


塗層(céng)對硬質(zhì)合金基體(tǐ)強度的影響
2020-2-4 來源:江西江鎢(wū)硬質合金有限公司 作者:江啟軍,李穎,何(hé)海(hǎi)明
摘要: 在實際切削中發現塗層刀具(jù)的耐衝(chōng)擊性(xìng)能與硬質合金(jīn)基體的設(shè)計預期存在一定(dìng)差異。通過試驗研究得出了不同粒度塗層和(hé)非塗層硬質合金刀具的強度變化規律,發現在 500℃ - 1100℃ 的塗層溫度下,硬質合金基體的強度均有不同程度的下降,為塗層刀具基體材質的設計提供了參考。
關鍵詞: 強度; 塗層; 刀具; 耐衝擊
1 、引言
硬質合金強度是(shì)表征產(chǎn)品(pǐn)韌(rèn)性、抗(kàng)衝擊能力(lì)的關鍵指標之一。在斷續切削、不均勻(yún)切削(xuē)( 包括帶黑皮加工) 等金屬切削加工領域,刀具斷裂或崩碎是最主要的失效方式,因此對硬質合金基體強度提出了極高要求。
在(zài)現代(dài)切削加(jiā)工中,塗層技術的(de)引入使(shǐ)刀具的耐高溫(wēn)、耐磨、耐腐蝕等性能都得到了很(hěn)大提升,達到了(le)高速加工(gōng)的要求。但由於塗層刀具在高速加(jiā)工中的耐衝(chōng)擊能力不理想,國內大部分工況惡(è)劣的粗(cū)加工領域還在使用切削效率非常低的非塗層刀具(jù)。經過分析和研究認為,塗層過程中(zhōng)硬質合金基體(tǐ)長(zhǎng)時間處於(yú) 500℃ - 1100℃,對基體的強度會產生不利影響,使塗層刀具的耐衝擊性能(néng)下降。
2 、試驗方案與試驗結果
試驗選用 6 種 K 係列塗層硬質合金基體牌號,基體 WC 粒 度 分 別(bié) 為 0. 4μm、0. 6μm、0. 8μm、1. 5μm、3. 0μm 和 4. 0μm,其主要(yào)成分為 WC + Co,含(hán)有微量添加劑。每個牌號選用同一批原料,分別壓(yā)製 5. 25mm × 6. 5mm × 20mm 的強度試樣條 30根,同爐同舟(zhōu)皿一次燒結出來。取 10 根磨製試樣進行(háng)強度檢測,取未磨毛坯試樣條(tiáo) 10 根進行 CVD 塗層、10 根進行 PVD 塗(tú)層。對塗層後的試樣條分別進行磨(mó)樣,並(bìng)檢測硬質合金基體的(de)強度(dù),從而研究塗層後各種粒度(dù)的硬質合金基體強度的變化。
圖 1 為不同粒度基體在塗層前後(hòu)強度的變化情況。除去試驗中磨樣、人為(wéi)操作等偶然因(yīn)素外,由圖1 可知(zhī),強度變(biàn)化趨勢明顯,同一種基體牌號燒結後(hòu)強(qiáng)度 > PVD 塗層後強度 > CVD 塗層後強度。
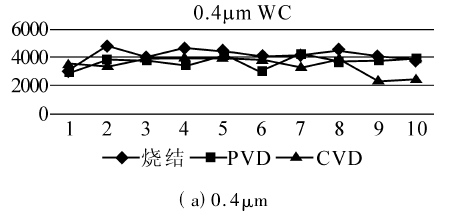
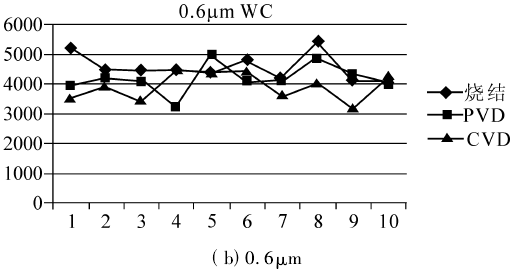
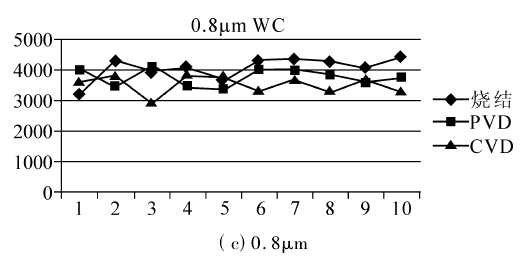
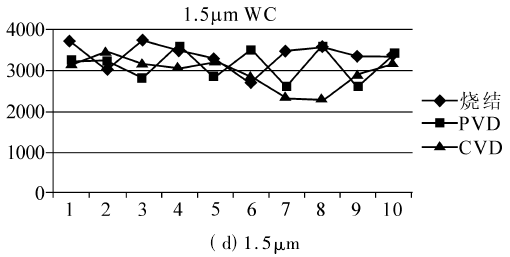
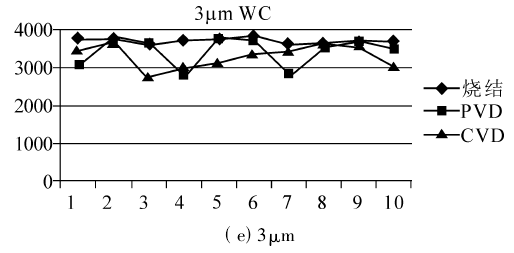
圖 1 不同粒度的基體強度變化(huà)
圖 2 是試樣條在燒結態、PVD 塗層態和 CVD 塗層態的(de)平均強度變化趨勢。由圖 2 可知,試樣(yàng)經過PVD 和 CVD 塗層後強(qiáng)度呈(chéng)下降趨勢,且 CVD 塗層比 PVD 塗層降(jiàng)低得(dé)更多。
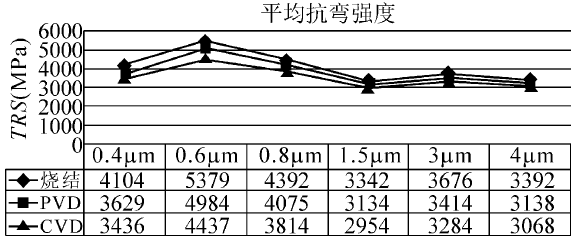
圖 2 不同晶粒度的基體塗層前後的平均抗彎強度變化
圖 3 是 PVD 塗層態和 CVD 塗層(céng)態試樣條相(xiàng)比燒結態試樣條的強度下降幅度對比(bǐ)。由圖可知: WC 粒度 0. 4μm 的牌(pái)號,PVD 塗層(céng)態強度下降約 11. 6% ,CVD 塗層態強度下降 16. 3% ; 其它硬質合金基體牌號 PVD 塗層態強度下降在 6% - 8% 之間(jiān),CVD 塗層態強度下(xià)降了 10% - 12% 。隨著(zhe)粒度的加(jiā)粗,PVD 塗層後的強度降低幅度先減少後又增加,CVD塗層後的強度降(jiàng)低幅度(dù)則隨著晶粒度的加粗而降低。
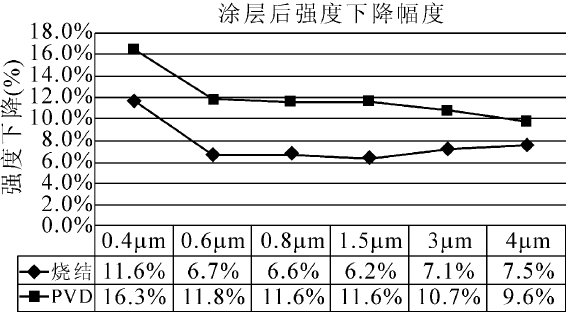
圖 3 不同晶粒度基體塗層後的強度下降幅度對比
通過以(yǐ)上試驗發現(xiàn),經(jīng)過 PVD 塗層和 CVD 塗層後,同一種硬質合金基體牌號的塗層刀具強度比非塗層刀具降(jiàng)低約 10% 。在(zài)設(shè)計(jì)塗層刀具基(jī)體牌號時要充分考慮這一強度降幅,才能保證刀(dāo)具(jù)在實際切削過程中的抗衝擊性達到基體設計的(de)要求。
3 、結語
在高速、高效加工中,不僅要求刀具具有耐高(gāo)溫、高耐磨和抗衝擊等性能,還(hái)要求(qiú)獲得最佳的表麵加(jiā)工質量,刀具塗層工藝是滿足當前(qián)金(jīn)屬切削加工(gōng)需求的(de)基本途徑之一。本文的研究結(jié)果揭示了塗層對硬質合金刀具基(jī)體強度的影響規(guī)律,對設計硬質合金塗層刀具基體材質、探索塗層溫度下硬質合金基體材(cái)質變化都有一定幫助。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息
金馬")
業(yè)界視點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量(liàng)數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口(kǒu)情況(kuàng)
- 2024年(nián)11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車(chē)銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金(jīn)屬切削機(jī)床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多