



立式加工中心立(lì)柱多目(mù)標優化(huà)設計
2015-12-4 來源: 福州大學研究生院 福建工程學院 作者:楊(yáng)絮娜 彭晉民
摘要: 在PROE 和ANSYS Workbench 的平台上(shàng)建立VL855 加工中心立柱結(jié)構的參(cān)數(shù)化模型,進行Static Structural 和Modal 分析; 通過靈敏度分析選定立柱的壁(bì)厚、導軌麵凸台厚度、筋板厚度、螺栓槽間距為優化的設計變量,立柱的質量、最大變形、第一階段振型作為目標變量,進行多目標優化。結果表明: 優化後,立柱質量減少5. 2%,立柱在同樣載荷情況下變形量與優化前變形量相近,其低階模態(tài)有所提高,滿足工作狀態動態要求。
0 前言
在機床等裝(zhuāng)備結構設計中,通常運用選型(xíng)法、ANSYS 優化等進行優化解決了較多的工程實際問題。仇君等人(rén) 通過分(fèn)析立柱不同(tóng)加(jiā)載方式,運用力學理論知識采用選型法對鑽床(chuáng)立柱結構設計進(jìn)行優化; 盛豔君等根據CK516 數控車床的立柱的動靜態分析結(jié)果確定需(xū)要改變立柱的壁厚來達到減重的目的; 以上都是(shì)基於經(jīng)驗和判斷做出結構(gòu)的改(gǎi)變方案,必要時則(zé)需要多次的設計方案修改。Dezhong 等 ]數控利用FEA 鑽床的關鍵部件立柱結構(gòu)以(yǐ)減輕質量為優化優化目標進行尺寸和拓撲優(yōu)化,使立柱的質量(liàng)減少了7. 36%,但無(wú)法(fǎ)同時實現減少立柱的受力變形或提高振動頻率。本文作者通過ANSYS Workbench 應用立(lì)柱模型參數與響應麵法[4]實現關於立(lì)柱質量m、靜力變形δ 及第一階模態f 為多目標的n 個(gè)結構設計變量的函數表達式,形成n 維空間曲麵,從(cóng)而通過目標優化驅動,得到最優(yōu)解。
1 、立(lì)柱結構分析與建模
1. 1 立柱結構三維模型的確定
如圖1 所示為立(lì)柱簡化CAD 模型。建模(mó)時忽(hū)略了對(duì)網格劃分(fèn)十分不(bú)利的小特征如倒角、圓角等(děng)[4]。根據立柱的結構特點,立柱的壁厚與內部筋(jīn)板很(hěn)大程度上決定了立柱動態性,因而主要通過(guò)選擇立柱的壁厚、內部筋來進行立柱(zhù)的優化。
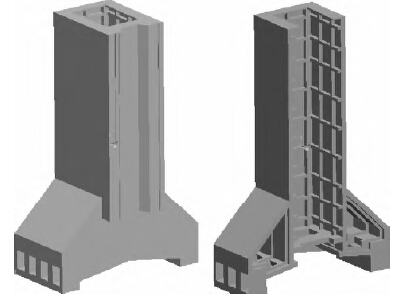
圖1 立柱CAD 模型
1. 2 立柱的動態特性分析
1. 2. 1 加工中心立柱載荷分析
1. 2. 1. 1 立柱的(de)力學模型分析
加工中心立柱所受的加(jiā)工載荷是通過主軸(zhóu)箱傳(chuán)遞的,其力學模型(xíng)如圖(tú)2 所示。
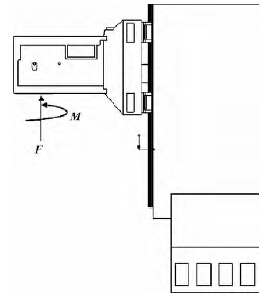
圖2 立柱結構的(de)力學模型
加工中心在鑽(zuàn)削時的鑽削力和鑽削扭轉計算公式(shì) :
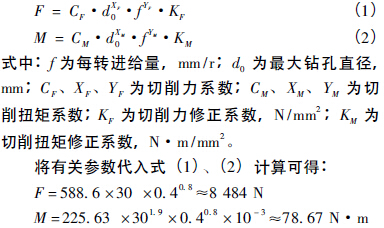
圖3 立柱結構網格劃分
對(duì)該模型加(jiā)載分(fèn)析,得到立柱(zhù)的變形圖,如圖4所(suǒ)示。

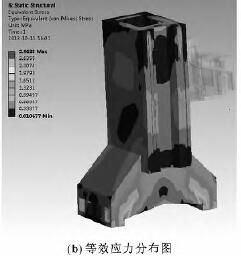
圖(tú)4 立柱加載變形圖
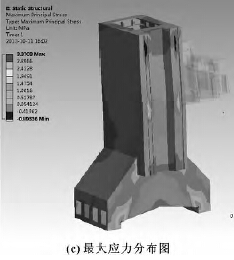
由計算結果可知,立柱的總體位移的最大變形變形值為0. 067 671 mm,發生在立(lì)柱的前壁上端; 立柱的結構(gòu)的(de)剛性影響整機加工精度,主要是反映在導軌麵的變形,特別是與主軸箱所在位置,總(zǒng)體來看,主軸箱所在位(wèi)置的導軌麵變形最大不超過0. 056 mm,這(zhè)說明該(gāi)立柱的剛度還(hái)是可(kě)以滿足加工(gōng)要求。從立柱的應力分布圖來看,立柱結構大部分應力在2. 97MPa 以下,最大應力值為3. 37 MPa; 遠小於灰鑄鐵的強(qiáng)度極限300 MPa。
1. 2. 2 加(jiā)工中心模態(tài)分析
在約束(shù)狀態(tài)下,計算出立柱的前六屆(jiè)模態振型圖,如圖5 所示(shì)。


圖5 立柱結構振型
VL855 加工中心的主(zhǔ)要轉速是在0 ~ 4 000 r /min,立柱結構的第一階模態是72. 801 Hz,略高於機床(chuáng)的主要工作頻率範圍,其立柱振型(xíng)的振幅(fú)較大出現在立(lì)柱(zhù)上端導軌麵,可以通過減小導軌麵凸台(tái)壁厚來提高立柱的模態。
2 、立(lì)柱的結構多目標優(yōu)化
2. 1 優化參數的選擇
在保(bǎo)證(zhèng)立柱(zhù)動態性的同時,對立柱的整體結構(gòu)進行優化。在立式加工中心鑽削載荷中,彎矩是其主要作用載荷(hé),立柱變形形式主要(yào)以彎曲變形為主,因此立柱的(de)變形應與(yǔ)截麵抗彎慣性矩有關,應可以通過改變立柱的壁厚、導軌麵凸台壁厚來優(yōu)化立(lì)柱結構; 先(xiān)選定立柱的(de)壁(bì)厚、導軌麵凸(tū)台壁厚、筋板厚度、螺栓槽間距為(wéi)優(yōu)化的設計變量(liàng),將立柱的質量m、最大變形δ、第一階段振型f 作為目標變量。
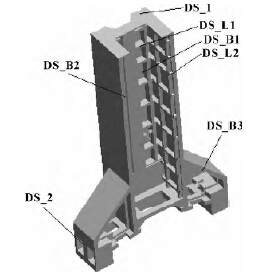
圖6 立(lì)柱剖麵圖
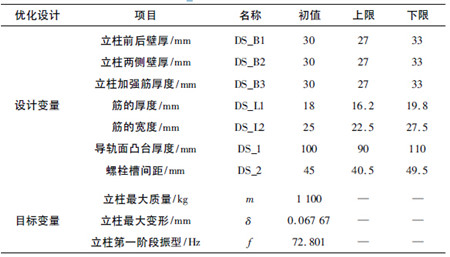
在ANSYS Workbench 中DOE ( design of experiments)模(mó)塊是多目標優化設計的工具[6]。多目標優化設計指建立起多(duō)個目標函數,通過數值計算使模型的多項性能指標(biāo)盡可能地達到最好。與單目標優化(huà)設計不同,多目標優化設計的最優解是一個集合,並不是全(quán)局的最優解[7]。在Design Exploration 模塊中的多目標優化設計D0E 中設(shè)置各設計變量及其與立柱其他尺寸參數之(zhī)間的關係,其優化參數如(rú)圖6、表1 所示。
表1 立柱優化參數
2. 2 優化參數靈敏度分析
在結構(gòu)優化設計中(zhōng),靈敏度(dù)分析是分析參(cān)數的變化對(duì)模型最優解的敏(mǐn)感程(chéng)度,通過靈敏度分析可以確定參數對模型有多大的影(yǐng)響,去掉影響較小的(de)參數。在立柱結構(gòu)優化設計中,通過靈敏度分析( 如圖7)可得到為各種迭代法實現最優化所需要的設計變量,因此靈(líng)敏度分析是任何最優化的重要一步[8]。
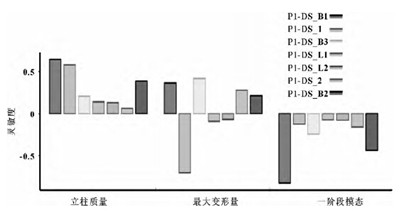
圖7 靈敏度分析(xī)
2. 3 優化分析與結(jié)果
由(yóu)於(yú)立柱優化目標是希望立柱的質量目(mù)標函數、最(zuì)大變形(xíng)目標函數減小(xiǎo)、一階段模態目標函數增大,因此質量、最大變形(xíng)目標函數的希望值設置為Minimize,一階模態(tài)目標(biāo)函數希望值設置為Maximize,但是其主要目標是減(jiǎn)輕(qīng)質量,故立柱的3 個目標函數的優先級不同: 質量為較高(gāo)等級(jí)( Higher) ,最大變形為(wéi)中間級別( Default) ,振型為較低級別( Lower) 。
2. 3. 1 立(lì)柱最大變形目標(biāo)函數的響應
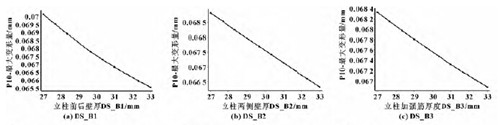
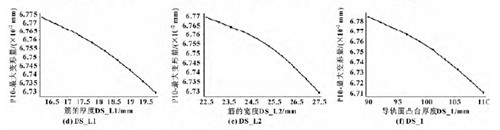
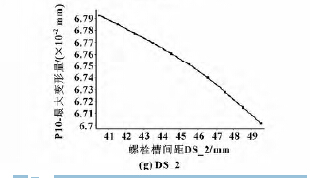
圖8 靜力最大變形對各個輸入參數的響應圖
2. 3. 2 立柱一階模態目標(biāo)函數(shù)的響應
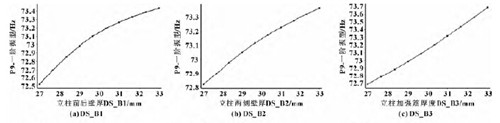
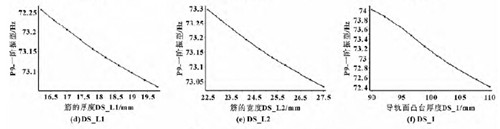
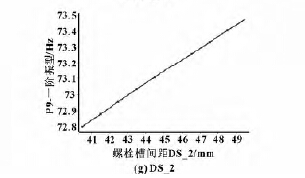
圖9 一階振型對各個輸入參數的響應圖
根(gēn)據圖8 和圖9 的(de)響應曲線可知,隨著輸入參數的減小,結構低階最大振型的增大,有可能出現(xiàn)質量輕且低階振型(xíng)較大的情況。
2. 3. 3 立柱的多目(mù)標優化(huà)
如上所說,多(duō)目(mù)標優化得到(dào)的是一個最優解的集合(hé)。在Workbench 中的(de)得到了(le)3 個較優的(de)可行方案,分別如圖10 所示。

圖10 優化可行解圖(tú)
通過對比確定,以(yǐ)減重的標準選取立柱的最優方案(àn)應為圖9 中所示的方案A,此方案中,減少了(le)立柱導軌麵凸台厚度、增大加強筋板的厚度,增大了立柱的振型(xíng),並通過減少立柱兩側的(de)壁厚,使立柱的質量由原來的1 100 kg 減小到1 042. 6 kg,減少了5. 2%。
3 、結束語
通過(guò)對立柱的動態分析和參數優(yōu)化可知,立柱(zhù)壁厚、導軌麵凸台壁厚是影響立柱整體動靜(jìng)態特性的主要因(yīn)素。優化(huà)後的立柱的(de)最大整體變(biàn)形略有增大(dà),但仍滿(mǎn)足(zú)靜態性能要求,而一階振型為72. 801 Hz 增大到75. 089 Hz 滿足動態性能要(yào)求,同樣滿足工程要求,綜上所述優化減重5. 2% 後的立柱滿足動態性能要求。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點(diǎn)
| 更多
")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車(chē))產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新(xīn)能(néng)源汽車(chē)銷(xiāo)量情況
- 2024年8月 新(xīn)能源汽車產量數(shù)據
- 2028年(nián)8月 基本型乘用車(轎車)產量(liàng)數據(jù)
博(bó)文(wén)選萃
| 更多
- 機械加工過程(chéng)圖(tú)示(shì)
- 判斷一台加工中心(xīn)精度的幾(jǐ)種辦(bàn)法
- 中走(zǒu)絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技(jì)術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械行業最新自殺性營銷(xiāo),害人害(hài)己!不倒閉(bì)才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製(zhì)造
- 現實麵前,國人沉默。製造(zào)業的騰飛,要從機(jī)床(chuáng)
- 一(yī)文(wén)搞懂數控(kòng)車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別