


【摘(zhāi)要】線路(lù)板(bǎn)刀具,準確的說是線路板專用鑽頭,是線路板數控鑽孔加工過程中(zhōng)不(bú)可或缺工裝製具。隨著線路板向更高精度、更高密度方向的快速發(fā)展,孔徑越來越小,加工難度越來越大,刀具用(yòng)量也越來越(yuè)大。線路板刀(dāo)具具(jù)有生產使用的特點,可多次翻磨使用(yòng),但是在實際生產過程中,由(yóu)於發退環方法不正確與(yǔ)相應工裝具的落後(hòu)與不科(kē)學設計,不僅導致效率低下,更重要的是導致很多(duō)刀具(jù)被損(sǔn)壞,加大了製造成本的投入,也加大了對產(chǎn)品使用安全的隱患(huàn)。本文主要就是從刀具退環角度進行深入研究與挖掘,使刀具退(tuì)環效率、效果得到明顯(xiǎn)改善與(yǔ)提升。
【關鍵詞】鑽孔;刀具;退環(huán)裝置
1、前言
隨著(zhe)線路(lù)板行業的快發展,高精度(dù)化、高密度化(huà)、高(gāo)自動化、高效率化、微小孔徑化、超微孔徑化的發展正(zhèng)成為主流趨勢。雖然(rán)激光加(jiā)工技(jì)術應用越(yuè)來越廣,主要還是在盲埋孔領域,機械數控(kòng)加工仍然是主流方法與手段,刀具的使用與管理(lǐ)仍然是一個值得研究的學科。對於國內頂尖的PCB廠家而(ér)言,隨著科學技術的進步,高精度機電一體化設備得以越(yuè)來越多的應用,但是對於廣大(dà)中小企業來說,這(zhè)種高投入可(kě)能會給企業(yè)帶來一定的負擔,並且設備利(lì)用率也不一定(dìng)能得(dé)到充分(fèn)發(fā)揮。目前中上企業廣泛(fàn)采用的(de)刀具退環方法大
多數是手工完成,不僅效(xiào)率低,而且對刀具環造成(chéng)一定的損傷,無法再次使用。
2、研究內容
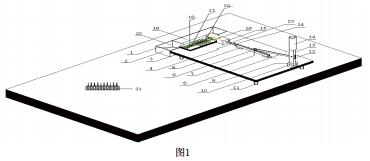
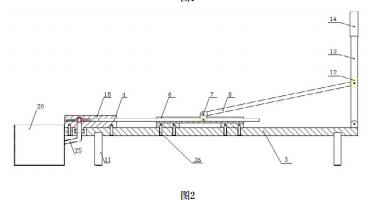
本發明針對以上問題的提出,而研製出一種線路板刀具退環裝置及方(fāng)法,雖然也是通過手(shǒu)工手段(duàn)來完成,但是使用方便、靈活,可隨意(yì)更換工作地點與環境,加工效率和刀具環的完好性得到很的(de)提升與(yǔ)保障。本發明采用(yòng)的技術手段如下:一種刀具退環裝置,包括:工作台、台麵、刀(dāo)具輸送裝置、刀具限位裝置、驅動係統。所述(shù)的刀具輸送(sòng)裝置(zhì)包括進給彈簧(huáng)、壓板(bǎn)、限位擋塊、底座,底座上(shàng)的卡槽與刀(dāo)具環的配合間隙為0.1-0.2mm;壓板最前端設計90°的直角彎,可以保證與限位裝置的良(liáng)好對接,同(tóng)時保證待退環刀具順利進入限位(wèi)裝置(zhì)內部(bù)。所(suǒ)述的限位裝置,包(bāo)括(kuò)刀體限(xiàn)位部分、刀具環限位部分(fèn)、導向孔,這三者的中心(xīn)在一條直線上,一種上述(shù)加工裝置的刀具(jù)退環方法,其特征在於:
1)先確(què)認限位裝置內無待退(tuì)環鑽頭;2)確認手柄處於待進給狀態,限位鎖(suǒ)緊裝置與導向(xiàng)孔(kǒng)有一定距離,並保證頂針在導向孔內;3)確認刀具傳送裝置與限位(wèi)裝置(zhì)連接、對位牢靠(kào),目視無歪斜;4)確認刀環倉、刀具倉內幹淨整潔(jié),無與待退刀具環顏色(sè)不符的(de)刀具環;5)將待退環刀具手動裝入(rù)刀具夾內,該(gāi)階段工作(zuò)步驟可在非退環時間或其它工作的間竭時間完成;6)打開(kāi)刀具壓板,並將進(jìn)給彈簧拉至最底端;7)刀具夾平放在刀具(jù)輸送裝置的底座上,使刀(dāo)具環(huán)正(zhèng)好在卡槽位置上;8)將(jiāng)刀具夾取下,然後放下壓板,使刀具(jù)排放整齊牢靠;9)確(què)認刀具進入限(xiàn)位裝置(zhì)內(nèi)後(hòu),打開驅(qū)動係統的手柄,使頂針通(tōng)過導向孔,完成退環任務;10)生產上麵6-9步驟,可完成刀具退環的連續加工。
同現用(yòng)技術相比,其優點是顯而(ér)易見的,具體如下:1、可以實(shí)現刀具的(de)自動(dòng)進給(gěi),每次可(kě)以完成20支的裝夾任務(wù),而傳統刀具每次隻(zhī)能完成1支(zhī)刀具的裝夾;2、頂針的端設計15°的導錐,在導向孔的以後部分設計(jì)鎖緊裝置,可以完(wán)成較精準備的退(tuì)環動作,而不傷害刀具環;3、該裝置使用靈活、操作簡單(dān)、便於移動,能適應各種工作環境;4、加工成(chéng)本低,大多數零部件可以線路板鑽(zuàn)孔、成型工序(xù)完成(chéng),所有零部件材質大多數可用線路板加工過程中(zhōng)產(chǎn)生的廢品完成;5、能及時發現(xiàn)有異(yì)常的刀具,因為這樣的刀具在退環時不能正常進入限位(wèi)裝(zhuāng)置內,比如刀(dāo)具環具(jù)刀具端部距離異常,可能是鑽孔加工過程中發生頂針、斷刀(dāo)事故導致,據(jù)此可(kě)以迅速追溯產品的當時加工狀態,避免廢品流入(rù)客戶手中。
3、具體實施方法
1、首先按下表要求準備相應零部(bù)件及裝置,並按圖紙要求確認無(wú)異常;2、調整各部分裝置完好有效、牢固可靠無鬆動、無滯卡(kǎ)現(xiàn)象;3、先確認限位裝置內(nèi)無待退(tuì)環鑽頭;4、確認(rèn)手(shǒu)柄處於(yú)待(dài)進給狀態,限位鎖緊裝置與(yǔ)導向孔有一(yī)定距離,並保證頂針在導向孔內;5、確認刀具傳送裝置與限位裝置連接、對位牢靠,目視無歪斜;6、確認刀環倉、刀具倉內幹淨整潔,無與待退刀具環顏色不符的刀具環;7、將待退環刀具手(shǒu)動(dòng)裝入刀具夾內,該階段工作步驟可在非(fēi)退環時間(jiān)或其它工作的間竭時間完成;8、打開刀具壓板,並(bìng)將(jiāng)進給彈簧拉至最底端;9、刀具夾平放在刀具輸送裝置(zhì)的底座上,使(shǐ)刀具環正好在卡(kǎ)槽位(wèi)置上;10、將刀具夾取下,然後放下壓板,使刀具排放整齊牢靠;11、確認刀具進入限位裝置內後,打(dǎ)開驅動係統的手柄,使頂針通(tōng)過導向孔,完成退環任務(wù);12、生產上麵6-9步驟,可完成刀具退環的連續(xù)加工。13、加工效率確認:
4、結論及下一步計劃或方向
本退環裝置(zhì)每小時可退環400-500個,是普通退環方法(fǎ)的2倍(bèi)左右,將(jiāng)刀具安裝在刀具夾(jiá)的步驟可安排在工作(zuò)間竭時(shí)間完成,以不至於影響(xiǎng)退環效率,實際作業時,可(kě)製作若幹個刀具夾備用。這個方法不僅(jǐn)有效提(tí)高(gāo)了作業(yè)效(xiào)率(lǜ),更(gèng)是有效保護了刀(dāo)具的完好性,也保護(hù)了(le)刀具環(huán)的(de)完好性,既減少了不必要的浪費,降(jiàng)低了製造成本。在以(yǐ)後的工作中(zhōng),將這(zhè)種技術(shù)與思(sī)維平麵展來,更好的推動生產(chǎn)力的發展與技(jì)術的提升。
如果您(nín)有機床行業、企業相關新聞稿件(jiàn)發表,或進行資(zī)訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能(néng)源(yuán)汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型(xíng)乘用車(轎車(chē))產量數據