


一種新的逐點比較法圓弧(hú)插補(bǔ)算(suàn)法的研究
2018-5-25 來源:內蒙古(gǔ)工業大學機械 包頭職業技術學(xué)校 作者:畢俊喜 薛誌安 王飛 王舒瑋 智伯雄等(děng)
摘要: 傳統的逐點比較(jiào)法在圓弧插補中的誤差(chà) δ≤1 個(gè)脈衝當量,且輸(shū)出到各個軸的脈衝(chōng)不均勻,為了解決這個問題,提出了一種新的逐(zhú)點比較圓弧插補法。新(xīn)插補算法(fǎ)的理論誤差 δ≤0. 447 2 個脈衝當量,並對新插(chā)補算法進行了實(shí)例驗證。結果(guǒ)表明: 在半徑為 6 的圓弧上進行插補時,其最大誤(wù)差為 δ = 0. 343 個(gè)脈衝當量,且脈衝分(fèn)配也(yě)更加均勻。
關(guān)鍵(jiàn)詞: 圓弧插補; 誤差; 脈衝分配
0 、前言
目(mù)前,在我國有很多(duō)工廠中還在使用(yòng)一些(xiē)采用了傳統的逐點比較法進行直線和圓弧(hú)插補運算的早期數控機。早期的數控機(jī)床和現在的經濟型數控機床都是開環係統,其使用步進電機進行進給驅動,其CNC 僅支持直線(xiàn)和圓弧插補(bǔ),且大部分是使用較為過時的插補技術,故其誤差較大。這些設備中很大一部分采用了脈衝增量插補中的逐點比較法(fǎ)進(jìn)行插
補運(yùn)算。
傳統的逐點比較法在圓弧插補時具有較(jiào)大的(de)插補誤差,且插補後的軌跡光順性也很差。文獻(xiàn) 提出了一種改進逐點比較法的(de)方(fāng)法(fǎ),即不限於每次僅向一個軸輸出一個脈衝(chōng),如在直線插補中當判(pàn)別式為(wéi) 0 時,可同時(shí)向 X 軸和 Y 軸輸出一個脈衝,但(dàn)是其未給出較為通用的數學模型,且誤差較大。
由於插補算法是整個數控係統控製的核心,其穩定性和算法精度將直接影響到 CNC 係統的性能指標(biāo)。為解決(jué)此(cǐ)問題,本文作者提出一種(zhǒng)新的逐點比較圓弧插補算法,通過(guò)改進插(chā)補算法,提高(gāo)插補精(jīng)度(dù),使那些早期的數控機床更好的適應要求較(jiào)高的加工環境(jìng)。
1 、新的逐點比較圓弧插補原(yuán)理
1. 1 插(chā)補原理介紹
當圓弧在第一象限進行逆時針插補時,需(xū)要(yào)進行 4 個節拍的工作: 偏差判別、坐標進(jìn)給、偏差計算、終點判別。為插補坐標 做 1 × 1 的 小方格,並為(wéi)其做輔助線,其中 H 和 L 分別是 CD 和 BC 的中點,如圖 1 所示。由計算可知 B、C 兩點到(dào) AL 直線的距離和 C、D 兩點到 AL 直線的距離相等,均為0. 447 2 。
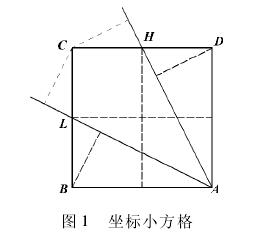
在圖 1 中已經把坐標小方格分成 3 個小區域,分別為△ABL、△AHD 和四邊形 ALCH。由此(cǐ)可規定:當圓弧終點經過△ABL 中的 BL 線段時,X 軸進給一步; 當圓弧(hú)終點經(jīng)過 AHD
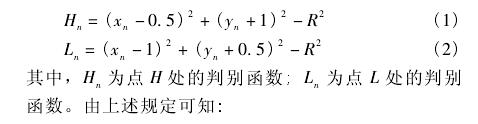
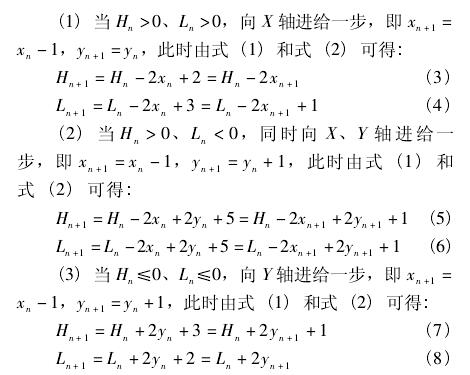
的 HD 線段時,Y 軸進給一步; 當圓弧終點經過(guò)四(sì)邊形 ALCH 的 CL 和 CH 線段時,X 和(hé) Y 軸同時進給一(yī)步。可設插補(bǔ)判別函數為:
1. 2 插補例程介紹
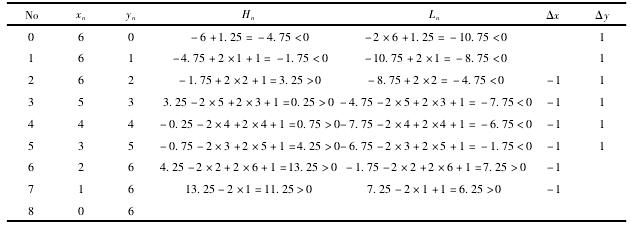
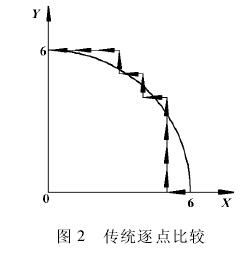
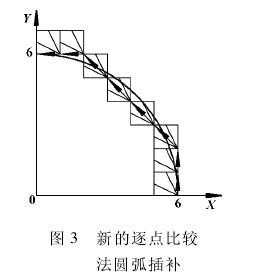
可設在第一象限中,對半徑為 6 的(de)圓弧進(jìn)行插補,具體插補的過程在這裏不在贅述,其中新的逐點比較法插補運算過程如表 1 所示。圖 2 為傳統的逐點比較法插補軌跡,圖 3 為新的逐點比較法插補軌跡。
表 1 新的逐點比較法插(chā)補運算過程
1. 3 兩種插補算法的比較
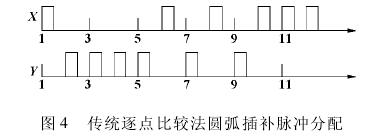
采用傳統的逐點比(bǐ)較法進行圓弧插補時,如圖 2所示(shì),其最大插補誤差為 δ = 1 個脈衝當量,完成半(bàn)徑為 6 的圓弧共用了 12 步,且(qiě)脈衝分配不(bú)均勻 (如圖4所示)。
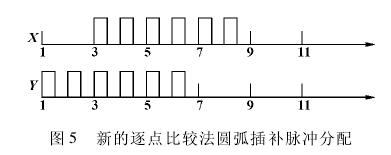
可知新的逐點比較法對半徑為 6 的圓弧進行插(chā)補時最大的插(chā)補誤差(chà)為 0. 343 個脈衝當(dāng)量(liàng),和傳統逐點法相比,插(chā)補精度提高了 0. 657 個脈衝當量。采用新的逐點比較法完成半徑(jìng)為 6 的圓弧插補共用了(le) 8 步(bù),插補速度相比傳統逐點比較法(fǎ)提高了 1 /3,且其沿(yán) X和 Y 軸的脈衝分配較均勻 ( 如圖 5 所示(shì)) 。
2 、結束語
新的逐點比較法拋棄了傳(chuán)統逐(zhú)點比較法一次隻有一個進給脈衝的思想,提高了插補精度和插補(bǔ)速度,但是(shì)尚未進一步給出穩速控製的方法,讀者可通過給進給脈衝分(fèn)頻的技術來實現新的逐點比較法穩速控(kòng)製的目(mù)的。
投稿(gǎo)箱:
如果您有機床行業(yè)、企業相關(guān)新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本(běn)網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關(guān)新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本(běn)網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數(shù)據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月(yuè) 分地區金屬切削機床(chuáng)產量數據
- 2024年10月(yuè) 金屬切削機床(chuáng)產量數據(jù)
- 2024年9月 新(xīn)能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型(xíng)乘用(yòng)車(轎車)產量數據
博文選萃
| 更多
- 機械(xiè)加(jiā)工過程圖示
- 判斷一台加工中心精度的(de)幾種辦(bàn)法
- 中走絲線切(qiē)割機床的發展趨勢
- 國產數控(kòng)係統和數控機床何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性(xìng)營銷,害人害(hài)己!不倒閉才
- 製(zhì)造業大(dà)逃亡
- 智能時代,少談點智造,多(duō)談點(diǎn)製造
- 現(xiàn)實麵前,國(guó)人沉默。製(zhì)造業的騰飛,要從機床
- 一文搞懂數控車(chē)床加工(gōng)刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑(xǐ)孔加(jiā)工工藝的區別