精機")



摘(zhāi)要(yào): T6925 /1 落(luò)地數顯鏜銑床主軸Ⅰ軸與(yǔ)Ⅱ軸之間齒輪產生(shēng)噪聲大,經過檢測,主軸箱內部件損毀嚴
重(chóng),必須對主軸箱進行大修(xiū)。闡述主軸箱大修過程(chéng)中機械部件安裝與調試,出現的問題及處理
方法。
T6925 /1 落地數(shù)顯鏜(táng)銑床是一台普通型臥式鏜床,X 軸( 立(lì)柱) 17 000 mm、Y 軸( 主軸箱(xiāng)) 6 000 mm、Z 軸( 滑枕) 1 500 mm、W 軸( 鏜杆) 1 500 mm。由於設備役
齡已超過25 年。目前主軸箱內各部件運轉情況不佳,主軸箱內個別齒輪、軸(zhóu)承、電磁(cí)離(lí)合器磨損(sǔn)嚴重,有較多部(bù)件必須進行更換,因此(cǐ)決定對主軸箱進行大修。
1 、主軸箱故障現象
主軸共有4 個擋位,經常使用Ⅲ擋。主軸在升速過程中有丟轉現象,加工工件過(guò)程中主軸有時自動停車故障。
主(zhǔ)軸(zhóu)經常在Ⅲ檔位置,主(zhǔ)軸75 kW 直流驅動電動機升速,但主軸轉速有時(shí)始(shǐ)終在一個速度轉速下運行,轉速肉眼很難辨別升速。分(fèn)析原因: 是否主(zhǔ)軸變檔有故障。查找變速4 個檔位,變檔油壓正(zhèng)常(cháng),變檔時齒輪齧合動作正(zhèng)確,變檔無故障。進一步查找,發現75 kW直流電(diàn)動機與主軸Ⅰ軸之間聯軸器內(nèi)部(bù)有異常響聲,初步(bù)判斷聯軸器內部有故(gù)障。拆下直流電動機,發現Ⅰ軸端上的聯(lián)軸器定位鍵已經滾鍵,Ⅰ軸上鍵(jiàn)槽已損(sǔn)壞,同時聯軸(zhóu)器(qì)上的鍵(jiàn)槽也已損壞。
由於T6925 /1 鏜銑床加工產品(pǐn)任(rèn)務繁重,處理方案是: 在Ⅰ軸已壞鍵槽(cáo)180°位置(zhì)重新加工一個鍵槽(cáo),磨削Ⅰ軸上固定聯軸器位置,根據Ⅰ軸尺寸,重新配製一個聯軸器。
由於原始設計(jì)問題,Ⅰ軸外(wài)端麵(miàn)上未加工拔卸孔。在拆卸主軸Ⅰ軸時,在Ⅰ軸端麵上焊接一個M12 螺栓,再用拔卸器,將Ⅰ軸整體拔(bá)出。拆卸Ⅰ軸上24 × 5mm 齒輪(lún)時,由於聯(lián)接的比較緊,因此用油壓(yā)機將齒輪卸下。
加工完聯軸器後(hòu),安裝Ⅰ軸齒輪時,由於齒輪(lún)與Ⅰ軸過盈配合。將(jiāng)齒輪、Ⅰ軸聯接部位用細砂紙(zhǐ)反複砂磨,不能將齒(chǐ)輪安裝到位(wèi),因此決定將齒輪加(jiā)熱安裝。
由於經驗不足(zú),用氣割火焰在齒輪(lún)上方烘烤(kǎo),因齒輪受熱不均,齒輪未能安裝到位,還有受阻部位。因此決定用小型80 t 油壓機點(diǎn)壓,將齒輪壓到位(wèi)。在(zài)未檢(jiǎn)查Ⅰ軸軸徑跳動、齒輪齒頂跳動及齒輪(lún)端麵(miàn)跳動情況下,將Ⅰ軸係安裝完畢。當主軸旋轉過(guò)程中,發現在Ⅰ軸與Ⅱ軸(zhóu)齒輪之間有“咯、咯、咯”間斷金屬撞擊聲音,速度越高聲音越大。由於鏜銑床任務較重,決定先加工產品,準備(bèi)好更換主軸Ⅰ軸係所有部件後,再(zài)對主軸箱進行一次大修。
出現金屬撞擊聲音原因分析(xī): ①在(zài)安裝Ⅰ軸上齒輪時,不能用火工烘烤齒輪,因為用火工烘烤,溫度控(kòng)製不準,容易造成溫度過高(gāo),改變(biàn)了齒輪材質,嚴重影響部件使用壽命,同時也造成不必要的損失(shī)。②Ⅰ軸(zhóu)上齒(chǐ)輪屬於變(biàn)位齒輪,要(yào)求Ⅰ軸與Ⅱ軸齒(chǐ)輪咬合緊密,跳動很(hěn)小(xiǎo),用小型80 t 油壓機點壓,控製不住齒輪安裝定位(wèi)精度。③安裝精度高的齒輪、軸承等部件,可以用特(tè)殊加熱設備,如: 軸承智能加熱器; 或安裝件與(yǔ)潤滑油同時加熱辦法,潤滑油溫度可加熱到230 ℃左右,讓被安裝件膨脹到一定尺(chǐ)寸後,即可(kě)安裝到位。
2、 主(zhǔ)軸箱(xiāng)大修前檢(jiǎn)測
( 2) 主軸Ⅰ軸上24 × 5 mm 齒輪齒頂跳動0. 22mm,端麵跳動0. 10 mm,軸(zhóu)徑跳動0. 02 mm,齒輪齒麵發(fā)生敲擊性點蝕研損。分析原因是(shì): 用小型80 t 油(yóu)壓(yā)機(jī)點壓齒輪,控製不住齒輪安裝定位精度,造成Ⅰ軸齒輪齒頂跳(tiào)動嚴重超差。將主軸齒(chǐ)輪調到4 檔位置,扳動Ⅱ軸齒輪,發現在Ⅰ軸與Ⅱ軸之間齒輪一周內有(yǒu)一硬點(diǎn)存在(zài),必須用力,才能扳過此點。
( 3) Ⅱ軸上齧合59 × 5 mm 齒輪,齒麵也發生齒麵點蝕損壞現象(xiàng),Ⅱ軸軸徑跳(tiào)動0. 05 mm,齒輪(lún)齒頂跳動0. 05 mm,Ⅱ軸齒輪接觸不好。
( 4) 主軸Ⅲ軸檢查正常。Ⅲ軸軸徑跳動0. 02mm,齒輪跳動0. 05 mm。Ⅲ軸是花(huā)鍵軸,Ⅲ軸內側軸(zhóu)承支架脫開(kāi)鬆動。
( 5) Ⅳ軸檢查發現箱體內端軸(zhóu)承保持架鬆動,間隙變(biàn)大。
( 6) 檢(jiǎn)查(chá)中發現鏜杆、滑枕無手動進給。
( 7) 鏜杆、滑枕移動運行不均,有竄動。
( 8) 滑枕移動(dòng)時反映速度慢,有時正反來回點動後,移動正常。更換部件準備(bèi)期定為1 個(gè)月。
3 、處理方案
( 1) 針對主軸箱箱體軸(zhóu)孔超差,因現場沒(méi)有可以加工主軸箱箱孔尺寸及保證精(jīng)度的設備,決定在軸承外徑鍍金屬鉻(gè),補償軸承安裝尺寸鏈。
( 2) 更換Ⅰ軸、24 × 5 mm 齒(chǐ)輪、1 套聯軸器、兩端軸(zhóu)承,在Ⅰ軸(zhóu)外端麵加(jiā)工一個M16 拔卸孔。
( 3) Ⅱ軸59 × 5 mm 齒輪,用角向砂輪機安裝細砂輪片(piàn)打磨,修複齒麵。
( 4) 更換(huàn)Ⅲ軸、Ⅳ軸軸承。因Ⅳ軸軸承定位端蓋被主軸箱尾部壓住,更換軸承,需解(jiě)體主軸箱(xiāng)與主軸(zhóu)箱尾部。
( 5) 解體鏜杆(gǎn)及滑枕手動進給係統,修複手動進給機構。
( 6) 解體(tǐ)鏜杆及滑枕傳動係統。檢查鏜杆、滑枕傳(chuán)動絲杠、絲母配合間隙,如(rú)果絲母與絲杠配(pèi)合間隙超差,則需將鏜杆、滑枕絲杠在車床上修複間隙後,再檢修加工兩套絲母副。
( 7) 滑枕移動的7. 5 kW 直流電(diàn)動機運轉正常,但有時滑枕不移動。滑(huá)枕傳動係統: ①滑枕與鏜杆移動共用一套驅動裝置6RA27; ②滑枕與鏜杆變速共用2套電(diàn)磁離合器———Ⅰ檔與Ⅱ檔,型號(hào)為DLM3 - 25,標配是花(huā)鍵; ③鏜杆與滑(huá)枕選擇(zé)電磁離合器,型號(hào)為DLM3 - 40,標配是花鍵。
檢查: 滑枕與鏜杆移動共用一套驅動裝置6RA27,鏜杆移動(dòng)正常,說明驅動裝置6RA27 工作正常。滑枕與鏜杆(gǎn)變速共用(yòng)2 套電磁離合器———Ⅰ檔與Ⅱ檔,鏜杆(gǎn)運轉正常,說明Ⅰ檔與Ⅱ檔離合器正常。測量選擇滑枕、鏜杆電磁離合器電壓為(wéi)+ 21 V 偏低,重新檢修及調整+ 24 V 電源後,滑枕移動稍有好轉(zhuǎn),但故障仍(réng)然出現。
用萬用(yòng)表檢查電阻阻值一致,但用大一(yī)點(diǎn)螺絲刀檢查4 套離合(hé)器,發現選擇滑(huá)枕離合器電磁磁力偏小。當選擇滑枕離合器得電時,用(yòng)螺絲刀能撬動(dòng),其他3 套離合器吸力較大。說明此(cǐ)套離合器內部有故障,處理方案是更換選擇(zé)滑枕離合器。
4 、主軸箱拆卸過(guò)程中出現的問題
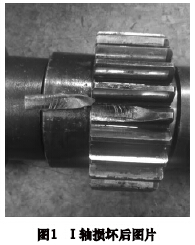
( 1) 主軸Ⅰ軸上24 × 5 mm 齒輪已打掉一個齒,斷麵現象不是一次斷裂(liè),斷麵(miàn)中間有一條橫向裂縫。通過斷麵裂痕分析原因: ①是否原有材質(zhì)鍛件存在隱患;②齒(chǐ)頂端跳嚴重(chóng)超差,齒輪受力不均,由於撞擊將齒撞掉,分(fèn)析原因是(shì)後者。
( 2) 解(jiě)體鏜(táng)杆及滑枕手(shǒu)動進給係統,發現固定進給(gěi)手輪(lún)齒輪組彈簧內卡已損壞,造(zào)成手輪進給有時齒輪卡不到合適位置(zhì),造成(chéng)手輪不能(néng)使用。重新(xīn)更換彈簧內卡後,手輪使用功能正常。
( 3) Ⅱ軸軸承外圈與(yǔ)端蓋未接觸,通過測量(liàng)間隙為3. 9 mm。為了防止出現部件損毀故障,重新加工一個外徑Ф160 mm、內徑(jìng)Ф128 mm、厚3. 9 mm 的墊圈,消除間(jiān)隙,保證Ⅱ軸係運轉正常。
5 、安裝及技巧
( 1) 鏜杆、滑枕(zhěn)絲(sī)杠、絲母(mǔ)研配: 鏜杆、滑枕絲杠(gàng)、絲母有磨損,在車(chē)床上(shàng)重新對兩根絲(sī)杠梯形螺紋進行(háng)精加工。大約單邊去掉0. 10 mm 左右,達到標(biāo)準後,再根據絲杠尺寸修理(lǐ)前(qián)、後對合的銅螺母,調整好絲杠、絲母間隙後把緊。
( 2) Ⅰ軸係安(ān)裝: 主(zhǔ)軸Ⅰ軸係有1 根軸、2 個軸承、1 個24 × 5 mm 齒(chǐ)輪。因為Ⅰ軸齒輪與Ⅱ軸齒輪齧合精度高,因此安裝(zhuāng)時要小(xiǎo)心(xīn)謹慎。
由於主軸箱箱體本身已磨損,通過之前測量固定Ⅰ軸內側軸承箱(xiāng)體軸承孔圓(yuán)度超過0. 09 mm,外側箱體軸承孔圓度為0. 07 mm,但不是橢圓(yuán)。因此將兩(liǎng)套軸承外表麵各鍍一層金屬鉻後,重新在磨(mó)床上磨圓。安裝時,兩套軸承重新與箱體研配(pèi),使其接觸均(jun1)勻,保證其有足夠緊力。
由於Ⅰ軸與24 × 5 mm 齒(chǐ)輪是過盈(yíng)配合,過盈配合量應(yīng)在0. 15 ~ 0. 02 mm 內(nèi)。將軸和齒輪接觸(chù)部位用(yòng)細砂紙研(yán)磨後,用(yòng)兩根銅棒(bàng)均(jun1)勻敲擊齒端,將齒輪敲擊到應有位置。
先(xiān)將Ⅰ軸(zhóu)內側軸承安裝到位,再用銅棒敲(qiāo)擊Ⅰ軸係外側軸承,使其均勻受力,並保證整體(tǐ)平穩運行,不能發生偏移。敲擊(jī)到位後,再用銅棒上下、前後敲擊(jī)Ⅰ軸外端麵,保證兩套軸承內部有初始間(jiān)隙。將Ⅰ軸側聯(lián)軸器安裝好,用手扳動聯軸器,保證帶動主軸整套齒輪齧合輕鬆,受阻力達到最小狀(zhuàng)態。
( 3) 滑(huá)枕絲杠安裝: 滑(huá)枕絲杠與滑枕齒輪箱相(xiàng)接,中間(jiān)有連接方鍵,對(duì)孔較難。如果先將滑枕絲杠(gàng)末端傳動裝置與滑枕側壁連接(jiē)固定好後,再對應絲杠前端與齒輪箱連接,用管鉗子扳動絲杠,很難將絲杠(gàng)前端與齒輪箱連接好。辦法是將滑枕絲杠前端與齒輪箱先(xiān)連接好,再固定滑枕絲杠末端傳動裝置,這樣安裝,方便準確快(kuài)捷。
( 4) 鏜杆絲杠安裝: 鏜杆絲杠在鏜杆內部,前端(duān)是支撐軸承,軸(zhóu)承外圈斜角度大(dà),為了方(fāng)便安裝。安裝鏜杆絲杠方法是: 先將絲杠傳動裝(zhuāng)置連接調整好間隙,整套傳動(dòng)裝置(zhì)固(gù)定到(dào)位後(hòu),直接(jiē)用管鉗子(zǐ)旋轉絲杠末端,直至發現(xiàn)鏜杆前端有移動,說明鏜杆(gǎn)絲杠前端(duān)軸承已經鑲嵌到軸承座內。而(ér)如果先安(ān)裝絲杠前端(duān)軸承進入軸承座內,則很難安裝到位。
6 、安裝過程中出(chū)現的(de)故障
( 1) 主軸C1000964 推力軸(zhóu)承安裝太緊: 推力軸承第一次整體安裝到位後,發現用(yòng)手板動Ⅱ軸齒輪時,板(bǎn)不動。主軸推力軸承前後總共有4 套軸承,軸(zhóu)承之間應留有0. 02 mm 間隙。如果將推力軸承調整過緊,造成主軸(zhóu)旋(xuán)轉受(shòu)阻。因此重新調整、敲擊推力軸(zhóu)承、配(pèi)合軸承(chéng)及連接部件,間隙調(diào)到適當。扳動Ⅱ軸齒輪時,主軸跟著旋轉,並且有一定的慣量,擰緊、壓(yā)緊螺釘(dìng)後,主軸旋轉較(jiào)為輕(qīng)鬆(sōng)為止。
( 2) 鏜杆製動離合器冒煙損(sǔn)壞: 主軸箱大修後,出現鏜杆製動離合器發熱,最後出現冒煙現象。查(chá)找原因: 鏜杆與滑(huá)枕驅動裝置是一套6RA27,要求鏜杆動,滑枕固定製動; 滑枕動,鏜杆製動。鏜杆與滑枕製動通過本身安裝的電磁離合器DLM3 - 25A 製動,位置相(xiàng)鄰,都在主軸箱末端。由於主軸箱大修(xiū)過(guò)程中,連接製動的電磁離(lí)合(hé)器(qì)線號(hào)未綁緊,造成線號(hào)脫落(luò)。安裝時(shí)將鏜(táng)杆與滑枕製動電磁離合器(qì)接(jiē)線(xiàn)連接錯誤(wù),造成鏜杆移動(dòng)時鏜(táng)杆製(zhì)動(dòng),滑(huá)枕移動時滑枕製動故障(zhàng)。同時7. 5 kW直流電動機運轉聲音沉悶,電磁離合器(qì)內摩擦片(piàn)受(shòu)磁力作用相互摩擦發(fā)熱,因此離合器出現冒煙故障。重新更換電磁離合器(qì),正確連接接線後,故障排除。
7 、結語
( 1) 在安裝齒輪(lún)時,不能用火工烘烤,因(yīn)為火工溫度掌握不準,同時溫度過高改變(biàn)了齒輪(lún)材質,嚴重影響部件使用壽(shòu)命。安裝齒輪也(yě)不能用油壓(yā)機點壓,因為控(kòng)製不住齒輪走(zǒu)向(xiàng)及精度要求。
( 2) 絲杠、推力軸承安裝時,注意安裝方案(àn)的準(zhǔn)確無誤,否則會引起不必要的返工。
( 3) T6925 /1 鏜銑床主軸箱大修後(hòu),主(zhǔ)軸傳動係(xì)統阻力小、噪聲小(xiǎo),達(dá)到預期目的。
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月(yuè) 金屬(shǔ)切削機床產量數據
- 2024年11月(yuè) 分地區金屬切(qiē)削機床產(chǎn)量數據(jù)
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月(yuè) 基本(běn)型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況(kuàng)
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口(kǒu)情況
- 2024年(nián)10月 分地區(qū)金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據