


摘要:隨著粉末冶金材料(liào)在缸(gāng)蓋氣門座圈上越來越多的應(yīng)用(yòng)。其高硬(yìng)度及殘餘多孔結構對座圈的加工提出(chū)了更高的要求,而座(zuò)圈導(dǎo)管專用複合刀具(jù)的(de)發展應用,可(kě)以較好保證座圈相對導管的跳動要求,而座圈圓度成為(wéi)較難保證的項目。為此(cǐ)。研究了各類工藝方案對氣門座圈加工圓度的影(yǐng)響。
關(guān)鍵詞:發動機缸蓋;氣門座圈;加工圓(yuán)度
發動機工作中,氣門不斷往複,氣門座圈在高溫(wēn)下承受著很高的熱衝擊和機械負(fù)荷,工作條件十分(fèn)惡劣,這就要求氣門座圈凡爾線錐麵具有(yǒu)良好的高溫耐磨性和密封性。粉末冶金材料的(de)殘餘多孔結構使其具有良好的自(zì)潤(rùn)滑性和隔音性能,能滿足氣門座圈耐磨損、耐腐蝕、抗(kàng)衝擊的要求,因此(cǐ),在氣門座圈上得(dé)到了廣泛的應用,而其殘餘多孔結構對氣門座圈的加工提出了(le)更高的要求。隨著各(gè)類專用複合刀具的(de)發展應用,可以很好保證座圈相對導管的跳動要(yào)求,而公差更嚴的氣門座圈(quān)圓度成為較難保證的項目。本文主要研(yán)究各類工藝方案對氣門座(zuò)圈加工圓度(dù)的影(yǐng)響。
1、加工背景
采用(yòng)各類專用複合(hé)刀(dāo)具進行(háng)組合加工缸蓋氣門座圈及導管,進氣座圈錐麵1400,排氣座圈錐(zhuī)麵120。,進、排氣座圈(quān)凡爾線錐麵圓度要求0.008 mm。進、排氣座圈材質均為粉末冶金,具體成分特性(xìng)如表l所示。
2、工藝方案
2.1 锪座圈方案
新品試製時,為節約(yuē)成本,通常在(zài)加工中(zhōng)心上采用锪座圈(quān)加工方案,利用(yòng)法蘭刀柄調節刀具跳動。首先,用導引刀具粗锪座圈(quān)凡爾線錐麵(同時锪其它的一個或兩個錐(zhuī)麵),留0.15 mm左右精加(jiā)工餘量(liàng),再用精加工刀具精锪座圈凡爾線錐麵,到位後(hòu)停留幾轉修光。這(zhè)種刀具結構簡單,剛性好,調節方便,精(jīng)加工(gōng)凡爾線錐麵時隻(zhī)有(yǒu)一枚刀片在(zài)加工,排除其它刀片加工振動的影響,可以得到較高質量的座圈凡爾(ěr)線錐麵。
表1氣門座圈成分特(tè)性

2.1.1槍鉸刀具I
槍鉸刀具I座圈粗加工采用常規的四方形可轉位刀(dāo)片,精加工時采用特殊結構的CBN長條形刀片(piàn),並在刀(dāo)體(tǐ)上(shàng)鑲有3塊支撐導條,當刀片切人工件時(shí),支撐導條也緊隨著在對應的位置起支撐作用,並吸收切削所引起的振動,如圖l所示。特殊結構的長條形刀(dāo)片帶有供刀片夾緊用的(de)V型槽,如圖2所示,壓板前端與V型槽(cáo)構成穩固的楔形夾緊,提高調刀的精確性及切削時的(de)穩固性(xìng)。長條形刀片可通過兩端的調整螺(luó)釘調節刀尖回轉直徑(jìng)和刀片傾角?
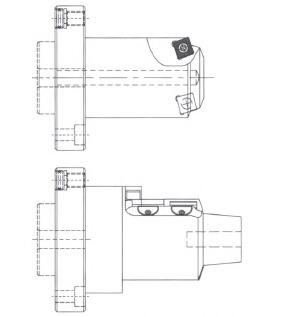
圖l 槍鉸(jiǎo)刀(dāo)具I(粗加工和糟加工)
2.1.2柔性槍鉸刀(dāo)具II
柔性槍鉸刀具II采用刀夾(jiá)結構,如圖3所示,對於尺寸相(xiàng)近產品可通過更換相應刀夾實現座圈的柔性加工,降低生產成本。柔性槍鉸刀具II粗、精加工(gōng)均采用三角形可轉位CBN刀片,刀片剛性好,穩固安裝於刀夾對(duì)應V型凹槽內,通過調整刀夾的高度及傾角(jiǎo)(帶動刀片一體)調節(jiē)加工相(xiàng)關(guān)位(wèi)置及錐麵尺寸(cùn)。
圖2特殊結構的長條形刀片
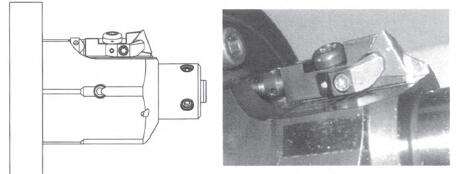
圖3柔(róu)性槍鉸刀具II【精加工)
2.2車座(zuò)圈方案
锪座圈加工方案切削力較大,對刀具剛性要求較高,而且刀刃磨損快,會在座圈錐(zhuī)麵上複映锪刀切削刃的各種(zhǒng)缺陷,而車削加工可以避免該問題的發(fā)生(shēng),故批產時通常在專機上(shàng)采用車座圈加(jiā)工方案。
2.2.1 展開(kāi)式刀具I
展開式刀具I(如圖4、5所示)加工時(shí),首先,主軸進給,通過固定安裝(zhuāng)的特製CBN锪(huō)刀片(如圖6中b、c所示)粗锪座圈凡爾線(xiàn)錐麵(同時锪其他的錐麵),留0.05 mm精加工餘量(liàng),接著(zhe),主軸後退0.2 mm,使粗(cū)锪刀片脫離工件加工表麵,精車刀處於待加工位置(zhì),然後,通過心軸推動(dòng)滑塊帶(dài)動特製(zhì)CBN精車刀片(如圖(tú)6中a所示)由外向內精車座圈凡爾線錐麵。
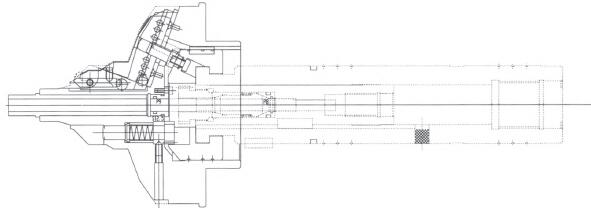
圖4展開式刀(dāo)具I(精車刀)
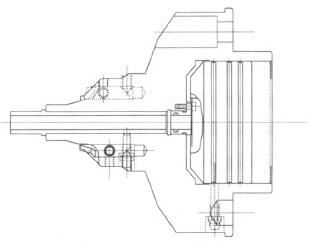
圖5展開(kāi)式刀具I(粗锪刀)
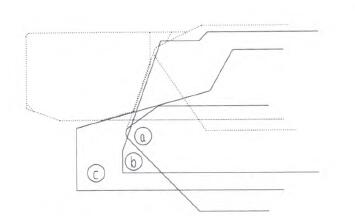
圖6刀片加工示意圖(tú)(加工終點位置)
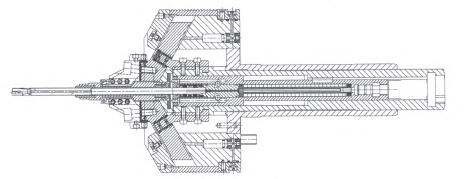
圖7柔性展開式刀具Ⅱ
2.2.2柔性展開(kāi)式刀具II
柔性展開式刀具II(如圖7所示)可在一定範圍內(nèi)實現不同角(jiǎo)度、不同大小缸蓋(gài)座圈錐麵的加工(gōng)。發生頭刀具包含粗車刀和精車刀,均為菱形刀片,兩刀片軸向、徑向均(jun1)相差小(xiǎo)段距離,粗車刀切削在(zài)前(qián),精車刀在後,可根據需要調整粗車、精(jīng)車(chē)加工餘(yú)量的分配,減小精車切(qiē)削力,保(bǎo)證座圈表麵質量。加工時,通過主(zhǔ)軸與(yǔ)心軸(zhóu)(推動滑套的軸)兩軸聯動進給,適應座圈不同角度錐麵的組合加工,由外向內完成座圈所有錐麵的粗車和精車加工(如圖8所示)。
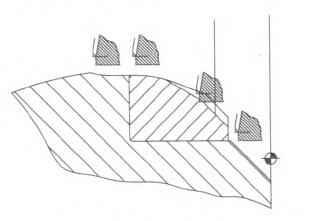
圖8刀片加工示意圖
3 、檢測結果
3.1檢測方法(fǎ)
采用三坐標測量機,以缸蓋底麵為基(jī)準麵,在座圈下沉量尺寸(cùn)平麵位置,探針連續走圓,采集(jí)眾多數據點,消除采點(diǎn)少及反複接觸、離開工件(jiàn)產生的誤差,提高測量(liàng)不確定度,具備一定(dìng)的測量(liàng)精度。但是,由於三坐標(biāo)結構為正交(jiāo)的線性軸,而這種圓度檢測需要聯動兩個軸且不斷變換方向,轉點的滯後會引起一(yī)定的測量誤差。本文檢測中使用的計量型三坐標,其測量誤差約1.3“m。
3.2檢測數據(jù)
3.2.1锪座(zuò)圈方案
經檢測,槍鉸刀具I加工座圈圓度在0.008 mm上下,數據波動略大;柔性槍鉸刀具II加工座圈圓度(dù)在0.008 mm左右,數據波動較小。切削試驗中發現,切削參數的調整對座(zuò)圈加工圓度影響不明(míng)顯,適當延長(zhǎng)孔底停留光(guāng)整時間對(duì)座圈圓度有(yǒu)一定改善。此外,據有(yǒu)關研究表明,座圈加工(gōng)中,為實(shí)現平穩切削(xuē)並不存在理想的切削參數,而刀片幾何結構卻有一定(dìng)影響,對刀片刃口負倒棱進行倒圓對切削力、加速度和圓度有很大影響,試驗顯示倒(dǎo)圓半徑約60岬時,振動最小,加工座圈形狀、圓度(dù)最佳。
3.2.2車座圈方案
經檢測,展開式刀具I加工座圈圓(yuán)度在(zài)0.008 mm左右,略有波(bō)動;展(zhǎn)開式刀具II加工座圈圓度可以較好地控製在0.008 mm以內。刀具旋轉時存在的不平衡量會產生離心(xīn)力而引起振(zhèn)動,對主軸軸承(chéng)、刀具壽命和加工質量造成不利影(yǐng)響,故使用前必須做動平衡試驗(yàn),根據測出的不平衡量采用去重或配重的方法保證其平衡,此類刀具動平衡一般采用DIN IS0 1940標準G2.5級。
4、結語
發動機缸(gāng)蓋氣門座圈加工圓度車(chē)座圈方案要優於锪座圈方案,試驗中,車座圈方案可將座圈(quān)圓(yuán)度穩定控製(zhì)在O.008 mm以內,而锪座圈方案隻能(néng)在O.008 mm左(zuǒ)右。而刀具結構對座圈加工圓度有一定影響,尤其對刀具(jù)的剛性要求較高,須盡可能縮短懸伸,刀片結構穩固,裝夾方式建議采(cǎi)用(yòng)中間固定,保證(zhèng)刀片裝夾可靠,有效減(jiǎn)小切削振動,提高座圈表麵質量和加工圓度。
本文主要試(shì)驗了相關刀具對(duì)座圈加工圓度的影響。當然,除此(cǐ)之外,還有很多其它因素對座圈加工圓度有綜合(hé)影響,如對機床主軸跳(tiào)動有一定要(yào)求,工裝夾具盡量選用穩定可靠的液壓夾具,以及切削液的冷卻潤滑性、潤滑壓力、過(guò)濾精度等。此外,由(yóu)於座圈圓(yuán)度要求較高,三(sān)坐標檢測誤差相(xiàng)對較大(dà),建議尋求專業(yè)的座(zuò)圈圓度檢測設備。
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能(néng)源汽車(chē)產(chǎn)量(liàng)數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車(chē)產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金(jīn)屬(shǔ)切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據
- 機械加工過(guò)程圖示
- 判斷一台(tái)加(jiā)工中心精度的(de)幾種(zhǒng)辦法
- 中走絲線切割機床的發展趨勢(shì)
- 國產數控係統和數(shù)控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老(lǎo)板做了(le)十多年,為何還是小作坊?
- 機械(xiè)行業最新自殺性(xìng)營銷,害人害己!不倒閉才
- 製造業大(dà)逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂(dǒng)數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳(chuán)統鑽(zuàn)削與螺旋銑孔加工工藝(yì)的區別