


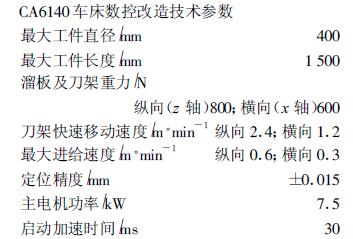
CA6140 車床進給係(xì)統數控改造中滾珠絲杠副的選型和計算
2018-7-16 來源: 鄭(zhèng)州航空工(gōng)業管理學院 作者: 賀紅霞, 趙 輝
摘要:以CA6140 普通車床為例, 介紹了普通車床改造為經(jīng)濟型數控車床的設計方案。闡(chǎn)述(shù)了該車床縱向進(jìn)給(gěi)係統改造中的滾珠絲杠副的選(xuǎn)型和驗算的步驟及方法, 可為機床數控(kòng)化(huà)改造(zào)提供一種參考。
關鍵詞:普通車床;數控改造;縱向進給係統;滾珠絲杠副
1、CA6140 車床改造方案
將CA6140 車床改造為經濟型數控車床(chuáng), 原機床的進給係統全部拆除, 縱向和橫向均采(cǎi)用步進電動機※降速齒輪※滾珠絲杠副※溜板的傳動方式。滾珠絲杠副是一種在絲杠與螺母間裝有滾珠作為中間元件的絲杠副, 是(shì)回轉運動與直線運(yùn)動相互轉換的傳動元件。滾珠絲(sī)杠副具有(yǒu)傳(chuán)動效率高、摩擦力小(xiǎo)、可預緊(jǐn)、使用壽命長(zhǎng)等優點, 所以在各類中、小(xiǎo)型數控機床的直線進給係統中(zhōng)得(dé)到普遍應用。
改造後的縱向進給(gěi)係統如圖1 所示。
支承間距l =1 500 mm , 支承滾珠絲(sī)杠的軸承為8107 型推力球軸承, 幾何參數為d1 =35 mm , 滾動體直徑dQ =6.35 mm , 滾動體(tǐ)數量zQ =18 。滾(gǔn)珠絲杠副(fù)及軸承(chéng)均進行預緊。現以縱向進給係統改造為例, 介紹滾珠絲杠副的選型與驗(yàn)算。
2、縱向進給係統的設計計算
2.1 切削力計(jì)算
最大切削功率
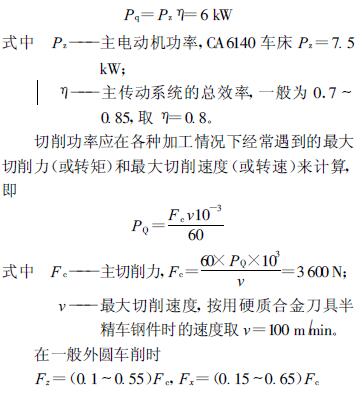

2.2 滾珠絲杠副的選型和驗算
滾珠絲杠副的選型和驗算主要是型號的(de)選(xuǎn)擇和性能驗算。
滾珠絲杠的(de)選(xuǎn)用設計, 一般必須已知下列條件:絲杠的最大軸向載荷Fmax(或平均工作載(zǎi)荷(hé)Fm)、使用壽命T 、絲(sī)杠的(de)工作長度(或螺母的有效行程)、絲(sī)杠的轉速n(或平均轉速)、絲杠的(de)運轉狀態等, 以縱向(xiàng)為(wéi)例, 可按以下步驟(zhòu)計算:
(1)滾(gǔn)珠絲杠軸(zhóu)向進給切削力的計(jì)算縱(zòng)向進給為綜合型(xíng)導軌, 滾珠絲杠軸向進給切削力
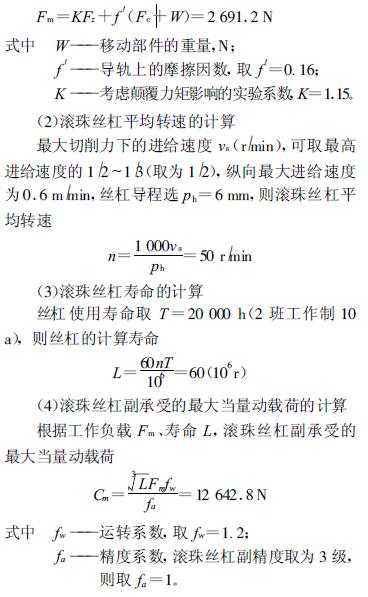
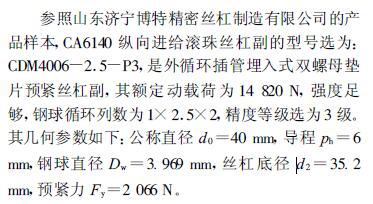
(5)從滾珠絲杠尺寸係列表(或產品樣本)中找出額定(dìng)動載荷Ca 略大於當量動載荷Cm , 同(tóng)時考慮剛度要求, 初選滾珠絲杠副的型號及有關參數。
(6)根據機床(chuáng)結構和(hé)工作要求(即循(xún)環方式、預緊方式(shì)、傳動精度、傳動效率等方麵)從初選的幾個型號中挑選比較合適的公稱直(zhí)徑、導程、負荷滾珠列數和滾珠圈數, 確定(dìng)某一型號。
2.3 剛度驗算(suàn)的計算
滾珠絲杠副剛(gāng)度的驗算, 主要是驗算絲杠的拉伸或壓縮變形量δ1 、滾珠與螺紋滾道接觸變形量δ2和支承(chéng)滾珠絲杠軸承的軸向接觸變形δ3 之和應不大於機床精度所允許變形(xíng)量的1 2 。否則, 應考慮選用較大直徑(jìng)的滾珠絲杠副(fù)。滾珠絲杠的變形量計算(suàn)步驟如下:
(1)絲(sī)杠(gàng)的(de)拉(lā)伸或壓(yā)縮變形量
三(sān)級精度滾珠絲杠允(yǔn)許的螺距誤差為15 μmm , 故剛度足夠。
因為滾珠絲杠兩端都采用推力球軸承並預緊,因此不會產(chǎn)生失穩現(xiàn)象, 故不需做穩定(dìng)性校核。
3、 結語
通過以上的計算, 獲得(dé)的CDM4006 -2 .5 -P3縱(zòng)向進(jìn)給係(xì)統的滾珠絲杠副, 在數控改造CA6140 車(chē)床應(yīng)用後(hòu), 機床工作台運轉平穩(wěn)、靈活、精度(dù)高、噪音低, 可以滿足實際生產加工要求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點

行業數據
| 更多
- 2024年(nián)11月 金(jīn)屬(shǔ)切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產(chǎn)量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源(yuán)汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年(nián)10月 分地(dì)區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型(xíng)乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中(zhōng)心精度(dù)的幾種辦法
- 中走絲線(xiàn)切割機(jī)床的發展趨勢
- 國產(chǎn)數控係統和數控(kòng)機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械(xiè)老板做了十多年,為(wéi)何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造(zào)業(yè)大逃亡
- 智(zhì)能時代,少(shǎo)談點智造,多談(tán)點製造
- 現實麵前,國人沉(chén)默。製造業的騰飛,要從機床
- 一文(wén)搞(gǎo)懂數控車床加工刀具補償功能
- 車(chē)床(chuáng)鑽孔攻螺紋加工方法及(jí)工(gōng)裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝的區別