


數控滾齒機工作台(tái)油膜厚度(dù)控製研究
2018-9-21 來源: 湖(hú)北工業大學機械工程學院 作者:孫國棟 靖馬超 丁國龍 張 斌
摘 要: 針對大型數控滾齒機靜壓工作台,為保證工作台具有高加工精度和良好(hǎo)的平穩性,工作時(shí)需(xū)對工作台(tái)與機(jī)床底座間油膜厚度進(jìn)行有效調節控製,保持油膜厚度始終處於最優範圍。在介紹了工作台液壓控製方案後,提出一種基於變步長搜索(suǒ)法的(de)大型工作(zuò)台油膜厚度調節控製技術。該研(yán)究方法為工作台油膜主(zhǔ)動控製係統的研製提供了可靠的理論支(zhī)持。
關鍵詞: 靜壓工作台; 油膜厚度; 搜索法; 頻率
目前我國機床的回轉工作台(tái)在精密、高(gāo)承載工作台技術水平低,工作台的性能受負載的變化影響較大,不能自適應(yīng)調節。因此提高回轉工作台的承載能力、旋轉精度,提高回轉工作台的(de)智能控(kòng)製水(shuǐ)平是重型回轉加工領域非常(cháng)迫切的需求(qiú)。寇(kòu)宗鋒結合傳統的定量供油和定(dìng)壓供油兩種(zhǒng)不同的供油方(fāng)式,采用定量定壓複合供油方式,有效地彌補單(dān)獨使用一種(zhǒng)供油方式的缺陷,提高了靜壓油膜的(de)剛度,油膜厚度的可控性和工作台高速運行的穩定性得到了提高,但是不能根據負載實(shí)時調節油膜厚度。張(zhāng)曉彤等提出了基於矢量變頻調速技術的油膜(mó)厚(hòu)度控製方(fāng)法(fǎ),具有能耗低、維護方便、占地麵(miàn)積小等優點,且能夠滿足調速要求,但是(shì)無法(fǎ)實現實時變速調節以適應不同載(zǎi)荷,缺乏通用型和實用性。智能控製係(xì)統的(de)開發可以減輕工人的工作難度、提高油膜厚(hòu)度(dù)調節(jiē)精度,為後續油膜厚度的控製調節提供一個形象的、智能的可(kě)視化操作界麵及控製方法。在一定頻率下的電動機轉速存在(zài)一個最(zuì)優油膜厚度值,如何在最(zuì)優油膜厚(hòu)度下快速尋找最佳的電動機頻率,是油膜厚度調節的關鍵問題。基本模(mó)式搜索(suǒ)法雖然不需考慮初始搜素點和梯度計算的問題(tí),但是同時也有搜(sōu)索精度不高的缺陷,采用此種算法的係統時有對結果(guǒ)進行誤報警的情況發生,變步長搜索(suǒ)頻率法(fǎ)是一種 程 序 簡(jiǎn) 單 而 又 比 較 有 效 的(de) 直 接 搜 索 最 優(yōu) 化方法。因此,本文以大型精密重載靜壓工作台的供油控製方式為主要研究對象,在確定通過電渦流位移傳感器檢測油膜厚度變化信號並反饋給數控係統,通過改變電動機頻率來控製油(yóu)膜厚度的方案的前提下,提出一(yī)種基於變步長搜索法的工作(zuò)台靜壓支承油膜厚度隨負載變化的(de)自適應調節技術。
1、 工作台油膜厚度控製方案
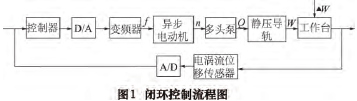
本文研究對象為大型精密重載數控滾齒機回轉工作台,采用開式靜壓導軌,承載麵由 12 個扇(shàn)形油墊作(zuò)為導軌,靜壓工作台工作原理是往工作台與扇形導軌間相對(duì)運動的麵間注入液壓油,使工作台和外部工件一起浮起,工作過程中油膜厚度隨工作台上的工件(jiàn)載荷變化而變化,同時在不同速(sù)度( 包括靜止) 下都能(néng)保證導軌麵和工作台底麵間有一定厚度的(de)液壓潤滑油膜存在。本文采用西門子 840DSL 通用數控係統(tǒng)和“變頻器 + 異步電(diàn)動機 + 多頭泵 + 靜壓導軌( 工作台) + 位移傳感器”模式的完整閉環油膜控(kòng)製方案,控製流程如圖 1 所示。整個(gè)基於變頻調速技術的油膜厚度控製方(fāng)法,具有能耗低、維護(hù)方便、占地麵積小等優(yōu)點(diǎn),且能夠滿足調速要求。其工作原理是(shì)首先由數控裝置麵(miàn)板輸入目標油膜厚度,油(yóu)膜厚度(dù)測量采用高(gāo)精度的電渦(wō)流位移傳感器(qì),數控係統通過係統中設定的控製算法輸(shū)出異步電動(dòng)機的控(kòng)製信號,使電動機轉速穩定後,液壓油(yóu)的壓力與載荷相匹(pǐ)配,同時數控係統將(jiāng)對傳感器(qì)實時采集(jí)檢測的油膜數據信號進行處理與(yǔ)分析,根據分析結(jié)果自動判(pàn)斷是否需要再次調(diào)節異步電動機的轉速來調節油膜厚度。同理,當工作台的外載荷(hé) W 改變時,靜壓油墊的油腔(qiāng)壓力和油(yóu)膜厚度將發生變化,安裝在工作台旁的電渦流位移傳感器(qì)將檢測到的工(gōng)作台麵位移的變化量快速反饋到控製係統,為保(bǎo)持(chí)油膜厚度h 不變,重複上述控製調(diào)節步驟(zhòu),通過不斷地反饋調節將油膜厚度保持在比(bǐ)較(jiào)理想的狀態。這裏最主要的問題是保(bǎo)證控製器給出(chū)的變頻電動(dòng)機的頻率滿足工作台油膜厚度調節的需求(qiú)。
2、傳感器的安裝(zhuāng)
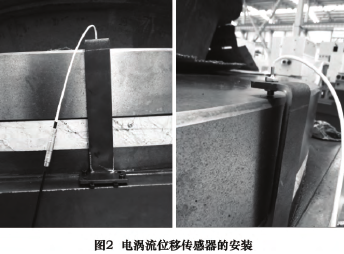
為了使得成品機床(chuáng)能更加穩定,所以在(zài)投入生產之(zhī)前進行試驗平台搭建,以驗證控製方案和控製算法的準確性和(hé)可行性,本試驗擬采用宜昌長機科技的 YK31300 數 控 滾 齒 機 ( 工 作 台 直 徑(jìng) 為 3 000mm) 。理論上是需要(yào)測量扇形(xíng)油墊上表(biǎo)麵與工作台(tái)下表(biǎo)麵之間的油膜厚度,但由於油墊(diàn)與工作台(tái)之間(jiān)的油膜厚(hòu)度非常小,傳感器安裝拆卸不(bú)方便。為了試驗方便,因此(cǐ)在實際實(shí)驗過程(chéng)中(zhōng)改變測量方式,將電渦流(liú)位移傳(chuán)感器直接固定在工(gōng)作台(tái)麵之外,通過製作的焊接架,將電渦流位移傳感器的探頭固定在開有螺紋(wén)孔的焊接架上方,作為實驗方案中油膜厚度的測量器件,且要求傳感器探頭與工作台上表麵間(jiān)距離很小。實(shí)驗調節(jiē)是通(tōng)過電渦流(liú)位移傳感器(qì)檢(jiǎn)測工作台麵(miàn)與傳(chuán)感器探頭間的距離變化來間(jiān)接反映工作(zuò)台油膜厚度的變化,當工作台(tái)的負載大小或負載分布發生變化(huà)時,係統能實時感知、分析並作出處理,並將其數據通過控製器采集、處理(lǐ),並輸出相應的控製信號,實現工作台的智能控製(zhì),確保工作台在不同載荷或各種複雜情況下(xià)始終維持高性能的傳動。電渦流位移傳感器(qì)的(de)安(ān)裝位置及固(gù)定方式如圖 2 所示。
3 、油膜厚度調節方法(fǎ)
本文提(tí)出了基於變步(bù)長搜索法的油膜(mó)厚度調節控製方法,該方法的特點是無需計算者預先確定迭代初值和迭 代區 間,並 具(jù)有很 高的 計算精 度 和 計 算 效率。其特征是按(àn)照與目標函數相聯係(xì)的某種規則,從當前點出發,依(yī)次平行於(yú)各個軸向作搜索移動,得到下一個迭代(dài)點; 平行於各(gè)個軸向的搜索移(yí)動,其步長按某種規則在搜(sōu)索移動過程中獨立地(dì)隨時(shí)改變著; 迭代點列對應(yīng)的目標函數列是非增數列。解決無約束優化問題的步長搜索法需要確定一個可供選擇的(de)搜索方向的模式和一個探測性移動的準則,本文對(duì)采用變步長搜索法通過(guò)搜索(suǒ)目標頻(pín)率得到(dào)最優油膜厚度的合理性進行了理論(lùn)分析。
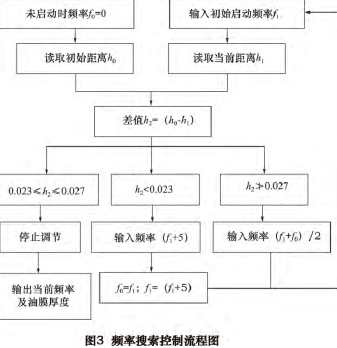
電渦流位移傳感器探頭(tóu)連(lián)接米依 DT300 測量係統,通(tōng)過測量係統的(de)顯示麵板可以讀出電渦流位移傳感器的探頭至工作台麵(miàn)的距離,當液壓泵沒啟動時,電動機(jī)頻率 f0= 0,工作台底(dǐ)麵(miàn)與油墊導軌為幹接(jiē)觸,測得位移傳感器探頭與台(tái)麵間的距離為 h0; 啟動控製(zhì)係統,從控製係統交互界麵中輸入異步電動(dòng)機(jī)初始控製頻率 f1,液(yè)壓泵啟動一(yī)段時間後,此時檢測係統測得(dé)傳感器探頭與工作台台麵(miàn)間距離為 h1,可知當前(qián)頻率下油(yóu)膜厚(hòu)度 h2= h0- h1,並對 h2的(de)範圍(wéi)進行區間(jiān)搜索求解。本研究 設 定 的 目 標 油 膜 厚 度 範 圍 在 0. 023 ~0. 027 mm 之間,當 h2的數值在[0. 023,0. 027]之間時,控製係統將停止油膜(mó)厚度的調(diào)節,直接在數控係統(tǒng)人機交互界麵相應設計模塊輸出當前頻率和當前油膜厚度; 當 h2的數值在[0,0. 023]之間時,控(kòng)製係統輸(shū)出給變頻器的頻率為(wéi) f1+ 5 ,在 設定時間後,檢測係統再次測得當前情況下探頭與工作台(tái)台麵間距離h1,並 對 h2的 值 進 行 區(qū) 間 求 解; 當 h2的(de) 數 值 在[0. 027,h0]之(zhī)間時(shí),控(kòng)製係統輸出給變頻器(qì)的頻率為(f1+ f0) /2,在設定時間後,檢測係統再次測得當前(qián)情況下探頭與工作台台麵間距離 h1,並對 h2的值進行區間求解; 以此通過改變頻率循環搜索最優解來達到對油(yóu)膜厚度(dù)控(kòng)製的目的。具體的頻率(lǜ)搜索控製流程如圖 3 所示。
4、 結語
本文利用變步(bù)長搜索法的(de)原理(lǐ),通過理論分析可以得出,改變頻率來搜索最優解是可以達到要(yào)求的,為(wéi)自適應(yīng)油膜厚度調節係統提供參考。該算法不針對特定控製模型,不要求精確頻率大小,解決了以往(wǎng)算法隻能針對特定的油膜厚度(dù)控(kòng)製模型,計算量大(dà),效率低等缺點。分(fèn)析結果表明(míng),通過初始(shǐ)頻率和變步長相結合的方法來搜索最優頻率,無論載荷如何變化(huà),都能很好地滿足要求,達到預期目的。
投稿箱(xiāng):
如(rú)果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能(néng)源汽車(chē)銷(xiāo)量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月(yuè) 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年(nián)8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據