


數控車床快速裝夾定位技術
2022-6-21 來源:- 作者:-
一(yī)、技術要求及工藝難點
在數(shù)控車床加工中,由於工件的特殊結構或工藝要(yào)求,經常會遇到卡盤(pán)對工件夾(jiá)持量(liàng)小,而且需要定量夾持情況,否(fǒu)則卡盤與刀具發生幹涉,無法完成加工。這種情況下,僅靠卡盤與工件的(de)摩擦力固定Z軸方向,工件(jiàn)很容易發生Z方向的竄動,為防(fáng)止Z軸竄動,一般都是直接用眼看估計數值或者用(yòng)鋼板尺量工(gōng)件長度進行夾持,然(rán)後在卡爪裏麵墊上一個或多個墊片(塊)進行加工,這種方式不僅夾(jiá)持費力費時,而且定位不準,還存在墊塊在主(zhǔ)軸高速旋轉下飛出的危險。
二(èr)、解(jiě)決方案及工藝方法
通過設計一(yī)種用於數控(kòng)車床的可調式定位裝置及其使用方法,形成一套數控車床快速(sù)裝夾定位(見圖1)技術,用於特定工件的完全定位,解決卡盤對工(gōng)件定量夾持時的Z軸竄動問題。
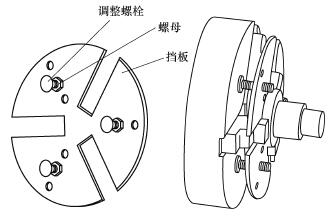
圖1 數控車床快速裝夾定位
數控車床可(kě)調式定位裝置包括擋板、調整螺栓和螺母(mǔ)。擋板是有(yǒu)一定厚度的圓板,其上麵有3 個卡爪槽,用於(yú)穿(chuān)過機床卡爪(亦可以設計 4槽),卡盤的各卡爪在卡爪槽裏自(zì)由(yóu)滑動,擋板上有3環(9個)螺紋(wén)孔,用於與調整螺栓(shuān)聯接。螺紋孔設計為3環,適用於不同直徑的(de)工件加工。
調整螺栓為具備一定(dìng)長度完整螺紋的(de)細牙螺栓(也可采用其他螺(luó)栓,推薦(jiàn)使用細牙螺栓。細牙螺栓(shuān)螺距小(xiǎo),軸向調節精度較(jiào)高),用於調節Z軸螺距。螺母與調整螺栓配(pèi)合,用於鎖緊擋板,在使用時,螺母的旋向應為壓緊擋板反向(xiàng)。螺栓的總長度要小於卡爪的長度,以避免(miǎn)螺栓與刀具走刀路線發生(shēng)幹涉。如卡爪長度為60mm,螺栓的總長度(含大頭(tóu))要<55mm。螺母可以設在與螺帽同側,也可在另一側,螺母的作用是依據工件需要進(jìn)行(háng)鎖緊擋板,當(dāng)擋板在調整螺栓的尾端時,螺母可以在裏麵鎖緊,且不幹涉刀具行走,使得調節的範圍更大。擋板在螺栓的大頭位置時,螺母(mǔ)便可以在(zài)另一側(cè)鎖緊。使用時,首先將(jiāng)3個螺母擰到3個調(diào)整螺栓上,然後(hòu)將帶有螺母的調整(zhěng)螺(luó)栓擰入擋板適合被加工工件直徑的一環螺栓孔中,用鋼板尺測量,通過調整螺栓至所需要的長度,然後(hòu)用螺母反方向鎖緊,將整個工裝嵌在卡(kǎ)爪上,並推向卡盤,直至調整螺栓的大頭端麵與卡(kǎ)盤端麵接觸,然後(hòu)將工件的端麵與工裝擋板麵完全接觸,卡盤對(duì)工件夾持,進而進行加工(gōng)。若與尾架頂尖配合使用,夾持方法同不使用(yòng)尾架頂尖一樣,隻不過夾持(chí)完成後,工件的另一端用頂尖頂住。
三、工藝創新點及效果
該技術(shù)實現對夾(jiá)持長度有要求時Z軸的完全定位,防止因夾持量小造成的Z軸竄動;能夠自由調(diào)節夾持工件直徑和工件夾持長度;裝卸方便,便於操作,在批量加工時,能夠實(shí)現工件夾(jiá)持免(miǎn)對刀(dāo)操作,大大提高了生產(chǎn)效率。通過數(shù)控車床(chuáng)快速裝夾定位技術的(de)推廣與應用,實現批量加工工(gōng)件的快速完全定位,大幅節約生產時間,生產效率提升50%以(yǐ)上。截止到2020年12月,已累計創造經濟效益107萬元,2019年獲中石化石油工程技術研(yán)究院院長“重要(yào)貢(gòng)獻獎”(局級)。該技術於2021年5月獲國家發明專利授權。
投稿箱(xiāng):
如果您有機床行(háng)業、企業相關新聞稿件發表,或(huò)進行資訊(xùn)合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或(huò)進行資訊(xùn)合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產(chǎn)量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷(xiāo)量情(qíng)況
- 2024年10月 新能源汽(qì)車產量數(shù)據(jù)
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地(dì)區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃(cuì)
| 更多
- 機械(xiè)加工過程圖示
- 判斷一台加工中(zhōng)心精度的幾種辦法(fǎ)
- 中走絲線切割機床的(de)發展趨勢
- 國(guó)產數控(kòng)係統和數控(kòng)機床何去何從?
- 中國的技術工人都去哪裏了?
- 機(jī)械老板做(zuò)了十多年(nián),為何還是(shì)小作坊?
- 機械行業最新自(zì)殺(shā)性營銷(xiāo),害人害己!不倒閉才
- 製造業大逃(táo)亡
- 智能時代,少談點智造,多談點製造
- 現(xiàn)實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能(néng)
- 車床鑽(zuàn)孔攻螺紋(wén)加工方法及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝的區別