


底盤零件(jiàn)加工並(bìng)非易事,因為加工過程涉及到難以加工的材料。很多底盤零件(jiàn)還成細長形狀,這更增加了加工難度。總部位(wèi)於圖賓根的(de)瓦爾特(tè)是(shì)該領域深受歡迎的解決(jué)方(fāng)案合作夥(huǒ)伴。公(gōng)司采用高效的(de)刀具槽型和多種精心設計的市(shì)麵上無與倫(lún)比的混合刀具,完全可應對這些專業(yè)挑戰。
轎車前輪拉杆軸承(Drag bearing)長度在50厘米或以上。它們通常由難(nán)以加工材料製成。轎車通常使用鋁合金,而商用車輛底盤零件通(tōng)常采用鑄鐵材質,其尺(chǐ)寸更大。
工件的長度和(hé)複雜的形狀使這些軸承及其它底盤零件(jiàn)變得更加困難(nán)。特別(bié)是成品件(無論是軸承(chéng)、懸(xuán)架臂、縱向搖臂還(hái)是副車架)必須承(chéng)受非常大(dà)的負荷:他(tā)們不(bú)得不承受(shòu)轉向動(dòng)作、壓縮和解壓,保證與車身的安全連接,即使在最壞的(de)路況也(yě)能(néng)確保其正(zhèng)常功能(néng)。
堅硬材料
用於(yú)製造底盤零件的材(cái)料都很堅硬,加工難度非(fēi)常大。例如,轎車行業常用的鋁合金,產生的鐵屑長度通常為10~50厘米。要想平順地將這(zhè)些鐵屑清除幹淨並非易事。
從一開始就麵臨(lín)挑戰,但是在(zài)加工的夾緊階段和空間配置階段尤為突出。工(gōng)件必須(xū)牢固夾緊,而且從所有要求的方向都可接近。刀具必須夠長,才能較為理想地完成夾具與(yǔ)零件之間的工作。此時,夾緊和刀具一直采用的規則是:隻要有必要,就盡(jìn)可能短。最重要的(de)事情是在承受切削力(lì)的條(tiáo)件下安裝手柄。加工期間,加工件和刀具長度可(kě)引起非(fēi)常大的搖(yáo)臂運動,從而不可能進行精密加工。
瓦爾特PCD非標刀具產(chǎn)品經理Roland Hanischdörfe說:“采(cǎi)用專用的刀具槽型,可完全或至少大部分防止這種現象,我們(men)的刀具專用於底盤零件的加工。”
使用(yòng)正確的(de)微觀槽型,可產生(shēng)兩種效(xiào)果,這兩種效果可抵消不希望發生的搖擺運動:要麽是刀具的適(shì)宜(yí)性將搖擺運動限製到最低水平或全部消除,要麽是加工期間產生的力相互抵消。產生哪種效果或(huò)是否采用兩者的組合,取決於實際的加工情況。Roland Hanischdörfer說:“我們的刀具能(néng)達到任何一種效果。”
高效的混合刀具
這對瓦爾特的專家們來說是遠遠不夠的,畢竟他們汽車行業的客戶一直麵對持續的競爭壓力,都在(zài)想盡一(yī)切辦法進行優化。因此,總部位於圖(tú)賓(bīn)根的瓦(wǎ)爾特研發(fā)出了大量的(de)刀具,以便高效(xiào)地加工汽車底盤零件:整體硬質(zhì)合金(jīn)可轉位刀片結合聚晶金剛石(PCD)刀片的混合刀具。
硬質合金可轉(zhuǎn)位刀片用於粗加工並實現大批量(liàng)加(jiā)工。其特殊刀具槽(cáo)型還能產生短屑,即使是加工(gōng)鋁(lǚ)合金,也能解決排屑(xiè)問題。
在以後的加工工步中,采用混合刀具的PCD可轉位刀片進行精(jīng)加工(gōng)。“因此,用戶(hù)僅需要采用一把刀具即可完成兩個完全不同的(de)加工階(jiē)段,這就縮(suō)短了非生產時間,因為無需換(huàn)刀。”
Hanischdörfer表示,PCD可轉位刀片用(yòng)於(yú)精加工工序,可保證極高的表麵質(zhì)量。近年來,瓦爾特已經開始提供PCD刀(dāo)具,這些刀具將斷屑槽用激光焊在金剛石切削刃上。“這樣可(kě)將數米長(zhǎng)的切削縮短(duǎn)到幾厘米長。”
瓦爾特很多混合刀具還能配置用於微量油霧潤滑(MQL)。不(bú)采用傳統的濕(shī)加工乳化液或冷卻油,新產品采用油-空氣冷卻和潤(rùn)滑加工表麵和刀具。這種(zhǒng)技術有很多優勢。一是使用最少(shǎo)量潤滑技術(shù),可將每小時需要的冷卻液量(liàng)從500升(shēng)降低到僅僅10~20毫升。二是使用微量油(yóu)霧潤滑技術,無需廢棄處置昂貴且對環境有害的冷卻液,濕鐵屑當做特殊廢物處理。
成套加工概(gài)念
瓦爾特工程師已經在實(shí)際應用中實現了其混合刀具的(de)更長使用壽命和更高的切削參數。Roland Hanischdörfer很高(gāo)興地說:“使(shǐ)用這些刀具的客戶(hù)可以明顯感受到其工(gōng)件效果,包括切削參數和刀具使用壽(shòu)命,他們絕對滿意。”
另外,客戶越來越(yuè)信任瓦爾特,並委托我們基於這些優勢開發加工(gōng)概念。“我們的客戶需要(yào)解決方案提高效(xiào)率,但(dàn)是他們不想在研發方麵投入大量(liàng)工作(zuò)。我們很多(duō)年前就看到了這種趨勢。因此,我們在金加工方麵加大投入,不僅研發高效大刀具,而且還為我們的(de)客戶提供完整的加工概念。”
這類概念通常有兩條途徑(jìng):
汽(qì)車行業的客戶邀請瓦爾(ěr)特專家到他們自己的工廠並向他們展(zhǎn)示新零件的計算機圖片和/或原樣。瓦爾特(tè)根(gēn)據(jù)這些資料研發出了完整的加工概念,包括所有刀具。
用戶到他們的機械加工廠(chǎng)去,並向(xiàng)他們購買(mǎi)完整的加工過程(chéng)。機械加工廠聯係瓦爾特,以便確定並購買所需要的刀(dāo)具。或者(見上文)製造廠與(yǔ)瓦爾特合作研發加工概(gài)念。
無論采用哪種途徑,依據是我們對現有加工工(gōng)藝的全麵了解以及客戶工廠的(de)框架(jià)狀況。
越來越多的用戶還要(yào)求瓦爾特提供更多的服務:研發成套的零件成(chéng)本概念。此時(shí)的關鍵點是瓦(wǎ)爾特可(kě)保證(zhèng)具(jù)體的單件成本。這特別對汽車(chē)行業來說是一項非常顯著的優勢,其中“單件成本”(CPP)是一個關鍵計算變量(liàng)。
這需要瓦爾特與(yǔ)各用戶之間非常密切的合作,但是還需要所有生產過(guò)程的全麵數字化和網絡化。Roland Hanischdörfer說:“如果(guǒ)我們的數字化製造專家有足夠的數據使加工過程更加透明,他們可釋放出以前完全不(bú)可想象的優化潛力,並達到驚人的效率。”
瓦爾特參展EMO 2017:3號展廳、B34展位
圖片資料:
圖片1:Roland Hanischdörfer

圖文說明:我們的客戶需要解(jiě)決方案提高效率。我們(men)很多年(nián)前就看到了這種趨勢。瓦爾特PCD非標刀具(jù)產品經理(lǐ)說:“因此,我們在金加工方(fāng)麵加大投入,不僅研(yán)發高效大刀具,而且還為我們的客戶提供完整的加工概念。”
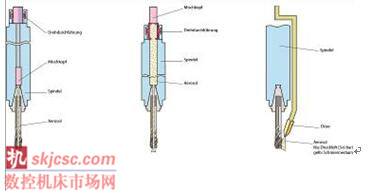
圖片2:PCD鑽(zuàn)銑組合刀具

圖文說明:拉杆軸承上部連接件的上下(xià)方的同(tóng)時麵銑。然後,在連接件上鑽一個有(yǒu)台階的孔,無需換刀,後麵(miàn)以圓形的方式去毛刺。
圖片3:PCD組合刀具

圖文說明:在帶有可互換硬質合金鑽(zuàn)削刀片全部材料中鑽削,以便用螺紋連接跟蹤杆。長PCD切(qiē)削(xuē)刃,設有斷屑槽型,用於加工大(dà)錐形凹陷(xiàn),然後向後以圓形方式清除鑽孔圓柱部(bù)分的毛刺。
圖片4:釺焊(hàn)PCD球形銑刀(dāo)

圖(tú)文說明:PCD球形銑刀用於加工拉杆軸承的球窩,保證拉(lā)杆軸(zhóu)承能自由轉動。
圖片(piàn)5:鋁合金拉(lā)杆軸(zhóu)承

圖文說明:汽車行業的拉杆軸承舉例,其(qí)中采用了上圖所示的所有刀具。
圖片6:MQL係統
圖文說明:瓦爾特很(hěn)多混合刀具(jù)還能配置(zhì)用於最少(shǎo)量潤滑(huá)(MQL)。不采(cǎi)用傳統的濕式(shì)加工乳化液或冷卻油,新產品采用油-空氣冷卻和潤滑加工表麵和刀具。
圖片:瓦爾特
如果(guǒ)您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用(yòng)車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷(xiāo)量情況
- 2024年10月 新能(néng)源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
- 機械加工過(guò)程圖示
- 判斷一(yī)台加工中心精度的幾(jǐ)種辦法
- 中走(zǒu)絲線切(qiē)割(gē)機(jī)床的發展趨勢
- 國產(chǎn)數(shù)控係統和數控機床何去何從?
- 中國(guó)的技術工人都去哪裏了(le)?
- 機(jī)械老板做了十多年,為何還是小(xiǎo)作坊?
- 機械行業(yè)最新自殺性營銷,害人(rén)害己!不倒閉(bì)才
- 製造業大逃亡
- 智(zhì)能(néng)時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛(fēi),要(yào)從機床(chuáng)
- 一文搞(gǎo)懂數控車床加(jiā)工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別