


宏程序在異形螺紋車削(xuē)中的應用
2020-4-9 來源: 中車株洲電力機車有限(xiàn)公司 作者:劉 輝,熊文華
摘(zhāi)要: 隨著科學技術和社會(huì)生產的不斷發展,對一些機械(xiè)產品的質量和生(shēng)產效率(lǜ)提出了更高的要求,異形(xíng)螺紋的車(chē)削(xuē)就是(shì)其中典型的代表。一般的螺(luó)紋切削指令 G32 和螺紋切削循環 G92、G76 等(děng)加工指令適用於常用的螺(luó)紋加工,而不能滿足異形(xíng)螺紋的車削。采用宏程序功能與螺紋加工指令相結合,實現了對異形螺紋的車削加工,並重點介紹了有關異形圓柱螺紋的加工方法及宏程序在異形螺紋車(chē)削中的應用。
關鍵詞: 數控編程; 宏程序; 刀具(jù); 異形螺紋
1 、概述
螺紋在各種機(jī)器中應用非常廣泛,常用的螺紋按(àn)其牙型不同可分(fèn)為三角形螺紋、梯形螺紋、鋸齒形螺紋(wén)、矩形螺紋等,如果螺紋的牙型(xíng)是圓弧、橢圓曲麵、拋物線或雙曲線等規則曲線,由這些曲線組合而成的不規則形狀的螺紋,本文稱異形螺紋。這類型的螺紋加工時,應用傳統的螺紋指(zhǐ)令編程是不能完成的,如果用 CAM 軟件編程也不能實(shí)現(xiàn)異形螺紋的車削加工。由於異形螺(luó)紋牙形形狀不定,無標準刀具,隻能借助一般刀具來加工,這就給編程帶來不便,利用宏程序功能,建(jiàn)立合理的數學模(mó)型就能很好(hǎo)解決這一難題(tí)。本文重點簡述螺紋牙型為橢圓曲麵的異(yì)形螺紋車削方法和加工刀具(jù)的設計及加工程序的編製,零(líng)件圖(tú)如圖 1 所(suǒ)示。
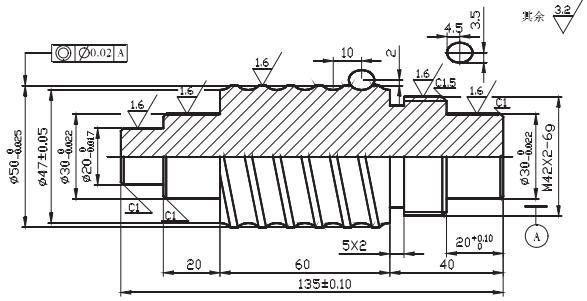
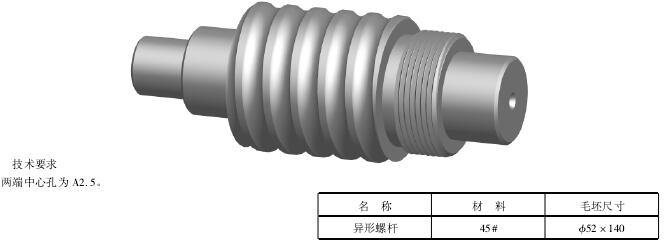
圖(tú) 1 異形(xíng)螺紋零件(jiàn)
2 、對異形螺紋的分析(xī)
在型號為 CK6140 數控車床上加工此類異形螺紋件,由於螺紋的牙槽是一個橢圓形,同時經過分析,橢圓(yuán)的長半軸尺寸為(wéi) 4. 5 mm,短半軸尺寸為 3. 5 mm,牙(yá)底(dǐ)直徑 47 mm,螺紋外徑為 50 mm,螺(luó)距為 10 mm 等形狀特(tè)點,技術要求、數量多少和裝夾方法,對該異形螺紋進行車削工藝(yì)分析,加工中存在的難點,表現以下幾個方麵。
1) 該零件由外圓柱、普通螺(luó)紋(wén)、橢圓牙(yá)形螺紋和退(tuì)刀槽組成。圖(tú)樣中的圓柱尺寸和粗(cū)糙度要(yào)求很高,同時,在異形螺紋外徑(jìng)與外圓基準 A 處(chù)有同軸度要求。
分析以上因素,決定(dìng)擬定一條合理的(de)工藝加(jiā)工路線,減少裝(zhuāng)夾次數(shù),采用三爪自定心卡盤夾持工件和鑽中心孔,用(yòng)後頂尖(jiān)頂住工件(jiàn)成一夾一(yī)頂裝夾。把加工順序及走刀(dāo)路線集中分配,不僅利 於 車削(xuē)加工、還保證了尺寸精度(dù)等技術要 的目的(de)。
2) 該異形螺(luó)紋牙槽是一個橢圓形(xíng),對刀具的選擇(zé)不能忽視(shì),任何(hé)一(yī)把刀具刀尖部分都是圓(yuán)弧的,根據理論刀尖點 A 來編程,如圖 2 所示,那麽車削時,實際起作用的(de)切削刃是圓弧各切點,這樣就會產生加工表麵(miàn)的形狀誤差(chà),它對(duì)圓柱麵和端麵加工沒有(yǒu)影響,但在車削錐麵、圓弧麵(miàn)、橢圓等曲麵時(shí),會造成過切現象,會造成異形螺紋的牙槽底(dǐ)部大於(yú)圖紙要求。
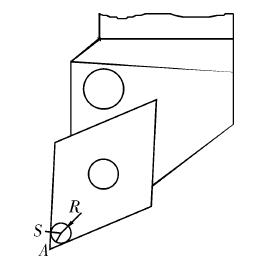
圖 2 刀尖圓弧和刀尖理論(lùn)點
分析(xī)異形螺紋加工刀具,決定將異形螺紋車刀刀頭形狀設計成圓頭形,優點是: 一是具有較好(hǎo)的強度和耐磨(mó)性; 二是能更好的起到(dào)異形(xíng)曲麵的光滑過渡,有效提高螺紋表麵粗糙度。刀頭圓弧太小(xiǎo)的確定,要考慮異形螺紋麵最小曲率半徑,螺紋車(chē)刀刀頭圓弧半徑因小於所(suǒ)加工螺紋麵最小曲率半徑。在(zài)刀具角度的選擇及安裝時,都應(yīng)合理,反之,則會直接影響螺紋的加工精度。
3) 由於異形螺(luó)紋麵為橢圓(yuán)麵,一般的(de)螺紋切削指(zhǐ)令不能滿足異形螺紋的車削,所以編製異形螺紋加工程序是關鍵。分(fèn)析考(kǎo)慮(lǜ),隻能(néng)借助於宏(hóng)程序功能(néng),設橢(tuǒ)圓曲線、所包(bāo)絡的角度為(wéi)變(biàn)量,X,Z 值為自(zì)變量,用直線段逼(bī)近(jìn)輪廓曲線的方(fāng)法完成螺紋麵加工,再與 G32 指令巧妙結合,最終(zhōng)完成異(yì)形螺紋的順利加(jiā)工。
3 、用戶宏程序與一般螺紋加工指令(lìng)的優勢
用(yòng)戶宏程序其(qí)實質與子程(chéng)序相似,它是把一組實現某種功能的指令,以子程序的形式事先存儲在係統存儲器中,並(bìng)通過主程序中的宏(hóng)程序調用並(bìng)執行這組程序。
宏程序(xù)與普通程序相比較,一般程序的程序字為(wéi)常量,一個程序隻能(néng)描述一個(gè)幾何形狀,所(suǒ)以缺乏靈活(huó)性。而(ér)用戶(hù)宏程序主體中可以使用變量進行(háng)編程,還可以用宏指令對這些變量進行賦值和變量(liàng)之間的運算(suàn)等處理,從而可以(yǐ)使用宏程序執行一些有規律變化的動作。
以 FANUC 0i MATE - TD 係統(tǒng)數控(kòng)車床為例,用來加工螺紋的(de)基本指令有 G32( 單行程(chéng)螺紋切削(xuē)指令) 、G92( 螺紋切削循環指令(lìng)) 、G76( 螺紋(wén)切削複合(hé)循環指令(lìng)) 三種(zhǒng)。G92 為直進式進刀如(rú)圖 3( a) 所示(shì),而 G76 為斜插式進刀如圖 3( b) 所示。其(qí)進刀(dāo)方式(shì)不(bú)一樣(yàng),加工的效果也不(bú)一樣,人們在加工螺矩較小的螺紋時往往用 G92 指令進行編程,較大螺矩的螺紋時用G76 指令編程。然而在沒有異形(xíng)曲麵成型刀的情況下,使用上述哪種(zhǒng)螺紋加工指令都無法滿足如圖 1 所示的異形螺紋車削。
通常我們(men)可(kě)以使用(yòng)螺紋固定循環指令進行(háng)普通螺紋程序(xù)的編製,對於橢圓麵(miàn)部分,可以使用逐點計算法計算出其曲麵上的點,然後再(zài)進行程序編(biān)輯,但其計算量和程序(xù)的編輯都非常費時、費力,且編程存在較大(dà)的精度(dù)誤差。若將(jiāng)用戶宏程序功能和 G32 指令結合(hé)使用,就能實現如圖 3( c) 所示,沿異形(xíng)曲麵斜插式進刀。不僅可以完成對異形螺紋加工,而(ér)且計算量較小,程序編輯相(xiàng)對簡單(dān)。
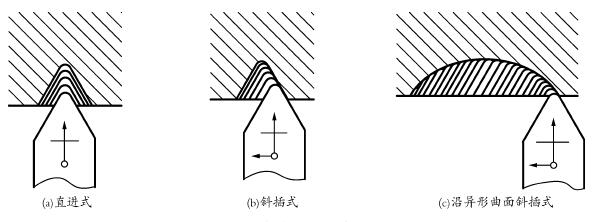
圖 3 螺紋切削(xuē)進刀方式
4、 異形螺紋零件圖分(fèn)析及加工路線的確定
4. 1 異形螺紋零件分析
如圖 1 所示,該零件(jiàn)表麵由外圓柱、普通螺紋、橢圓牙形螺紋和退刀槽組成。其中圓柱尺寸和粗糙度要求較高,另外異形螺紋(wén)麵與基準 A 有同軸(zhóu)度要(yào)求。其餘長度方向和退刀槽並沒有較嚴(yán)格的尺寸精度和表麵粗糙度要求,尺寸標注完整,輪廓描(miáo)述(shù)清楚,零件(jiàn)材料為 45#鋼,無熱處理和硬(yìng)度要求(qiú)。
4. 2 加工路線的確定
1) 采用三爪自定心卡盤夾持工件的左(zuǒ)端,工件伸出長度60 mm 左右,校正夾緊。
2) 車端麵,車一小段外(wài)圓長 20 mm 左右( 車圓即可) ,鑽中心孔。
3) 調頭夾已車(chē)外圓,校正夾(jiá)緊。車端麵,保證總(zǒng)長 135 ±0. 1 mm,鑽中心孔,用後頂尖頂住工件成一夾一頂(dǐng)裝夾。
4) 調用外圓車刀,采用 G71 循環指令粗車 30 0 ~ 0. 022 mm,M42 × 2 - 6 g 螺紋外徑,異形螺紋(wén)外徑 50 0 ~ 0. 025 mm,留1 mm精車(chē)餘量並倒角。
5) 調頭夾 31 mm 外圓,用(yòng)後頂尖頂住工件成一夾一頂裝夾。調用外圓車刀,采用 G71 循環(huán)指令粗車 20 0 ~ 0. 017 mm,30 0 ~ 0. 022 mm,留 1 mm 精車餘量並倒(dǎo)角。
6) 調頭夾 21 mm 外圓,用後頂尖頂住工件成一夾一頂裝夾如 圖(tú) 4 所 示(shì)。調 用(yòng) 外 圓(yuán) 車 刀,用 G70 指 令 精 車 30 0 ~0. 022 mm,M42 × 2 - 6 g 螺紋外徑,異形螺紋外徑 50 0 ~0. 025 mm 至尺寸。
7) 調用切(qiē)槽刀,粗、精車 5 mm × 2 mm 螺紋退刀槽至尺寸。
8) 調用三角螺紋車刀,用 G92 螺(luó)紋(wén)循(xún)環(huán)指令粗、精車 M42× 2 - 6 g 螺(luó)紋至尺寸。
9) 調用異形(xíng)螺紋車刀,用宏程序粗、精車異形螺紋至尺寸。
10) 調頭包銅皮夾 30 0 ~ 0. 022 mm 外圓,用後頂尖頂住工件成一夾一頂裝夾(jiá),校正夾緊。調用外圓車刀,用 G70 指令精車 20 0 ~ 0. 017 mm,30 0 ~ 0. 022 mm 外(wài)圓(yuán)至尺寸。
11) 檢驗。
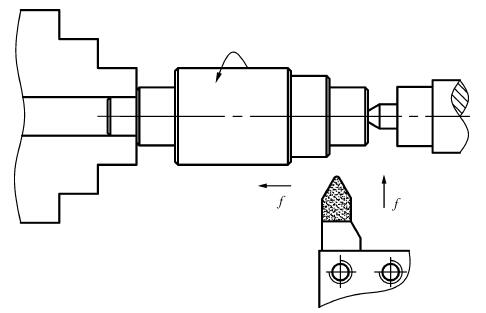
圖 4 工件裝夾示意圖
5 、異形螺紋車刀設計
5. 1 異形螺(luó)紋(wén)車刀刀頭形狀的確定(dìng)
如圖 5( b) 所示,將異形螺紋車刀刀頭形狀(zhuàng)設計(jì)成圓頭形。此種圓頭形異形螺(luó)紋車刀比圖 5( a) 所示三角形(xíng)螺紋車(chē)刀具有更好(hǎo)的強度和耐磨性,因(yīn)此可以承受更大的切削力,在車(chē)削時可適當的加深背吃刀量,提高加工效率。另一方麵圓頭形螺紋車刀在加工異形螺紋時能更好地起到(dào)異形曲麵光滑過渡的效果。
5. 2 異形螺紋車刀刀頭圓弧大小的確定
理論上,異形(xíng)螺紋車刀刀頭圓弧半徑因小於所加工異形螺紋麵最小曲率半徑,否則大於最小曲率半徑將產生過切現象。在實際加(jiā)工(gōng)中,車(chē)異形螺紋的螺紋(wén)車刀刀(dāo)頭為圓弧形,加工時若(ruò)車刀圓頭半徑增大,其接觸(chù)麵積(jī)隨(suí)之增大,至使徑向切削力過大,車削時易出現紮刀現象,若圓(yuán)頭半(bàn)徑太小(xiǎo)又將影響刀具強度和刀具耐用度。通過多次試驗,總(zǒng)結出(chū)車(chē)該異形螺紋工件(jiàn)時車刀的(de)刀(dāo)頭圓弧半徑取 R1. 5 mm ~ R2 mm 為比較適宜,采用的刀具幾何形狀和角度如圖 5( b) 所(suǒ)示。
5. 3 異形螺紋車刀(dāo)角度的選取
異形螺紋車刀角度如圖 5( b) 所示。徑向前角取 5° ~ 10°,徑向後角取 6° ~ 8°,兩側後(hòu)角進刀方向為( 10° ~ 12°) + ψ,背進刀方向為( 6° ~ 8°) - ψ。
5. 4 螺紋車(chē)刀的安裝
異形螺紋車刀的安裝與普通三角螺(luó)紋車刀的安裝相似,在裝夾(jiá)異形螺紋(wén)車刀(dāo)時,刀頭圓弧(hú)位置應(yīng)調整與工件回轉軸線等高,然後車刀刀尖角的對稱中心線(xiàn)與工件軸(zhóu)線垂直,另外刀頭伸出不要過長(zhǎng),一般為 20 ~ 25 mm 否(fǒu)則(zé)刀具剛性變差。
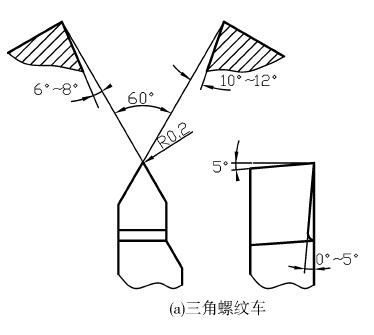
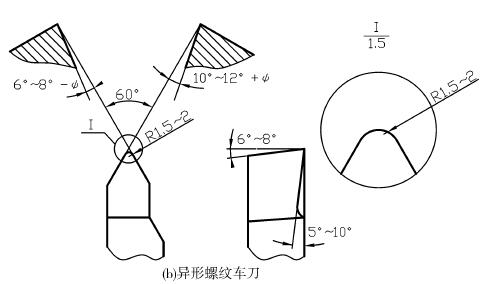
圖 5 螺紋車刀
5. 5 異(yì)形螺紋車刀圓頭半徑對加工的(de)影響
由於異形螺紋車刀刀頭為圓弧形,所以切削異形螺紋曲麵時,會因工件與刀(dāo)具(jù)圓弧切點的變化而產生零件的形狀誤差。故編程時必須使用刀具的半(bàn)徑補償,否則將影響加工精度。從圖 6 中可以看出(chū),理論上(shàng)刀(dāo)具切削時刀尖運(yùn)動軌跡是(shì)刀(dāo)尖 A 的軌跡 ( 圖中 P1→A2—A3…→P2) 。但是(shì),車削時實際起切削作用的是刀尖圓(yuán)弧的(de)各切點,因此車出的工件(jiàn)實際表(biǎo)麵形狀是圖(tú)中的虛線形狀,這樣就產生了較大的形狀誤(wù)差。為此,在這種情況下就必須考慮刀尖圓弧半徑對異形螺紋(wén)曲麵形狀的影(yǐng)響。現以 FANUC 0i MATE - TD 為例刀具半徑補(bǔ)償指(zhǐ)為: G40 為(wéi)取消刀(dāo)具半(bàn)徑補償指令,G41 為刀具半徑左補(bǔ)償(cháng)指(zhǐ)令,G42 為刀具半徑(jìng)右補償(cháng)指令。
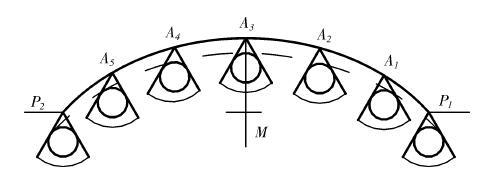
圖 6 異形螺(luó)紋加工時刀頭圓弧的影響
6 、程(chéng)序設計思路
由於異形螺紋麵為(wéi)橢圓(yuán)麵,考慮借(jiè)助(zhù)於宏程(chéng)序功能,設橢圓曲線、所(suǒ)包絡的角度為變量,X,Z 值為(wéi)自變量,用直線段逼近輪廓曲線的方法完成螺紋麵加工,再與(yǔ) G32 指令結合最(zuì)終完成異形螺紋的加工。
6. 1 數學建模

圖 7 為被加工螺紋橢圓曲麵的幾何圖形,其加工長度為7. 4 mm。a = 3. 5 mm,b = 4. 5 mm。
6. 2 程序設計
如(rú)圖 8 所示宏程(chéng)序加工異形螺紋流程,首先為螺(luó)紋參數初賦值,用 G32 作為螺紋加工指令,設螺紋曲麵 Z 向長度作為條件判斷(duàn)依據,橢圓 X 值計算,螺紋循環加工一次,變量 Z 重新賦(fù)值,計算橢圓 X 值,進行螺紋車削(xuē),如此比較判斷、計算、螺紋(wén)循(xún)環加工,直至滿足條件為(wéi)止。跳出程序螺紋加工完(wán)畢。
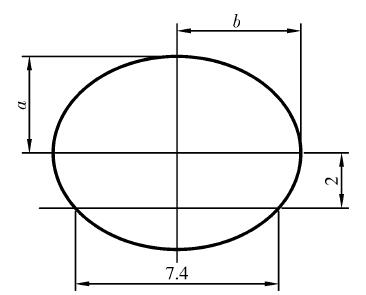
圖 7 橢圓幾(jǐ)何圖形
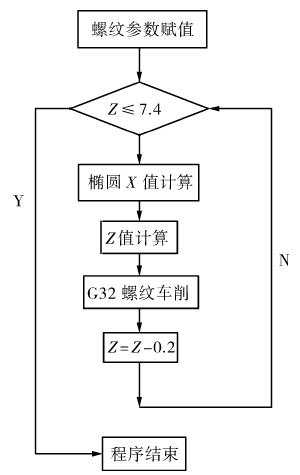
圖 8 宏程(chéng)序加工異(yì)形螺紋流程圖
7 、加工程序編製及應用
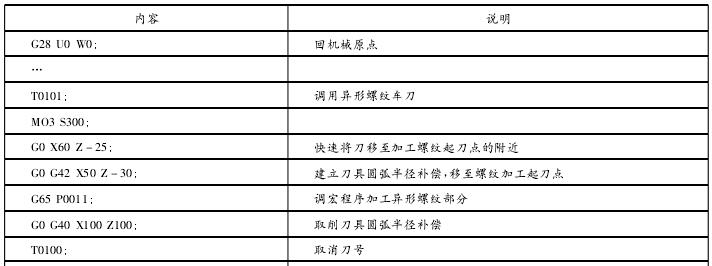
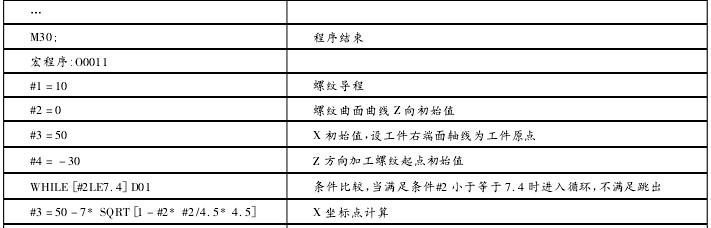
使用 FANUC 0i MATE - TD 係統數控車床,隻加工橢圓異形螺(luó)紋部分(fèn),程序如表 1。
表 1 主(zhǔ)程序(xù): O0001
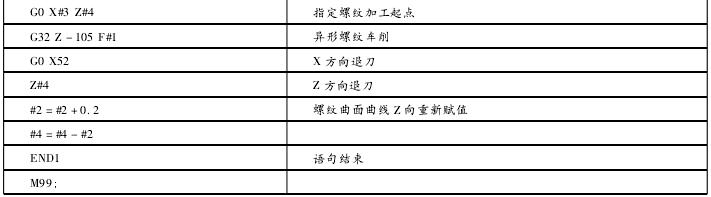
加工異形螺紋零件成型後如圖 1 所(suǒ)示(shì)。程序中隻要改變X 方向的初始值(zhí),即可完成異形螺紋的粗精加工,本例(lì)為(wéi)精加工程序(xù)。作為粗、精加工的參數設置,應根據工件的材料、異形螺(luó)紋的表麵加工精度及刀具的具體工藝狀況進行設置。上述程序已上機調試(shì)完畢,且通過了首件試製加工。
8、 結語
上述程序結構簡(jiǎn)單,具備循環加工(gōng)的特點,適合用 G92、G76 指令直接編程比較困難和用 CAM 軟(ruǎn)件編程也不能實現加工的異形螺紋,隻要(yào)異形螺紋曲麵曲線能(néng)用數學表達式(shì)表達,均可利(lì)用(yòng)宏程序對相關變量賦值,結合 G32 指令,可加工出所需要的異形螺(luó)紋,通用(yòng)性、靈活性非常強。通過實際加工生產,以上方法有效地解決了異形螺紋難於加工的問題,除保證了加工後異形螺(luó)紋質量符合圖樣要(yào)求外,還(hái)大幅減輕了操作者的勞動強(qiáng)度。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表(biǎo),或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表(biǎo),或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
金馬")
業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據(jù)
- 2024年11月 分地區金屬切削機(jī)床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新(xīn)能源汽車(chē)產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區(qū)金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削(xuē)機床產(chǎn)量數(shù)據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據