


基於機器視覺的數控(kòng)車螺紋修複方法
2020-5-21 來源: 安徽工程大學 作者:俞俊傑,劉有餘
摘要: 螺紋(wén)工(gōng)件在加工或在使用過程(chéng)中容易造成螺紋(wén)牙的損傷,結合數控車床修複螺紋工件的方法,提出基於機器視覺的數控車床螺紋修複方法。方法是利用(yòng) CCD 攝像機(jī)對所需修複的(de)螺(luó)紋工件進行圖像采(cǎi)集,並對圖(tú)像進行分析(xī)處理,得到(dào)螺紋工件(jiàn)相對於數控車床卡盤的位置變化信息; 對數控程(chéng)序中刀具移動參數的進行修正,控製數控刀具在(zài)加工過程中的準確定位,實現數控車床對螺紋工件的修複。本方法不需要在車床卡盤上標記點,也不(bú)需要多次調整工件,效率高,利於批量加工,提高經濟效益(yì)。
關鍵詞: 螺紋修複; CCD 攝像機; 圖像處理
引言
螺紋零件(jiàn)是最重要的機械基礎性零件之一,在螺紋的生產或使用過程中,會因各種不同的情況(kuàng)而導致螺紋零件無法(fǎ)正常地使用。如在刀具(jù)磨損的情況下,加工的螺紋工件的螺紋深度就會出現偏差,這就導致在使用過程中螺紋工件無(wú)法正常使用; 在使用過程中,螺紋工件(jiàn)受到擠壓會導致螺紋局部變形,這就導致螺紋工件在拆卸後無法再次使用(yòng)。為了減(jiǎn)少材料的浪費,降低生產和使用成本,對於無法使用的螺紋工件需進(jìn)行修複,以降低(dī)生產成本,提高經濟(jì)效益。
目前,研究人員已提出了多種的螺紋(wén)修複方法(fǎ),數控車修複螺紋是目前(qián)普遍使用(yòng)的修複(fù)方法,如範(fàn)芳洪等人提出可通過主軸編碼器一轉零脈(mò)衝信號位置和螺紋起始位置重(chóng)合的關係,通(tōng)過設計一種主軸一(yī)轉零脈衝信號製(zhì)動電路,利用對刀點計算確定螺紋入刀點,但(dàn)是由於經濟型數控機床不具備定(dìng)向功能,在使用主軸自定位方法時,對機床需要改造,這樣(yàng)的修複方(fāng)式(shì)太過(guò)繁瑣,且經濟(jì)效益不高; 李恒征等人提出了一種利用固(gù)定程序段在待修複工(gōng)件上找正螺紋,通過將找正螺紋起點與待修(xiū)複螺紋(wén)起點重合的方式(shì)實現對(duì)螺紋修複的方法,但是此方法不但需要(yào)在車床卡盤上標記,而且在加工過程中需通過卡盤標(biāo)記點多次調整工件,才能(néng)完成修複工作,這種修複(fù)方式太過繁瑣,不利於大批量修複。
針對上述的不足(zú)之處,本文提出了一種基於機器視覺的數控車螺紋修複方法,此方法其重點在(zài)於,利用定位安裝好的 ccd 攝(shè)像機對螺紋工件進行圖像采集,把拍攝的數據(jù)傳送至電腦,運用 mat-lab 軟(ruǎn)件的圖像處理(lǐ)功能對采集圖像數據進行分析計算,根據圖像分析計算獲得螺紋某一(yī)點的軸(zhóu)向移動變量(liàng),運用(yòng)螺距與螺紋旋轉角(jiǎo)度的關係,計算出這一(yī)點的移動變量相對應(yīng)的螺(luó)紋旋轉角度,利用弧長與(yǔ)角度的(de)關係,結合螺紋半徑把旋(xuán)轉角(jiǎo)度(dù)轉換成弧長,通過數(shù)控加工中的主軸轉(zhuǎn)速和刀具移動速度,把螺紋的弧長(zhǎng)變量轉換成刀具的移動補償(cháng)量,在數控程序中對刀具移動進行修補,從而輸出指令使刀具準確(què)定位(wèi),完成螺紋的修複加工。
1、 總體方案
在修複工作前,先試加工一件標準(zhǔn)件,然後通過 CCD 攝像機對標準件的螺紋圖像進行采(cǎi)集,並傳輸給電腦(nǎo)。接著拆下標準件將待修複(fù)的螺紋工件送入機床卡盤,對待修複(fù)螺(luó)紋進行軸向定位並(bìng)夾緊工件,通過 CCD 攝像(xiàng)機獲取修複工件的螺紋圖像信息並傳輸(shū)給電腦(nǎo),通過 matlab 圖像分析標準件與(yǔ)被修複工件的螺紋圖像,通過重疊對比(bǐ)的方式獲得螺紋的軸向信息,同時計(jì)算出刀具的移動(dòng)補償值,操作人員隻需修改加工程序中刀(dāo)具移動參數,便可實現自動對刀,運行(háng)修複程序。螺紋修複步驟如圖 1 所示。
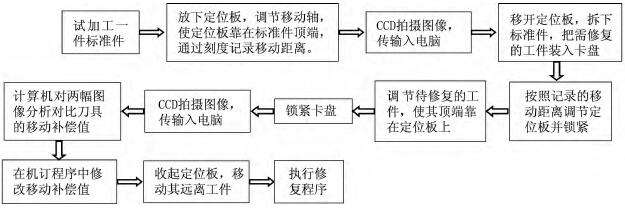
圖 1 螺(luó)紋修複(fù)步驟的流程圖
螺紋工件送入機床卡(kǎ)盤,螺紋右端靠上定位板之後鎖緊(jǐn)卡盤,啟動 CCD 相機對螺紋圖(tú)像(xiàng)進行(háng)采集傳輸,接著鬆開鎖緊螺(luó)栓,旋轉定位板並移動CCD 相機遠離被加工件,在數控車床的程序中輸入計算結果,實(shí)現自動對刀。
由於 CCD 攝像機易受飛屑損傷、冷卻液遮擋等,因此在攝像(xiàng)機(jī)的(de)外部加裝防護罩,並(bìng)設計成可伸縮的形式,通過固定(dìng)軸上的刻度,調節 CCD 相機(jī)的位置,從而達到 CCD 相機的(de)定位準確,這樣保證(zhèng)拍攝出來的(de)圖像(xiàng)的(de)一致性,為後麵(miàn)圖像處理對(duì)比的準確性提供了保障。相機安裝(zhuāng)圖如(rú)圖 2 所示。
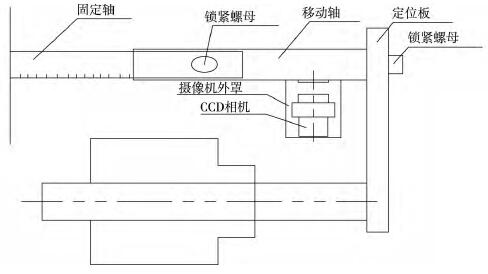
圖 2 相機安裝圖(tú)
2、 螺紋修複係統
2. 1 機械部分
2. 1. 1 定位板的運動(dòng)軌跡
定位(wèi)板通過螺栓連接在移動軸上(shàng),移動軸通(tōng)過螺栓連接(jiē)在固定軸上,移動軸(zhóu)采用軸向伸縮式,定位板(bǎn)采用上下移動式,當(dāng)要修複螺紋時,先移動定位板至合適位置,再(zài)調節移動軸使定位板靠在試加工標(biāo)準件(jiàn)的螺紋頂端,鎖緊螺母,為需修複螺紋(wén)定位,完成定位後,移動定位板至不妨礙刀(dāo)具加工的位(wèi)置。
2. 1. 2 相(xiàng)機外罩設計
因修複的精(jīng)度的(de)高(gāo)低與圖(tú)像(xiàng)采集的清晰度息息相關,保護相機鏡(jìng)頭免收(shōu)加工中飛屑的劃傷和切削液的侵入至關重(chóng)要,所以(yǐ)相機的外罩必須設計成(chéng)可移動式,在需要拍(pāi)攝時移動至拍攝位置,在加工時,移動至遠離加工工件的位置,以達到保護(hù)鏡頭不(bú)受飛屑和冷卻液的侵入。此外相(xiàng)機(jī)焦距(jù)與曝光度的調節直(zhí)接關係圖(tú)像的(de)清晰度,因此相機的外罩必須留有可調節窗(chuāng)口,這樣可方便調節鏡頭使其拍(pāi)攝的圖像更加清晰。相機外(wài)罩上(shàng)的調節窗口不應是開放式的,需安裝遮擋簾(lián),以保護內部的(de)相(xiàng)機。
2. 2 圖(tú)像處(chù)理部分
2. 2. 1 圖(tú)像預處理(lǐ)
圖像會因采集設備鏡頭的分辨(biàn)率、外部場(chǎng)景的光(guāng)線等一係列(liè)的原因導致圖像變得(dé)模(mó)糊,且在圖像的掃描、采樣、量化的過程中,會引入噪(zào)聲,最(zuì)終導致傳輸進電腦的圖像因噪(zào)聲汙染而變(biàn)得(dé)畫質下降,由於圖像質(zhì)量的高低直接影響後續的處理效果,所以必須消除噪(zào)聲對圖像的影響,因此對圖像需要做預先處理。本文所采樣的處理方式是先對圖像(xiàng)做灰度化處理,接(jiē)著對圖像做平滑處理,最終對圖像做(zuò)銳化處理。其效果(guǒ)圖如圖(tú) 3 所(suǒ)示。
2. 2. 2 目標區域的提(tí)取
在圖像預處(chù)理後,需對(duì)圖像進行分割處理,其目的在於把(bǎ)圖像中(zhōng)的重點信息與無關背景信息區分開來,通過分(fèn)割的方式獲得準(zhǔn)確的特征圖像,本文的分割的方(fāng)式是: 根據圖像(xiàng)直方圖特(tè)征,選擇合適的閾值,從而將物體與背景分離出來。其(qí)結果如圖(tú) 4 所(suǒ)示。
圖 3 圖像預處理圖

圖 4 目標區域提(tí)取圖
2. 2. 3 獲取螺距變量
目標區域的提取後的圖像通過連通域分析剔除小麵積,對於其他目標進行質心坐標,接著通過對質心坐標進行排序,如圖 5 所示,選(xuǎn)取所需要的質心坐標,並求出之間的差值,其差值就是螺紋的螺距,圖 6 所示,最終兩組螺距求差(chà)就可得(dé)到螺距(jù)的變量,如圖 7 所示。
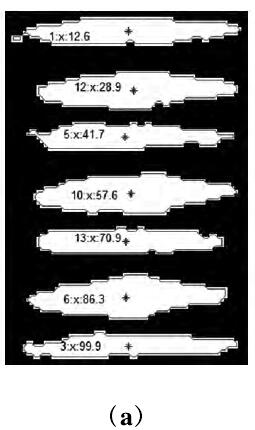

圖 5 質心坐標圖

圖 6 螺距對比圖

圖 7 螺距變量圖
2. 2. 4 刀具對刀補(bǔ)償計算
因沿原螺旋線軌跡對螺紋進行修複,必須保證(zhèng)刀具在開始車削前定位到螺紋入口端(duān)點位置(zhì),但是由於螺紋工件裝夾時(shí)無法保證周(zhōu)向定位,所以在不重(chóng)新對刀的前提下,刀具在移動到起始點的位置時(shí),螺紋旋轉後與刀具相接處的點未(wèi)必是螺紋的入口端點,這樣就會對螺紋造成更加嚴(yán)重(chóng)的破壞。
要完成自動對(duì)刀必須使螺紋(wén)的旋轉周向移動量轉換(huàn)成刀(dāo)具(jù)得軸向移動量,其(qí)計算公式為(wéi):
其中(zhōng): d 為刀具的軸向移動(dòng)量(liàng); α 為螺紋(wén)旋轉角(jiǎo)度(dù)的變化值(zhí); r 為螺紋半徑,s 為主軸轉(zhuǎn)速,F 為移動進給速度,如圖 8 所示。
圖 8 刀具移動補償圖
結論
作者提出的基於機器視覺(jiào)的數控車螺紋修複方法,實現了對螺紋的非無接觸檢(jiǎn)測(cè)定位,避免人工手動測量定位帶(dài)來的螺紋修複誤差,操作人員(yuán)隻需在機床程序中對(duì)刀具的移動參數進行修改就(jiù)能(néng)精(jīng)確而高效地實(shí)現螺(luó)紋的修複。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信(xìn)息
金馬")
業界視(shì)點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月(yuè) 分地區金屬切削機(jī)床產量數據
- 2024年(nián)10月 金屬切削機(jī)床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)