


生(shēng)產效率意味著按時交貨和(hé)客(kè)戶滿意
2020-2-1 來源:山高谘(zī)詢部門業務開發經理兼技術培訓經理 作者:Patrick de Vos
上海, 2020 年 01 月 - 機(jī)加工(gōng)車間力求以最高效的方(fāng)式交付滿足客戶質量要求的零件。傳(chuán)統上,製造企業以投資回報率來衡量效率。衡量成功的標(biāo)準是持續不斷(duàn)地(dì)加工成千上萬的零件,並且保持一台或多台(tái)機床的穩定產量。如果滿足這些條件,那麽製造(zào)零件(jiàn)的機床(chuáng)被認為是高效的(de)。
如今,製造商(shāng)越來越(yuè)多地執行多品種/小批量的生產方案來滿(mǎn)足各(gè)種不同的客戶需(xū)求。批次大小可能從數百件到數件不等。然而,即使車間的所有機床日夜不停地運轉,客(kè)戶仍可能需要(yào)排起長龍,翹首以待他們訂購的零件。大批量生產策略與小批量生(shēng)產方(fāng)案的靈活性和複雜計劃要求相矛盾。
在當前(qián)的製造環境中,生(shēng)產效率意味著在以下兩方(fāng)麵之間實現靈(líng)活的平(píng)衡:最大限度提高產量與按時(shí)履行各種不同的個體客戶(hù)訂單。理想結果為:按時交貨,客戶滿意。
質量控(kòng)製
在(zài)平衡產量和需求的同時,製造商必須(xū)確(què)保產品質量。處理質量(liàng)不合格的零件將會(huì)打亂生產(chǎn)計劃,耗費時間和金錢,並且造(zào)成交貨延期。無序的生(shēng)產(chǎn)計劃(huá)會導致生產停工,機床閑置,同時為了處理停工所造成的不可預見的(de)問(wèn)題(tí),車間的勞(láo)動力成本也會成倍增加。
製(zhì)造業的工件質量一般是(shì)指(zhǐ)滿足零件(jiàn)尺寸(cùn)和表麵粗糙度要求。質量的另一種衡量標(biāo)準,即按時交貨,可以稱為“流程質量”。製造商必(bì)須嚴格控製生產流程,確保計劃的生(shēng)產時間足以完成工作,並在承諾(nuò)的期限內將產品交付給客戶(hù)。
客戶滿意 VS 利潤收(shōu)入
車間的機床可以晝夜不停(tíng)地(dì)運轉,但如果不能按時交貨,客戶會失望並不再(zài)購買車間的產品,車間就會停工。盡管(guǎn)讓客戶滿意是首要(yào)目標,但僅關注客戶滿意(yì)度可能會危及車間的盈利能力。關注客戶無疑是至關重要的,但製造商必須最大限度(dù)地利用自身的設備,同時還要滿(mǎn)足(zú)客戶的零件數(shù)量、質量要求和交貨(huò)要求。
承諾和計劃
成(chéng)功的製造涉及到製造企業中多個團隊的相互協調。一個團隊負責在(zài)客戶訂購零件時,向客戶作出一些關(guān)於(yú)成本、質量和(hé)交貨時(shí)間的承諾。企業中的(de)其他(tā)團隊,包(bāo)括(kuò)設計、采購、車間工人和管理人員,負責確保這些(xiē)承諾得以遵守。
不同的團隊對效(xiào)率的看法有所不同。加工人員希望優化單個加工流程以獲得最大產(chǎn)量。技術加工流程之外的其他團隊關注的重點(diǎn)是提高係統的整體性能。他們分(fèn)析整體設備效能 (OEE)、勞動生產率等問題(tí)。
效率的核心
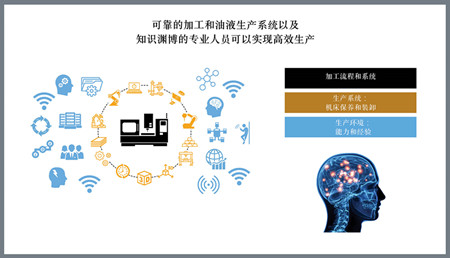
如(rú)果用基本生物學術語來描述製造效率,那麽任何生產作(zuò)業的核心(心髒)都是加工流程。雖然身體的心(xīn)髒是不可或缺的,但它本身並不起作用。除(chú)了心髒外,係統還包括大(dà)腦和身(shēn)體的其餘部分(fèn)。
在製造業,如果說“心髒”是加工技術,那麽“身體”就是包括(kuò)工程、業務計劃和管理在內的整個製造組織(zhī)。組(zǔ)織的“大腦”是負(fù)責協調係(xì)統所有要素的人員(yuán)。然而,大腦不能簡單地讓心髒加速跳動,就像一(yī)個人不能僅僅通過認為心跳會加快來控製自己的心跳一樣。同樣,從理性的角度來看,加工(gōng)流(liú)程並非總是可控的。
在當今(jīn)的數字技術和工業物聯網(wǎng) (IIoT) 領(lǐng)域,人們(men)(特別是年輕人)希望掌握有關控(kòng)製加工(gōng)流(liú)程的答案和明確規則。然而事實是,在許多情況下(xià),並沒有合理的規則,人們必(bì)須接(jiē)受(shòu)、應對和解決加工中出現的意外問(wèn)題(tí)。
意(yì)外問(wèn)題和技(jì)術不熟練的工人
在理想狀況下,車間工人(rén)擁有豐富的知識、技能和(hé)經(jīng)驗來處理加工流程中出現(xiàn)的意外問題。然而,許多車間管理(lǐ)人員表示很難去培養一支技術精湛的員工隊伍。盡管培訓可以彌補技術(shù)工人的知(zhī)識短(duǎn)缺,但員工缺乏學習新技能的積極心態,因此(cǐ)這類培訓常(cháng)常徒勞(láo)無功。車(chē)間(jiān)管理人員反映(yìng),員工往往認為自己掌握的技能足(zú)以應對工作,不需要額外的培訓。(見附注)
總(zǒng)製造時間
分析(xī)車間的效率(lǜ)並消除浪費通常可以獲(huò)得(dé)額(é)外的(de)加工時間,從而更靈活、更快地響應客(kè)戶(hù)的需求。製造一個零件所需的總時間是(shì)許多環(huán)節的(de)總和,包(bāo)括實際加工時間、刀具(jù)裝卸、工件操控(kòng)、質量檢查、計劃外問題、等待過程、管理任務等(děng)等。
有些環節是必不可少(shǎo)的,例如(rú)換刀和工(gōng)件操控。除(chú)了必要的流程外,車間還需要花時間處理不可預見的情況,例如生產計(jì)劃變(biàn)更、質量問題和等待缺少的刀具或工(gōng)件材料。
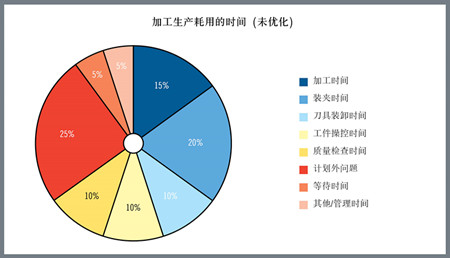
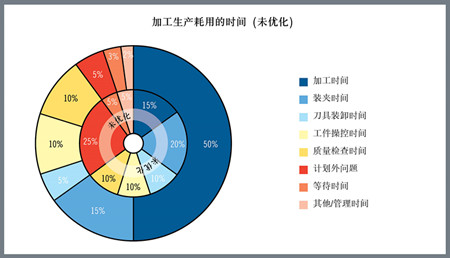
在一份案(àn)例中,一個(gè)車間審查了加工(gōng)某個零件所涉及的許多不同環節,以(yǐ)確定每個環節消耗的時間量(圖 3)。實(shí)際加工時間占總生產時間的 15%,機床(chuáng)裝夾和等待過程消耗了四分之一的時間,而計劃外(wài)問題,例如缺少(shǎo)或延遲獲取刀具或(huò)為清除過長的切屑而停(tíng)工,則占 25% 的時間。通過減(jiǎn)少計劃外問題、機床裝夾時間、刀具裝卸、等待和管理所需的時間,實際加工時間(jiān)增加到總時間的 50%(圖 4)。增加的時間為車(chē)間提(tí)供了更大的靈活性,可使加工操作與客戶的具體作業要求相匹配。
省時措施的不可預見影響
在進行與上述類似的(de)省時調(diào)查後,另一個車間把主軸有效(xiào)切(qiē)削零件的時間延(yán)長(zhǎng)了三倍。不過,該車間發現,零件產量並沒有得到三倍的回報。
通過(guò)進一步的研究,車間發現了(le)導致該現象的一些問題。一個主要問題是,原來的加工時間包(bāo)括機外去毛刺。省(shěng)時措施指出,在機床本身(shēn)上可以更高效地去毛刺。但是,當把機外去(qù)毛刺作業移到(dào)機床上執(zhí)行時,主軸的整體(tǐ)運行時間因(yīn)執行去毛刺作業而(ér)增加了。這種(zhǒng)情況表明(míng),在一個方麵節省時間可能會導致在另一個(gè)方(fāng)麵增加(jiā)時間消耗,或導致效率顯著下降。
因此必須考慮與整個製造流程相關的操作變化。這是一個難以達成的平衡,除了盡可能有效地利用可用的時間外(wài),沒有任何通用的(de)規則。
改變計劃
要實現出色的效率和靈活性,需要不斷地適應日益(yì)變化的生產需求。改變通常源於外部因素,例如客戶修(xiū)改產品設計或(huò)更改(gǎi)所需的零件(jiàn)數量。製造車間必須根據需要改變自身的計劃(huá),但這可能會擾亂車間(jiān)的(de)整體計劃,導致生產混亂無序(xù),進而引發更嚴重的生產中斷。
當生產計(jì)劃混亂無序時(shí),一些車間會隨意地安排工件加工,他們在任何可用的機床上開展生產,並造成諸多問題。這種情況會變成惡性循環。一旦出現計劃問題,它們便會像(xiàng)病毒一樣蔓延。輕微的幹(gàn)擾很快就會演(yǎn)變成嚴重的混亂。就像人體病毒一樣,這種破壞是(shì)難以解決的(de)。備(bèi)用產能選項
有效提高車間效率和靈活性的一種方法(fǎ)是增加備用加工產能。備用(yòng)產(chǎn)能的概(gài)念對於大多數車間來說是陌(mò)生的,車間的財務部門可(kě)能會支持投資新的加工產能,但要求新的設備不能閑置。他們把機床視為一兩百萬歐元(或美元)的投(tóu)資(zī),無法容忍斥巨(jù)資采(cǎi)購的設備隻(zhī)是作為備用產能,並且這些設備可能會閑置不用,隻是偶爾投入生產。但實際上,備用產(chǎn)能確實起到了一些重要的作(zuò)用:確保讓客戶滿意。這是一種有用的備份,可(kě)以提高車間的靈活性,並且便於車間處理一些不可預見(jiàn)的問題。
某(mǒu)些情況下(xià),車間會使用自身的設備,而不是購買備用機床,直到車間因不(bú)堪重負而求助於分包商。但是(shì),如果該分包(bāo)商同樣麵臨工作(zuò)量過大、人員不足的問題,那麽責任就(jiù)會轉(zhuǎn)移到另一方。由於購買的設(shè)備最多就是偶爾使用一(yī)下(xià),因此很難說服(fú)車間建(jiàn)立備(bèi)用產能。
長交貨期 VS 按時交貨
按時交貨的壓力可能會增加實際生產時(shí)間。如(rú)果在正(zhèng)常(cháng)條件下完成一(yī)份製造訂單需要一周的時間,但(dàn)客戶希望(wàng)得到按時交(jiāo)貨的絕對保證,那麽(me)車間可能規定提前兩周交貨,以提供時間緩衝。另一種情況是,如果客戶要求車間在某個日(rì)期之前提供一個成品工件,車間可能(néng)會啟動兩個工件的生產(chǎn),以備在第一個工(gōng)件出現(xiàn)意外情況(kuàng)時使用第(dì)二個工件。這些臨時做法(fǎ)無謂地消耗了生產(chǎn)時間(jiān)且增加了費用(yòng),並且導致(zhì)實際交貨時間越出(chū)了正常交貨時間。
多功能(néng)方案
另一種可以提高車間效(xiào)率和靈活性的方法是,采用多功能機(jī)床(chuáng)和托盤共用係統實現(xiàn)生產的自動化,不過這種方(fāng)法(fǎ)成本較高(gāo)。車間可以快速(sù)地將自(zì)動(dòng)化單元從一個作業轉換到另一個作業,並使用托盤(pán)來構建和存儲未來的裝夾工具。可(kě)以圍繞(rào)一台多功能機床構建此類係統,該係統由多(duō)個工件托盤包圍(wéi),並附有一個包(bāo)含多種刀具的刀具庫(kù),並且所有工作都由一(yī)個機(jī)械手完成。在這種配置中,白班工人可以裝夾用於加工各種零件的機床和托盤,而夜班工人可以生產這(zhè)些零件。然而,這種解決方案有些(xiē)昂貴,並非每家公(gōng)司都能負擔得起。
多功能方案的障礙
多功能方案在組織方麵的障礙是工(gōng)廠通(tōng)常僅會根據(jù)功能來安(ān)排機床,例如建立單獨的銑削部門、車削部門等。在(zài)許多情況下,最好將機床(chuáng)安排到多個製造單元內,使(shǐ)得每(měi)組機床都(dōu)具有某些加工能力,適合加工一組或一係列特定的工件。簡單地按(àn)功能對機床分組也有助於車間工人(例如車床操作工或銑床操作工)以有限的方式描述自(zì)己的加工。培訓操作工時(shí),應著眼(yǎn)於多重任務的培訓,讓其能夠操作不同類型的(de)機床,從而使車(chē)間可以靈活地平衡自身(shēn)的(de)內在產能問題。
總結
要提升當今製造業的效率,除了尋找最佳的零件加工方法外,還應高度重視客戶滿意度。製造商必(bì)須始終致力於在按時交貨與盈利需求(qiú)之間取得良好(hǎo)的平衡。除了優化加工操作(zuò)外,製造商還應注意零(líng)件和工藝質量(liàng)等問題,從整個製造企業的(de)角度進行生產規劃,並持續分析消(xiāo)耗加工(gōng)時間的(de)因素,從而大幅度增加零件的加工時(shí)間,提高靈活性和效率。
(附注)
支持高效製(zhì)造理(lǐ)念
製造策略的演變對加工(gōng)人員提出了一係(xì)列新的挑戰。高度自動化的機床、直觀的軟件和先(xiān)進的刀具減少了加工(gōng)人員的工作量。然而,在這種先進製造技術的環境下,一些製造人員對自己的工作技(jì)能比較自負。許多(duō)車間管理人員發現,一些員工在接受工作培(péi)訓時並不認真,他們覺得自(zì)己有足夠的技能來應(yīng)對日常工作(zuò)。這些員工缺乏在新的製造環境中成長和進步所需的心態。
在佛蘭德(dé)斯,人們用這樣一句諺語來描述這種心(xīn)態:“如果貓頭鷹不能或不願意(yì)讀書,給它一支蠟燭和一副(fù)眼鏡是沒有(yǒu)用的。”與美國這(zhè)句諺(yàn)語如(rú)出一轍的(de)是,“牽馬到河易,強馬飲水難(nán)。”事實上,工(gōng)廠一般都會為員工提供一切便利措(cuò)施來幫助他們實現目標,但如果員工自身不想參與,那麽這種努力是徒勞的(de),這在世界任何地方都一樣。
在如今大多數(shù)機(jī)加工車間(jiān)裏,硬件、刀具和加工程序都普遍存在,而且功能強(qiáng)大。因(yīn)此,員工成為(wéi)製造效率的關鍵要素。除了具有前瞻性思維外(wài),如今需要的(de)一項特殊技能是能夠讀懂加工流程 — 不是通過使用計算機(jī),而是通(tōng)過站在機床旁聆聽和觀(guān)察加工流程。
一(yī)般來說,觀察流程就能了解加工狀態,就像(xiàng)一個人(rén)可以傾聽自己(jǐ)的內心,感受它是(shì)好是壞一樣。這種意識不是用(yòng)公式計算(suàn)出來的。了解加工環境中應注意的問題和有利因素是非常重要的。山高(gāo)提供(gòng)多種形式的技術培訓、加工知識和(hé)支持服務。當車間員工擁有正確的心態時(shí),山高會幫助他們學習並運用所需(xū)的(de)知識,從而取得成功。
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作(zuò),歡(huān)迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作(zuò),歡(huān)迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承(chéng)出(chū)口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口(kǒu)情況(kuàng)
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一台加工中心精度的幾(jǐ)種辦(bàn)法
- 中走絲線切割機床的(de)發展趨勢
- 國產數控係(xì)統和數控機床何(hé)去何從?
- 中國的技術工人都去哪(nǎ)裏了?
- 機(jī)械老板做了十多年,為何還是小作(zuò)坊?
- 機械行(háng)業最新自殺性營銷,害人(rén)害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點(diǎn)智造,多談點製(zhì)造
- 現實麵前,國人沉默。製造業的騰飛,要從機床(chuáng)
- 一文搞懂數控(kòng)車床加工刀(dāo)具補償功能
- 車床鑽孔攻(gōng)螺紋加工方法(fǎ)及工裝設計
- 傳統(tǒng)鑽削與螺旋銑(xǐ)孔加工工藝(yì)的區別