


深孔鑽削刀具(jù)係統磁流變製振器設計及其動(dòng)態性能研究
2017-1-19 來源:孔令飛,孟維(wéi)昌,侯曉麗,王 傑,李 超 作者:孔令飛,孟維昌,侯曉麗,王傑,李超
摘 要:依(yī)據實際深孔鑽削刀具係統的結構(gòu)布局(jú)及其振動特征,設(shè)計了(le)一種新型刀具係統製振器的結構布局形式。以製振器理想輸出阻(zǔ)尼力和內磁感應強度達到飽和(hé)為設計目標,給出了磁流變製振器結構的優化設計方法及其具體結構參數;運用(yòng)有限元法,分析了新型製振器的磁場分布特征及其輸出阻尼特征(zhēng)。以此為基礎,通過深孔鑽削(xuē)實驗研究,獲得了不同勵磁電流和切削(xuē)參數條件下刀具振動的(de)抑製(zhì)效果,驗證了所提出的新(xīn)型磁流變製振構型的可行性和有效(xiào)性。
關鍵詞:深孔鑽削;刀具振動;製振器設計;動態特性
近(jìn)年來,隨著冶(yě)金(jīn)、核電及兵器工業的發展和市場需求的多樣性,新型難加工材(cái)料的深孔加工、異型零件的深孔(kǒng)加工等越來越多,加工難度也(yě)越來越大(dà)[1]。實際鑽削中,由於深孔鑽削刀具處於封閉(bì)狀態、加工孔長徑比大(L/d >5)、刀具係統動態剛性(xìng)差等特點,致使刀具係統的(de)振動行為(wéi)極其複雜,易在工件表麵形成“波浪”、“多角”、“過切”或“欠切”孔型。那麽,能否有效、精準地控製深孔加工刀具係統的動態行為已成為人們日益關注的熱點問題[2 -3]。為(wéi)提高切削效率和(hé)加工品質,人們在鑽削加工刀具(jù)係統(tǒng)的振動控製方麵開展了大量研究工作。Mehrabadi 等[4]構建了考慮鑽削(xuē)過程阻尼和質量偏心影響的刀具係統動力學(xué)模型,討論了刀具動態(tài)運行軌跡的特征及其穩定性,並結合實驗結果證實了(le)該模型的準確性。Roukema 等[5 -6]首次給出了包含有非線性特征、刀(dāo)具幾何尺寸及全部振動模式的鑽削過程耦合動力學模型,通(tōng)過對其進行全麵(miàn)的時域仿真(zhēn)分析,獲得了鑽削過程刀具動態特性的穩定域。在此基(jī)礎之上(shàng),Ahmadi等[7]又提出了動(dòng)態鑽削過程的廣義穩定性模型,模型中考慮(lǜ)了(le)刀具渦動和扭轉振動對切厚再生效應(yīng)的影響,實現(xiàn)了在半離散時域內鑽削刀具的穩定性預測。總體來說,上述這些方法可理解(jiě)為從全耦合動力學機理建模的角度來預測與控製刀具的動態行為,它們均是通(tōng)過調整切削轉速或(huò)進給量來避開不穩定切(qiē)削區域,進而避免再生振動或自激振(zhèn)動的出(chū)現。可是,當由刀具-工件所組(zǔ)成的切削係統中有一者改變時,其穩(wěn)定域也會隨之發生變化,為實際應用帶來了困難(nán)。然而,上述研究給了我們(men)一個重要(yào)的啟示(shì):在實際(jì)鑽削過程(chéng)中(zhōng),若能夠(gòu)抑製某些振動模態(tài)使其不被激發出來,或降低其振動的能量,則該振動模態(tài)就不(bú)會對鑽削過程加工孔品質產生太(tài)大影響(xiǎng),進(jìn)而有效提高加工孔品質。基於此,依據深孔鑽(zuàn)削刀具係統(tǒng)的實際工作(zuò)特點,設計了一(yī)種新型刀具係統製振器的結構布(bù)局形式。以製振(zhèn)器理想輸出阻尼力和內磁感應強度達到飽(bǎo)和為設計目標,給出(chū)了磁流變製振器結構的優化設計方法(fǎ)及其具體結(jié)構參數,並結合有限元法,分析了新型製振器的磁場分布特征及其輸出阻尼(ní)特征。以此為基礎,通過鑽削實驗(yàn)研(yán)究,獲得了勵磁電流、製振位(wèi)置及進(jìn)給量對製(zhì)振器抑振效果的影響,同時也驗證了本文所提出的新型磁流變(biàn)製振構型的可行性和有(yǒu)效(xiào)性。
1.深孔加工刀具振動抑製構型的結構及其工作原理
本文所提出的製振(zhèn)器結構設計方案見圖1,該結構主要由磁流變液體(tǐ)、殼體、活塞、活塞盤、磁極和線圈等部分組成。實際鑽削中,將鑽杆穿過導套,通過調(diào)整施加於(yú)製振器環形線圈的勵磁電流大小,即可改變活塞(sāi)盤和磁流(liú)變液體接觸麵的阻尼值和剛度特征。該結構的最大特點是通過調整(zhěng)線圈(quān)電流數值,以期對某(mǒu)些有害於加工精度和表麵質量的振動模態實現摧毀,或抑製其(qí)不被激發出來,最終鑽削形成預定的零件孔品質,具體深孔鑽削係統布局形式見圖2。
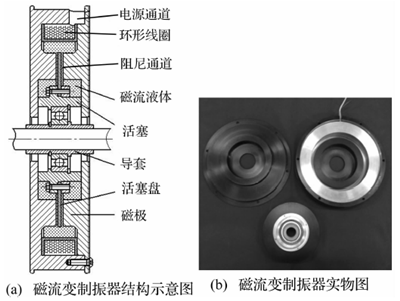
圖1 磁(cí)流變製振(zhèn)器結構示意圖
2.製振器的設計方法
2.1 製振器設(shè)計的基本原則
在磁流變液製振器的設計中(zhōng),製振器輸(shū)出的(de)振動
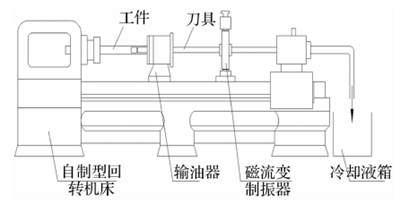
圖2 深孔鑽削(xuē)加工原理示意圖
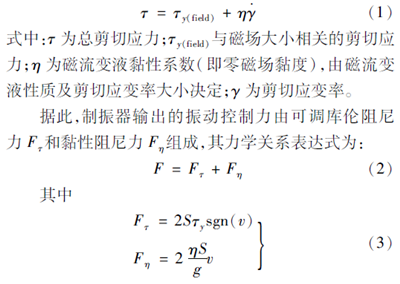
控製力及其響應速度不僅與磁流變效應(yīng)的強弱及速度有關(guān),並與製振器各部件尺寸和阻尼間隙也密切(qiē)相關,而這些因素歸根結底又與如(rú)何構(gòu)建(jiàn)磁流變液黏性(xìng)模型存在著緊密聯係。本文基於Bingham 黏性模型[8 -9],若製振器線圈(quān)未通電時(shí),製振器腔體(tǐ)內的磁流變液表(biǎo)現為牛頓流體特性,其剪應力與剪應變成正比,而當(dāng)施加勵磁電流後,環形線圈(quān)產生外加磁場,相應(yīng)的阻(zǔ)尼(ní)通道內磁流變液體的剪切力函數可描述為如下形式(shì):
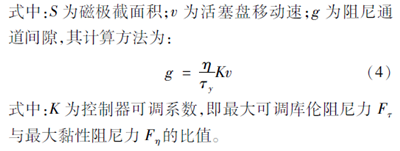
對比式(1)、式(2)和式(4)可知,製振器(qì)產生的剪切應力τy隨著間隙距離g 的增加(jiā)明顯下降,這主要是由於線圈在(zài)阻尼通(tōng)道內產(chǎn)生的磁感應強度隨著間隙g的增加明顯下降,因而為(wéi)了增大磁場強度則需要(yào)減小(xiǎo)間隙g。但是,g 的減小會使黏性阻尼力Fη增大,致使可調係數K 變小,進而製振力的實際輸出調節範圍變小。因此,實際設計中,製(zhì)振器的基本設計原則就是需要合理設計間隙g,使得製振器輸出的振動控製力及其調節範圍均可滿足實際使用的需(xū)求。一般說來,間隙g取值範圍為0.8 ~2 mm 較為合理[10]。
2.2 製振器的材料選擇
依據深孔加工製振器的實際(jì)工作特點,並綜合考慮材料的磁學性能、結構強度以及性價比等因素,新(xīn)型製振器的殼體和活塞盤均選擇20#低碳鋼,而製振器的繞線盤和活塞則選擇鋁材料,這主要是(shì)基於鋁質材料的不導磁性(相對磁(cí)導率為1),可使磁場集中在製振器的工作回路中,從而減少漏磁,提高磁場利用效(xiào)率。對於磁流變液的選擇,本文選用MRF -132DG 磁流變液(yè),該材料為碳氫基磁流(liú)液體,它的剪切應力與剪(jiǎn)切應(yīng)變率關係、黏性係數與剪切(qiē)應變率的關係見圖3[11],屈服應力τ和磁場強度(dù)H 關係曲線見圖(tú)4[12]。
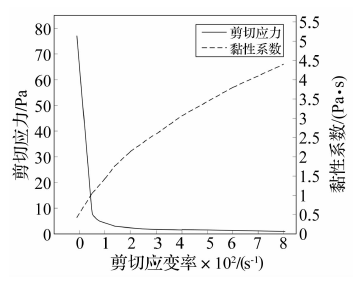
圖3 MRF -132DG 剪(jiǎn)切應變率性質(zhì)
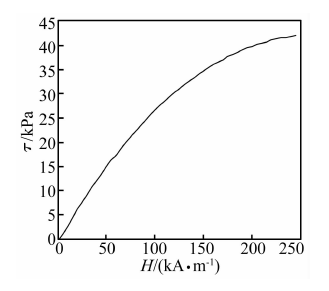
圖4 MRF -132DG 屈服應力與磁(cí)場強(qiáng)度關係
2.3 磁(cí)路係統的設計
在磁路係統設計中,間(jiān)隙通道內磁流變液的磁感應強度B 是關鍵參數。首先,根據磁流變液B -H 曲線和磁特性曲線(xiàn)τ-H 曲線得到磁流變液材料的工(gōng)作點。本文選擇磁流變液達到磁(cí)飽和時(屈服(fú)應(yīng)力τy最大),對應工作點的磁場強度Hf =250 kA/m,磁感應強度Bf=0.9 T,磁流變液B -H 曲線見圖5[12]。為了(le)便於(yú)勵磁線圈匝數的計算,可將磁流變製(zhì)振器的結構參數作如下定義(見圖6):g 為阻尼間隙;h為活塞盤厚度;e 磁極(jí)厚度;L1 側(cè)邊壁厚度;L2 側邊壁長度;R1 和R2 分別為(wéi)磁極內半徑和外半徑;R3 和R4 分別為殼體(tǐ)內半徑和外半徑。
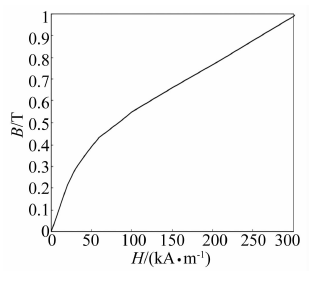
圖(tú)5 MRF -132DG B -H 曲線
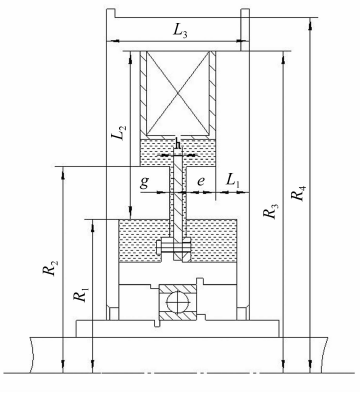
圖(tú)6 磁流變製振器的結構參數

3.製振器結構的優化設(shè)計
為了實際鑽削時新型製振器安裝便利,以(yǐ)及獲得足夠大的製振力(lì)輸出範圍和結構強度,可先利用式(1)~式(shì)(4)進行初步(bù)計算,得到製(zhì)振器的初步設計結構參數,見表1。然後,依據(jù)製振器設計原則,將製振器(qì)具有較大的可調係(xì)數K 及阻尼(ní)通道內磁感應強度達到0.9 T作為優化設計目標,對初步結構設計參數進行優(yōu)化,以期實現磁流變液使用效率最高,且降低製振器整體體積和質(zhì)量。製振器的結構優化可分為兩個部分,即徑(jìng)向結(jié)構優化和軸向結構優化(huà)。
表1 磁流變製振器初步設計結構參數

3.1 製振器徑向結構優化
製(zhì)振器徑向結構(gòu)的優化應根據製(zhì)振器理想輸出控製力F,並結合製振(zhèn)控製力(lì)計算式(2),即可求解得(dé)到徑向(xiàng)結(jié)構尺(chǐ)寸,其中活塞(sāi)盤和磁極截麵積是影響製振控製(zhì)力(lì)大小和間隙通(tōng)道(dào)內磁流(liú)變液能否達到磁飽和的關鍵。另(lìng)外,由於黏性阻尼力Fη比可調庫倫阻尼力(lì)Fτ小很多,且在(zài)低速區時Fη與鑽杆擾(rǎo)動速度(dù)有關,因而製振控(kòng)製力(lì)F 幾乎完全由Fτ提(tí)供。若可(kě)調(diào)庫倫阻尼力Fτ為最大值時,則製振器的輸出控製力F 即為(wéi)製振器的理想目標值。基(jī)於此,當製(zhì)振器輸出控製力F 、磁流變液飽和剪切應力τy確定(dìng)之後,依據式(2)和式(3),就可獲得磁極截麵積SE,具體(tǐ)計算公式為:

強度要求的條件下盡量減小製振器體積和質量。本文所采用鑽杆(gǎn)直徑為17 mm,鑽杆套厚度(dù)2 ~4 mm,軸承選取深溝球軸承。因而,考慮到磁極內半徑R1 受深孔鑽杆直徑影響,依(yī)據式(12),可計算獲得內半徑R1 =36.5 mm,外半徑(jìng)R2 =49 mm,理(lǐ)想輸出阻尼力Fn =300N,τymax =44.7 kPa。
3.2 製振器軸向結(jié)構優化
在製振器軸向結構設計中,相(xiàng)關設計變量和(hé)約束(shù)條(tiáo)件如下:
3.2.1 設計變量
軸向結構優化設(shè)計中,有5 個設計變量,分別為阻尼(ní)間隙g、活塞盤厚度h、磁極厚度e、側邊壁厚度L1 和側邊壁長度L2。
3.2.2 約束條件
① 非線性不等(děng)式約束
根據設計要求,可(kě)調庫倫阻尼力Fτ的最大值需達到製振控製力F,即

3.2.4 優化求解
約束條件確定後,借(jiè)助Matlab 中fmincon 函數來(lái)實現優化計算(suàn),分別取理想控製力Fn =300 N 及最大擾動速度Vmax =3.5 m/s 進行計算,並將優化(huà)計算結(jié)果(guǒ)取整,相應優化後製振器的結構參數見表2。此外(wài),考慮到勵磁線圈所占麵積(jī)將會影響側邊(biān)壁厚度L1 和(hé)側邊壁長度L2 的大(dà)小,因而實際設計時L1 和L2 兩個參數還要根(gēn)據線圈線徑(jìng)和匝數做出具體調整。
表2 磁流變製振器優化後結構參數(shù)

由表2 可知,相對於表1 的初步(bù)結構參數而(ér)言,優化後的活塞盤厚度、磁極厚度和阻尼間隙並未改變,僅是(shì)側邊壁厚度有所增加,而側邊(biān)壁長度、磁極內半徑和外半徑尺寸則明顯降低,因而減少了製振器的整體體積和質量。
4.製振器(qì)磁路係統的(de)數值分析
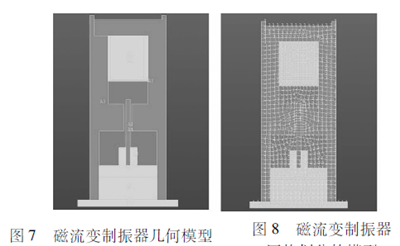
為了驗證新型(xíng)製振器的結構參數是否滿足實際需求,運用ANSYS 有限元軟件中的PLANE53 單元對製振器阻尼間隙、磁極(jí)和殼體回(huí)路部分的磁場分布情況進行分析與討論。同(tóng)時考(kǎo)慮到新型磁(cí)流變製振器是一個軸對稱結構(見圖(tú)7 所示),因而(ér)取對稱平麵模型的一半分析即可,其網格模型見圖8。
取表1 所示的製振器初步設計尺寸進行(háng)計算分析,求解獲(huò)得的磁感(gǎn)應強度、磁場(chǎng)強度分布見圖9。由圖9(a)或圖9(b)可知,磁場分布集中於製振器回路結(jié)構中,殼體處磁感應強度最大,約為1.6 T,殼體材料已經達到飽和值;阻尼間隙內約為0.2 ~0.6 T,故磁流變液未達到飽和值,且分布(bù)不均(jun1)勻。此(cǐ)外,從圖9(c)和圖9(d)中(zhōng)還可(kě)知,殼體處磁(cí)場強度約為3 100 A/m,間隙內磁場強度約為79 000 A/m,阻尼通道內(nèi)磁場強度方向都垂直於活塞盤的運(yùn)動方向,但是隨著與(yǔ)勵磁線圈之間距離的增加,通道內磁場強度明顯減小。圖10 為(wéi)間隙通道內磁(cí)感應強度分布曲(qǔ)線,其中L為(wéi)以製振器活塞盤頂端為起點,豎直方向的阻尼通道長度(dù)。從(cóng)圖10 可知,磁力線回路主要(yào)集中於磁極處,磁力線走向符合設計預想,驗(yàn)證了製振(zhèn)器設計原(yuán)理的正確性。但(dàn)是,間隙內磁感應強度最大值約為0.62 T,未達到磁流變液飽和值。隨著阻尼(ní)通道長度L 的(de)增加,磁(cí)感(gǎn)應強(qiáng)度不(bú)斷減小(xiǎo),且分布(bù)不均(jun1)勻。這說明初步設計的製振器結構尺寸存在冗餘,製振器性能並未得到充分發揮。
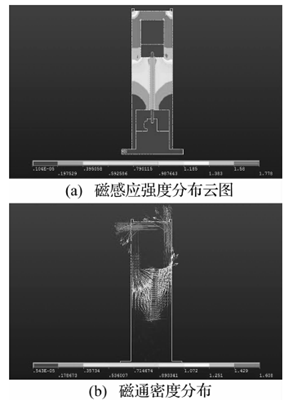
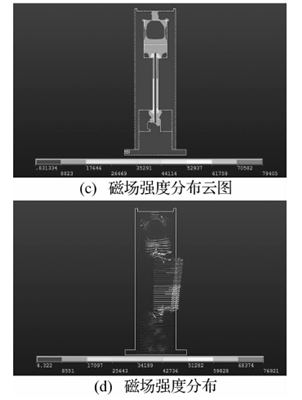
圖9 初步設計條件下磁流變製振(zhèn)器有限元分(fèn)析結果
依(yī)據表2 所示優化後的製振器設計尺寸進行有限元分析,求解獲(huò)得的磁感應強度(dù)、磁場強度分布見圖11。由圖11(a)或圖11(b)可知,殼(ké)體處磁感應強度約1.65 T,達到殼體(tǐ)材料的飽和值,殼體頂壁處磁感應強度略大,約為1.7 T,說明頂壁尺寸略小,後續(xù)設計中,頂壁尺寸需要調整(zhěng)。阻尼通道內磁感應強度(dù)約為0.82 T,接近預想值0.9 T,且磁場強度分布均勻。此外,從圖11(c)和圖(tú)11 (d)可知,殼體磁場強度約為3 200 A/m,間隙內磁場強度最大,約為210 000 A/m,這說明阻尼通道內磁(cí)場(chǎng)強度方向(xiàng)都垂直於活塞盤(pán)的運動方向,使得磁(cí)場、磁極和活塞盤麵積得到有效利用。
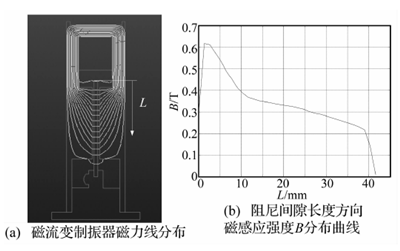
圖10 初始設計條件下磁流變製振器磁感應強度分析
圖12 給出了間隙通(tōng)道內磁感(gǎn)應強度的分布曲線,從圖(tú)中可見間隙內磁感應強度約為0.82 T。隨著阻尼通道長度L 的增(zēng)加,間隙內磁感應強度變(biàn)化(huà)不(bú)大,分布均勻。當距離L 大於間隙通道長度後,磁感應強度(dù)降至最低。這說明優化後(hòu)的製振器結構尺寸達到了設計要求,磁場分布主要集中於磁極處,磁極作用明顯,整個製振器磁場回路都經由(yóu)磁極處通過,磁極外漏磁較少,磁場利用率明顯提高。
5.新型製振器的抑振效果實驗
本節將通過(guò)實驗研究(jiū),獲得優化設計後的製(zhì)振器構型對刀具振動的抑製效果,以期驗證(zhèng)本文所提出的新型磁流變(biàn)液製振器設(shè)計方案的可行性和有效性。
5.1 深孔鑽削抑振實驗(yàn)平台
本次刀具振動抑製實驗是在(zài)本所自製的(de)工件回轉型深孔鑽削(xuē)機床上進行,相關實驗平台見圖13。實驗過程中,利用刀具輔助支撐將製振器固定於機床導軌上,並通過兩個非接觸式位移傳感器分別采(cǎi)集實際鑽削(xuē)時刀具在垂直和水平方向上的振動信號。加工孔的圓(yuán)度誤差(chà)用CONTURA -G2 型三坐標測量(liàng)機來獲得(dé)。相關加工參數如下:刀杆外徑Φ17 mm,杆長1 100 mm,刀頭為(wéi)錯齒刀具(jù),外徑Φ19 mm。材料為高強度合金鋼,密度為7.87 ×103 kg/m3 ;供油壓力(lì)pin =2 ×106 Pa,切削液動力黏度μ=0.026 Pa·s;工件材質為(wéi)45#鋼,長度為300 mm。
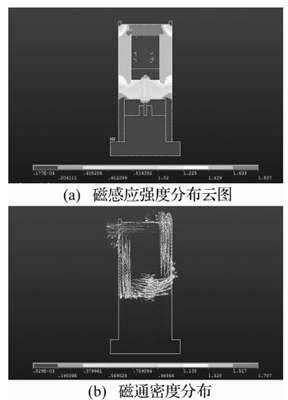
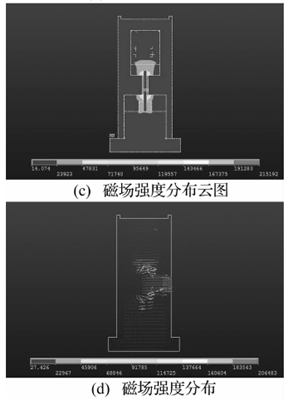
圖11 製振器優化設計磁流變有限元分析結果
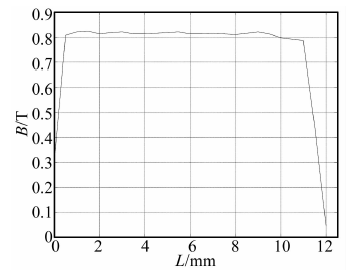
圖12 優化設計阻尼間隙長度方向磁感應強度B 分布曲線
5.2 實(shí)驗結果分析(xī)
5.2.1 勵磁電流(liú)對抑(yì)振效果的影響
實驗過程中,將(jiāng)製振器固定於距離授油器550 mm的位置處,設定工件(jiàn)轉速和進(jìn)給量分別為710 r/min 和
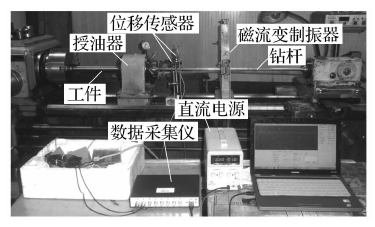
圖13 鑽削實驗平台(tái)照片
0.084 0 mm/r,取0.0 A、0.2 A、0.5 A 三種不同的勵磁電流進行鑽削實(shí)驗,獲(huò)得的(de)刀具振動位移的時間曆程(chéng)響應見圖14。
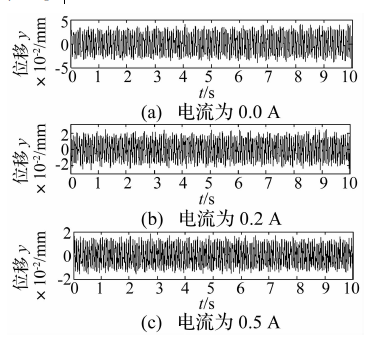
圖14 不(bú)同勵磁電流條件(jiàn)下刀具振動的時間曆程響應
由圖14 可知,當製(zhì)振器位置和進給量不變時,隨著(zhe)勵磁電流強度的增大,刀具振動幅值明顯減(jiǎn)小。這說明隨著製振器勵磁線圈電流的(de)改變,引起刀具(jù)係統在(zài)製振(zhèn)器位置處的剛度和阻尼特性也發生了變化,從而使刀具的振動幅值得(dé)到有效控製。相應(yīng)加工條件下測量獲得的加(jiā)工孔圓度誤差見表3,隨著施加的勵磁電流增大,加工孔的圓度誤差(chà)得到了改善,且均優於施加電(diàn)流為0.0 A 時,僅是改善的程度有所區別而已。
表3 不同勵磁電流條件下獲得的加(jiā)工孔圓度誤(wù)差

5.2.2 製振位置對抑振效果的影響
實驗中設定主軸轉速為710 r/min,進給量為0.084 0 mm/r,勵磁線圈電流為0.3 A,製振(zhèn)器分別固定於位置1(距(jù)授油器400 mm)、位置2(距授(shòu)油器550mm)和位置3(距授油器(qì)750 mm)處,測(cè)得實際加工時刀具的振動信號見圖15。從圖15 可知,當製振(zhèn)器從(cóng)位置3 變換到位置1 時,隨著與刀頭位置間距離(lí)的減小,刀具振(zhèn)動幅值也呈減小趨勢。此外,當製振(zhèn)器放置於(yú)位置3 時,刀具振動幅值呈現出較大的波(bō)動(dòng),且振動不平穩(wěn),這(zhè)說明該位置對刀具(jù)振動的(de)控製能力較差。與此同時,由表3 可知,當製振器放置於位置1 和位置2 時,相應加工孔圓度誤(wù)差值也都(dōu)優於放置於位置(zhì)3 處,因而實際鑽削中應避免選用(yòng)位置3 進行(háng)振動抑(yì)製。
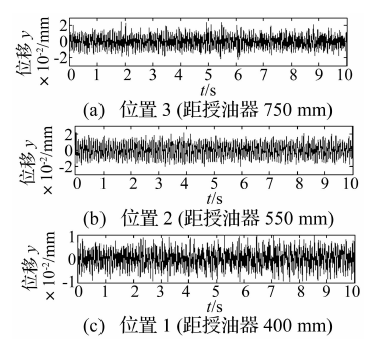
圖15 不同製振位置條件(jiàn)下(xià)刀具振動的時間曆程響應
表4 不同支撐(chēng)位置條件下獲得的加工孔圓度誤(wù)差

5.2.3 進給(gěi)量(liàng)對抑振效果的影響
Fig.16 The vibration responses of drill toolsystem under different feed rates鑽削實驗中,設(shè)定主軸轉速為710 r/min,勵磁線圈電流為0.5 A,分別選取進(jìn)給量為0.076 5 mm/r、0.084 0 mm/r 和(hé)0.091 5 mm/r,測取信(xìn)號繪(huì)製刀具振動的時間曆(lì)程響應見圖16。從圖16 可知(zhī),隨著進給量的增加,刀具振動的(de)幅值均明顯增大。究其原因主要是由於隨著進(jìn)給量的增加,刀(dāo)具係統所承受的切削力
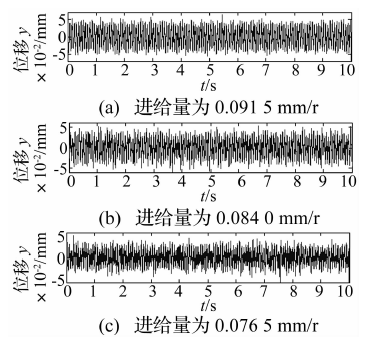
圖16 不同進給量下鑽杆振動位移曲線
不斷增大,致使刀具的振動(dòng)幅(fú)值也變大。同時,刀具振動(dòng)幅值的增大,最終導致被加工孔圓度誤差的增加(jiā)(見表5)。
表5 不同(tóng)進給量條件下獲得的(de)加工孔圓度誤差

6.結 論
針對實際深孔鑽削過程中刀具(jù)係統易發生再生振動或自激振動的問題,設計了一種基於磁流變液(yè)材料的新型振動抑製構型。依據深孔刀具的實際工作特點,並結(jié)合有限元法,以製振器理想輸出阻尼力和阻尼間(jiān)隙(xì)內(nèi)磁感應(yīng)強度達到磁飽和為設計目標,給出了深孔鑽削刀(dāo)具製(zhì)振器的優化設計方法及相關具體結構參數。通過實(shí)際鑽削試驗(yàn),討論了(le)勵磁電流、進給量及製(zhì)振位置對刀具振動抑製效果的影響。從實驗結果可(kě)以(yǐ)看出,隨著勵磁線圈電流的增大,刀具(jù)振動幅值明顯減小;當選用不同的進給量和製振位置時,新型製振器也對刀具振動起到了有效抑製,僅是抑製程度所不同。由(yóu)此可(kě)以看出,本(běn)文所提出的新型磁流變製振構(gòu)型及(jí)其優化設計方法,將為實現(xiàn)深孔鑽削過程中刀具係統動態特(tè)征及加工孔品質的實時控製奠定(dìng)理論與應用基(jī)礎。
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多
牌(pái)調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年(nián)10月 分地區金屬(shǔ)切(qiē)削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多