



摘要:簡要(yào)介紹了幾例數控加工中心主軸常見故障,從原理上分析(xī)故障產生的原因,並針對故障現象采取了合理的解決方法。
1. 案例1
故障現象:一(yī)台漢川機床廠(chǎng)生產的型號為XH714D立式加工(gōng)中心,係統釆用FANUC 0i Mate-M D,在執行主軸轉動指令(lìng)時,無論設定多大轉(zhuǎn)速,主軸均以3~5r/min的速度轉動,而且在機床運行幾分鍾後(hòu),主軸停止轉動,係統並提示“ 主軸控製器未就緒”報警,如圖1所示(shì)。
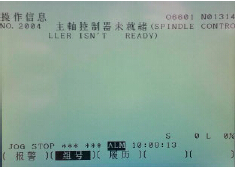
圖1
故障分析與解決:筆者打開機床電氣櫃,發現主(zhǔ)軸控製器提示“Er-11”報警,如圖2所示,此報警為超載故障報警。產生此故障的(de)原因一般是由於電動機超載運轉、傳動線路機(jī)械卡死和控製器與主軸電動機配線線路斷接或短路等原因造成的。

圖2
首先關閉機床,用手轉動主軸,主軸傳動鏈轉動平穩,未見異常情況;然(rán)後將主軸控製器與主軸電動機配線折下重新安(ān)裝,再次打開機器故障依(yī)然(rán)存在。
當筆者再次檢查控製器到主軸電動機(jī)配線(xiàn)時,發現主軸軸流風機防護罩上已布(bù)滿了灰塵,如圖3所示。經(jīng)檢查,軸流風機(jī)轉子由於機械故(gù)障無法(fǎ)轉動,從而造成超載故障。筆者更換軸流風機後,再次啟動機床故障排除。

圖3
2. 案例2
故障現象: 一台大河(hé)機床廠生產的型號為Z X K 5 0 , 采用G S K980M Dc係統經濟(jì)型數控鑽銑加工中心,出現(xiàn)“主軸低(dī)擋換高(gāo)擋失(shī)敗,主軸不在高擋,請重新換擋”報警信息。
故(gù)障分析與解決:這(zhè)台機床不是通過變頻器實現無級(jí)調速,而是通過氣缸帶(dài)動滑移齒輪實現主(zhǔ)軸2級自動換擋功能,而氣缸是通過(guò)電磁閥來控製的,如圖4所示。也是說在氣壓(yā)正(zhèng)常的情況下,出現此故(gù)障是由於氣缸沒有動作或沒有到位而造成的。
於是筆者通過手動(dòng)操作電磁閥,主軸(zhóu)換擋正常。從(cóng)而可以證明故障是由於電磁閥損壞造(zào)成的。更換電磁閥(fá)後,故障排除。

圖4
3. 案例3
故障現象:同樣一台大河機床廠生產的型號為ZX K50,采用G S K980M Dc係統經濟型數控鑽銑加(jiā)工中心,由於主軸機械卡死無法(fǎ)工作。
故障(zhàng)分析與解決:該機床主要用來完成鑽、銑、鏜、擴孔和攻螺紋等多工序的加工。最初機床(chuáng)在工作過程中,主(zhǔ)軸時而伴隨有“吱吱(zī)”聲,後(hòu)來噪聲越來越大,從而造成主軸卡死。在現(xiàn)場分析故障時,發現主軸軸(zhóu)頭部分需要定期加注(zhù)高速潤滑脂。詢問操作工人得知,機床已使用一年左右(yòu),從來沒有在此處加注高速潤滑脂。而且在主軸出現有噪聲
時,似乎有金屬粉末從主軸軸頭處落下。把主軸抬高確實發現主軸軸頭處有金屬粉(fěn)末。現在可以確定是主軸前支撐軸承損壞造成主軸機械卡(kǎ)死。從機(jī)床廠家提供的主軸結構圖中得知(zhī),主軸前支撐配置高精度D3182112雙列圓錐滾子軸承與E8112推力球軸承組合,D3182112雙列(liè)圓錐滾子軸承是提高主軸徑向剛(gāng)度,而E8112推(tuī)力球軸(zhóu)承承受軸向切削力。
筆者拆下主軸,發現前端兩個軸承由於沒有定(dìng)時加注高速潤滑脂已完(wán)全損壞,如圖5所示。更換(huàn)主軸前支撐的(de)兩個軸承後,主軸轉(zhuǎn)動正常,但換刀(dāo)時主軸定向準(zhǔn)停位置不正確(què),從而造成機床無(wú)法換刀。

圖5
筆者查看主軸伺服驅動單元使用手冊,總結出進行定向的操作流程如下:
上電(diàn)後,調出監視菜單,按鍵顯示,符號(hào)“E”表示主軸處於不確定的定向位置,其值不能(néng)作為定向(xiàng)位置參考值(zhí)。確保伺服單元使能已經斷開,將主軸慢慢調整到定(dìng)向點,然後記錄下, 顯示的位(wèi)置,寫入參數PA103中(zhōng),這一參數就是定向位置。
主軸拆卸和安裝注意事項:
(1)主軸在拆(chāi)卸過程中(zhōng),要牢記零部件拆卸(xiè)的順序及位置(zhì),並用記號筆作標記,對(duì)於關鍵或複雜部位可用手機或數(shù)碼相機拍照,防止在(zài)安裝過程中出錯。
(2)主軸在安裝前,應先查(chá)看主軸各軸(zhóu)承的潤滑情況;清潔箱體與主(zhǔ)軸有接觸的(de)部位,有銳角的地方要注意去除。
(3)在固定主軸於主軸箱時,要使用扭力扳手,且鎖緊力(7 000N)必須一致,不能有(yǒu)傾角(jiǎo)出現。
(4)特別(bié)要提醒操作工人,要保(bǎo)證主軸各軸(zhóu)承的潤滑情況,並及時加注潤滑油,確保機(jī)床正常運行。
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金(jīn)屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源汽車銷(xiāo)量(liàng)情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
- 機械加工過(guò)程圖示
- 判(pàn)斷一台加工中(zhōng)心精度的(de)幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數(shù)控係統和數控機床何去何(hé)從?
- 中國的(de)技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械行業最新自殺性營(yíng)銷,害人害己!不(bú)倒閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點智造,多談點製造
- 現實(shí)麵前,國人沉默。製造業的騰飛,要從機床(chuáng)
- 一文搞懂數控車床加工刀具補償(cháng)功能
- 車床鑽孔攻螺(luó)紋加工方法及工裝設計
- 傳統(tǒng)鑽削與(yǔ)螺旋(xuán)銑孔加工工藝的區別