐng)等控製程序,完成這部分工作需要調試者(zhě)具有一定PLC編程經驗。下麵以改造過程中自動換刀功能的實現做簡(jiǎn)單(dān)介紹。該機床(chuáng)采(cǎi)用的是(shì)鬥笠式刀庫(kù),刀具(jù)交換指令為M06,執行M06 指令時,NC調(diào)用並執行宏程序O9001,宏(hóng)程序控製整個換刀流程(chéng),執行過(guò)程中,NC 和PMC進行信息交換,具體動作由PMC 根據宏程(chéng)序指令驅動換(huàn)刀機構進行,見圖2。
4.5 精度(dù)補償在上述調試過程完成之後,機床(chuáng)就可以(yǐ)正常運行了。為了提高加工精度,需要進行螺距補償和反向間隙(xì)調整(zhěng),將機床的位(wèi)置精度調整到一個比較理想的狀態。
這項工作要利用激光(guāng)幹涉(shè)儀或步距規。
4.6 其它參數設定這些參數與操作者使用習慣(guàn)和安全相關,比如界麵顯示相關參數、坐標設置相(xiàng)關參數、參數保護、宏程序保護等(děng)參數設定。其目的是給(gěi)操作者提供一(yī)個(gè)友好(hǎo)的操(cāo)作環境。
4.7 係統備份(fèn)係(xì)統調試全部完成,機床試運行(háng)正常之後,需要對係(xì)統參數(shù)、宏程序、PMC 程序及參數進行備份,可以采用存儲卡備份,也(yě)可以利用電(diàn)腦通過通訊端口進行(háng)備份,具體做法請參照《參數(shù)說明書》。
5 、結束語(yǔ)
本文介紹了一(yī)個利用FANUC 數控係統對(duì)加工中心進行(háng)改(gǎi)造的實例,對數控係統的選型和實際調試的步驟、過程做了詳細說明。從企業角度來看(kàn),對老舊數控機床進行改造,恢複其加工精度和加工效率,比(bǐ)購買新機床能(néng)節省約50%的資金。同時,經過改(gǎi)造調試這一過程,技術人員對(duì)數控係統的原理、功能有了更深入的了解,有利於提高維修能力。
參考文(wén)獻(xiàn):
[1]FANUC Series oi-MODEL D/0i Mate-MODEL D 啟動手冊.
[2]FANUC Series oi-MODEL D/0i Mate-MODEL D 參數說明書.
[3]FANUC Series oi-MODEL D/0i Mate-MODEL D 連接說明書(硬件篇).
[4]FANUC Series oi-MODEL D/0i Mate-MODEL D 連接(jiē)說明書(功能篇).
[5]FANUC Series oi-MODEL D/0i Mate-MODEL D 維修說(shuō)明書.
[6]Sabre1000 電氣(qì)圖冊.
如果(guǒ)您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切(qiē)削機床產量(liàng)數據
- 2024年11月 分地(dì)區金屬切(qiē)削(xuē)機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量(liàng)數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷(xiāo)量情況(kuàng)
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量(liàng)數據(jù)
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據(jù)