


數控車床綜合熱誤差建模及工程應用
2018-1-26 來源: 機械製造係統國家實(shí)驗室 河北工程大學(xué) 作(zuò)者:孫誌超 侯瑞生 陶濤 楊(yáng)軍 梅雪(xuě)鬆 王新
摘(zhāi) 要: 針對車床實際工程應用中主軸與進給軸(zhóu)綜合誤差對工件加工精度產生影響問(wèn)題(tí),建立包含工(gōng)件膨脹效應的主軸與進給軸綜合熱誤差(chà)模型,並進行實際切削(xuē)驗證. 以精(jīng)密車(chē)床為研究對象,綜合分析車床主軸、進給軸和工件在實際(jì)加工中的相互影(yǐng)響關係,並建立三者之間的綜合熱誤差多元線性回歸(guī)模型(MLRA). 實驗結果表明:含有工件(jiàn)膨(péng)脹效應(yīng)係(xì)數的綜合(hé)熱誤差模(mó)型(xíng)符合(hé)實際工況,有效提高了車床的加工精度. 主軸熱誤差模型的預測精度達85%以上,進給軸(zhóu)預測精度達70%以(yǐ)上,實際加工中工件(jiàn)誤差由15 μm 降低到5 μm 左右. 綜合熱誤差(chà)模型顯著提高了高精密數(shù)控(kòng)車(chē)床的加工精度(dù).
關鍵詞: 數控車床;主(zhǔ)軸;進給軸;工件膨脹效應;熱誤差建(jiàn)模;熱誤差補償
車床在軸類及盤類零(líng)件加工中占有顯要位置,我國數(shù)控(kòng)車(chē)床主要存在精度低、精度保持性差等(děng)問題,影響機床精度的(de)關鍵因素之一熱誤差占據機床總體誤差的40% ~70%[1] ,而對於高精密數控車床來說所占比重更大. 近年來,國內外針對機床熱特性的研究不勝枚舉,也取(qǔ)得了一些良好的效果. 楊(yáng)軍等[2-5] 利(lì)用模糊聚類選擇溫度變量,建立(lì)了機(jī)床主軸熱誤差的BP 神經網絡模型、多元線(xiàn)性回歸(guī)模型、最小二乘支持向量機模型及(jí)時間序列模型,並在多種工況下驗證模型的準確性及魯棒性;還有學者通過實驗(yàn)反求熱流密度和熱輻射等邊界條件,提高機床熱變形的仿真精度[6-8] ;Bossmanns 等[9-10] 利用有限差分(fèn)模(mó)型分析並(bìng)預測了電主軸熱源(yuán)的分布機理(lǐ);Aguado[11] 提出機床空間誤差的測量方法;Heisel等[12] 研究絲杠溫度場分布,並建立了進給軸熱誤差模型;Guo 和Shen 等[13-14] 利用不同(tóng)的算法對BP 神經網絡模型進行了優化,提高了模型精度;徑(jìng)向基函數RBF(Radius Basis Function)的神(shén)經(jīng)網絡模型被廣泛(fàn)用於機床熱誤差建模(mó)中[15-16] ;Chen 等[17-19] 建立了主軸係統的多元線性回歸模型(xíng).
現有文獻都是針對主軸或進給軸單個係統分別建立模型,而且都(dōu)是在理論(lùn)上驗證模(mó)型的準確性和魯棒性,沒有進行過實際的加工驗(yàn)證,實(shí)際(jì)加工(gōng)中主軸與進給軸相互依賴共同影響工件的加工(gōng)精度. 本文針(zhēn)對HTC550/500 車床建立主軸與進給軸的綜合熱誤差模型,並進行補償應(yīng)用,並用實際(jì)加工來驗證模型的準確性.
1、 Siemens 係統熱誤差補償方式(shì)及熱特性實(shí)驗(yàn)
1.1 Siemens 係統熱誤差補償方式
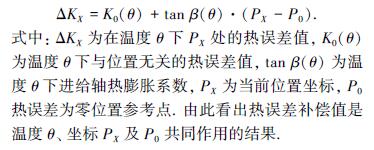
Siemens 開放了熱誤差(chà)補償接口,一定溫度下所開放的補償(cháng)模型為線性(xìng)模(mó)型,主軸的熱誤差隻與溫度相關,與坐標位置(zhì)無關;進(jìn)給軸熱誤差不僅與溫度相關,且(qiě)與(yǔ)坐(zuò)標位置相關. 熱(rè)誤差模型原理(lǐ)圖如(rú)圖1所示(shì).
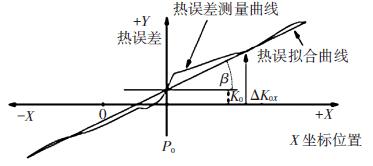
圖1 熱(rè)誤差補償原理:溫度θ 下熱誤差的近似擬合線
Siemens 內部模型(xíng):
1.2 熱特性實驗
1.2.1 實驗原理及方法
以精密數控車床為研究對象,測試設(shè)備包括:RENISHAW 激光(guāng)幹涉儀測量進給軸誤差;自主設計的溫度與位(wèi)移(yí)同步采集係統測得溫度及變形數據;傳感器選(xuǎn)用高精密溫度傳感器PT100 和高精密電渦流傳感器. 采用五點法測量主軸空間變形[ 20] ,原理如圖2 所示.
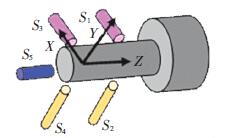
圖2 主軸熱誤差測量原理示意圖
S1、S3 為測量主軸X 方向的熱誤差, S2、S4 為測量主軸Y 向的熱誤差, S5 測量主軸Z 向的熱誤差;文獻4 中詳細介紹(shào)了利用激光幹涉(shè)儀測量進給軸熱誤差的測量方法及注意(yì)事項,冷態下第一次測量進(jìn)給(gěi)軸誤差為機床(chuáng)進給係統(tǒng)幾何誤差,進給係統連續往複(fù)運行20 min 後測量誤差值,此誤差值減去幾何誤差作為此時進給係(xì)統熱誤差[4] .
1.2.2 熱特(tè)性分(fèn)析
進給軸電(diàn)機、軸承、絲杠螺母副等摩擦生(shēng)熱導致絲杠溫度升高,絲杠向自由端方向發生(shēng)熱膨脹引起絲杠導程變化. 絲杠(gàng)導程變(biàn)化導致半閉環控製係統產(chǎn)生誤差,進給軸的熱誤差變(biàn)化如圖3 所示. 冷態下第1 次測量值為機床的幾何誤差,故冷(lěng)態下機床的(de)熱誤差(chà)為0 μm. 由圖3 可以看出,進給軸熱誤差不僅與溫(wēn)度相關,而且與坐標位(wèi)置相關,隨坐標值的增大而增大(dà);負向熱誤差變(biàn)化相對較小,正向熱誤(wù)差變化相對較大,由此判斷正向為進給軸自由端,即絲杠熱膨脹的(de)方向(xiàng).
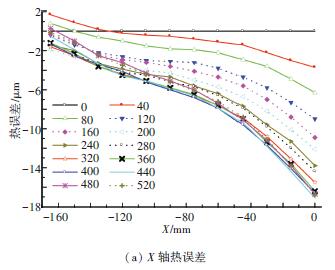
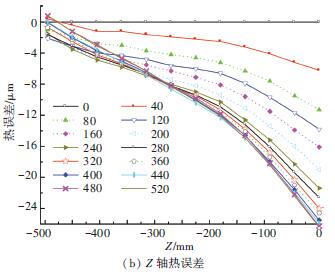
圖3 進給軸熱誤差曲線
主軸內部結構如(rú)圖4(a)所示,軸(zhóu)承摩擦生熱,引起主軸及外殼溫度升高,導致主軸發生熱伸長Δz和熱升高Δh. 主軸熱變形曲(qǔ)線(xiàn)如圖4(b)所示,主軸Z 向熱誤差Δz 最高達44 μm, X 向熱誤差Δx 最高達14 μm,隨著溫度的升高,主軸的(de)熱變形隨之增大,停機(jī)後隨著溫度的降低主軸的熱變形隨之減小.
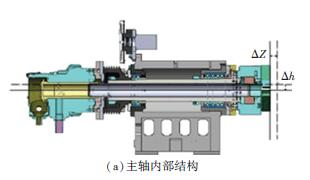
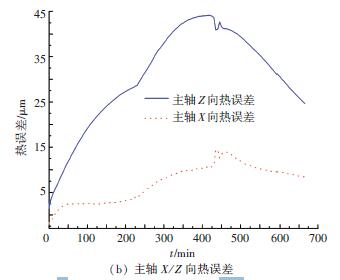
圖4 主軸結構示(shì)意圖及主軸X / Z 向熱誤(wù)差
機床熱特性(xìng)實驗主軸及進給軸溫度變化見圖5.
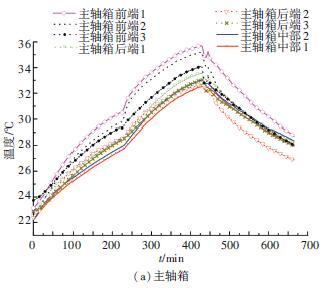
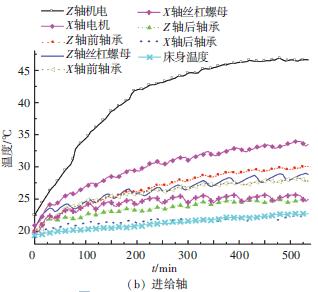
圖5 主軸與進給軸溫度場變化
主軸傳感器PT100 配置(zhì)前端3 個、中部2 個、後端3 個,前端最高溫度達35.9 ℃、後端33.8 ℃、中部32.8 ℃,其中前部(bù)最高溫差13.2 ℃、後端12.1 ℃、中部10.8 ℃. 主軸內部結構如圖4(a)所示,循環空氣冷卻中空(kōng)式結構,前端(duān)3 個軸承後端1 個,導致前(qián)端發熱(rè)量最(zuì)大,後端次之,中部最小,溫度場變化與結構相符合. 由圖5(a)和圖4(b)對比可看出,曲線變化規律一致,變形與溫度之間具有一定的線性關係.
進給軸傳感器PT100 配置主(zhǔ)要在電機(jī)、軸承及絲杠螺母座上(shàng),通過螺母座溫度間接反映絲杠溫度變化. 其中,電機溫度變化(huà)最(zuì)大,床身(shēn)溫度變化最小;前軸承溫度(dù)大於後(hòu)軸承; Z 軸螺母座(zuò)溫度大於X軸螺(luó)母座.
2、熱誤差建模及補償實現(xiàn)
2.1 綜合(hé)熱誤差建模
在(zài)車床加工過程中,主軸與進給軸熱誤差相(xiàng)互(hù)耦(ǒu)合共同(tóng)影響工件的精度,因此需要建立主軸與進給軸的綜合熱誤差(chà)模型.
2.1.1 主軸熱誤差模型
主軸熱特性實驗中,電渦流傳感器的安裝位置影響測量結果,以X 向熱誤差測量為例(lì)說明. 圖6 為主軸熱特性實驗傳感器安裝主軸軸向視圖
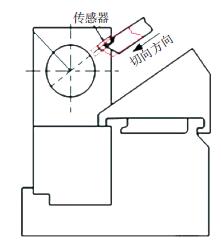
圖6 傳感器安裝主軸軸向示(shì)意圖
傳感器的安裝支架安(ān)裝在刀塔上(shàng). 實驗過程非恒溫,環境溫度(dù)的升(shēng)高導致絲杠溫度升高,並伴(bàn)隨著熱伸長, X 軸絲杠熱伸長導致刀塔位(wèi)置(zhì)發生變化,從而引起傳感器(qì)相對(duì)於測量芯棒的位置變化,導致傳感器測量主軸X 向熱誤差就包含了X 軸絲杠熱變形誤(wù)差. 因(yīn)此,主軸X 向熱誤差建模中要消(xiāo)除X 軸絲杠的熱變形(xíng)誤差,處(chù)理方法:
2.1.2 進給軸熱誤差模型
由於軸承(chéng)及絲杠螺母副摩擦發熱,絲杠溫度升高導致進給係統產生熱誤差. 然而,在實際加工中工件也會(huì)發(fā)生熱脹冷縮現象(xiàng),同樣會影響工件的加工精度. 圖7 為工件與(yǔ)絲(sī)杠(gàng)變形示意(yì)圖(tú). 相(xiàng)同溫度下所有(yǒu)工(gōng)件(jiàn)的長度均為(wéi)L, 在相同溫升條件下工件1、2、3 的膨脹(zhàng)量分別為Δ1、Δ2、Δ3, 絲杠在相同長度L 上的膨脹(zhàng)量為ΔS. 當工件的膨脹係數<絲(sī)杠的膨脹係數,即當ΔS > Δ1 時,絲杠的膨脹量大於工件的膨脹量,此時的補償量為絲(sī)杠與工件膨脹量的差值,方向為絲杠膨脹反(fǎn)方向;當絲杠(gàng)的膨脹係數等於工件的膨脹(zhàng)係數,即當ΔS = Δ2 時,絲杠的膨脹量與工(gōng)件膨脹量相同,此時絲杠的膨脹量剛好(hǎo)補償了工件的膨脹量,不需要對絲杠的膨脹量進行補償;當絲杠的膨脹係數小於工件的膨脹係數,即ΔS < Δ3 時,絲杠的膨脹量小於(yú)工件的膨脹量,此時的補償(cháng)量亦為絲杠與工件膨脹量的差值,方向為絲杠(gàng)膨(péng)脹方向.因此,進給軸的(de)熱誤(wù)差補償要考慮工件的膨脹效應(yīng),補償方法:
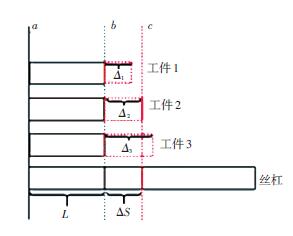
圖7 工件與絲杠變形示意(yì)圖
2.1.3 綜合熱誤差模型
選取主(zhǔ)軸及床身溫度為溫度變量,結合(hé)MLRA方法得(dé)到如下主軸的熱誤差模型:
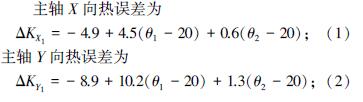
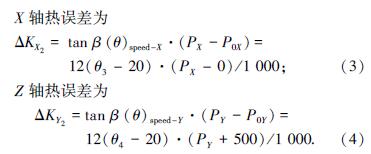
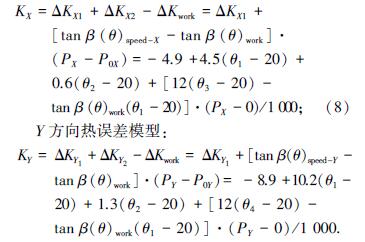
式中: θ1、θ2、θ3、θ4 分別為床(chuáng)身、主(zhǔ)軸、X 軸螺母和Z軸螺母溫度; tan β (θ)speed-X 、tan β (θ)speed-Y 分別為
X、Y 軸絲杠膨脹(zhàng)係數; PX 、PY 為進給軸坐標; P0X 、P0Y 為進給軸參考點坐(zuò)標值. 模型中將20 ℃作為參考溫度是因為GB 中將20 ℃ 作為檢測時標準環境溫度,機床定(dìng)位精度檢測標準環境溫度亦為20 ℃.
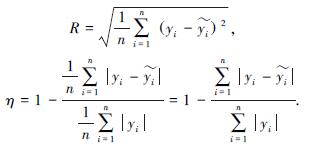
圖(tú)8、9 為主軸及X / Z 進(jìn)給軸熱誤差模型預測值與實驗值的對比圖. 建立模(mó)型預測精度評價(jià)標準均方根誤差值RMSE 及預測(cè)精度η[5] . 其中R 為均方根誤差(chà)值, yi 為實(shí)驗(yàn)測量值, y~i 為模型預(yù)測值. 主(zhǔ)軸X / Z 方向熱誤差模(mó)型的R 和η 分別為2. 5、5.2 μm和89.4%、88.7%; X / Z 進給軸熱誤差模型的R 和η 分別為2.4、5.1 μm和84.5%、82.7%. 說明熱誤差模型有(yǒu)一定準(zhǔn)確性(xìng),應用效果還需進一步驗證.
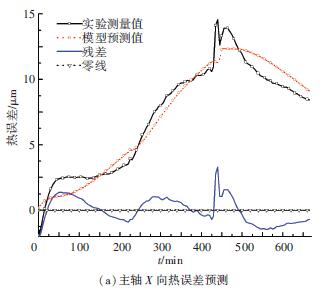
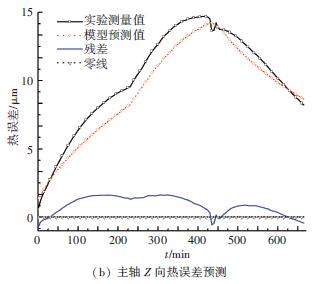
圖8 主軸熱(rè)誤(wù)差模型預測(cè)值與測量值的比較
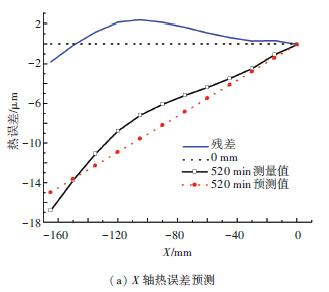
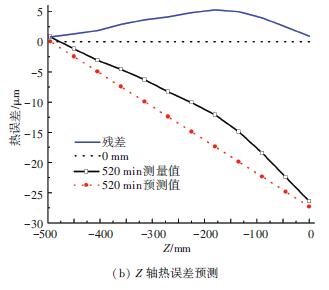
圖9 進給軸(zhóu)熱誤差模型預測值與測量值的比較
機床主軸係統(tǒng)與進給軸係統為相對(duì)獨立的個體,實(shí)際加工中二者缺一不可(kě),軸與進給軸的熱誤差(chà)相互關聯共同影(yǐng)響工件的加工精(jīng)度. 得到主軸與進給軸熱誤差的相互關係(xì)對於模型的建立尤為重要.主軸係統由於軸承及加工摩擦生熱造成主軸係統溫度升高,隨之產生熱變形Δlz 、Δh, 絲杠受熱(rè)發生膨脹導致進給係統產生熱誤差Δx、Δz, 如圖10 所示.由於X 軸是傾斜式安裝,主軸熱變形Δh 在(zài)機床X方向(xiàng)產生分量Δlx , 方(fāng)向(xiàng)與X 進給(gěi)軸(zhóu)相同(tóng);主軸熱伸長Δlz 方向與Z 進給軸方向相同. 因此機床X / Z 方向的熱(rè)誤差模型應該是(shì)主軸與進給(gěi)軸的綜合(hé)熱誤差模型. 結合式(1) ~(4)及文章(zhāng)2.2.1、2.2.2 節分析得到機床在X / Z 方向的綜合熱誤差模型.
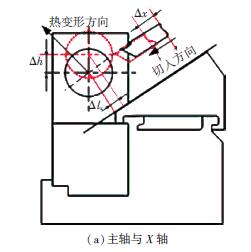
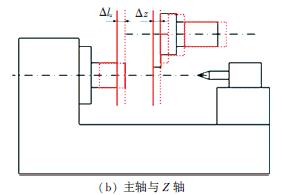
圖10 主軸與進給軸(zhóu)熱誤差耦合示意圖
X 方向熱誤差模型:
2.2 補(bǔ)償(cháng)實現及實際加工(gōng)分析
2.2.1 補償實現(xiàn)
Siemens828D 熱(rè)誤差補償總體方案如圖11 所示,由PLC 直接獲取機床熱源溫度值,在PLC 內計算(suàn)補償參數,最後PLC 通過數(shù)據接口DB1200 將(jiāng)補償參(cān)數寫入(rù)NC 係統內,係統根據補償參數及插補指令(lìng)計算正(zhèng)確的電機指令從而達(dá)到(dào)補償效(xiào)果,提高機床的加(jiā)工精度(dù).
冷態下測(cè)量機床的定位精度,隨後同時運轉主軸及(jí)進給軸(zhóu)係統(tǒng),模擬實際加工主軸與進給軸熱誤差耦合現象,驗證綜合熱誤差模(mó)型的準確性,直到機床達到熱平衡狀態. 測量機床熱誤差補償前後的定位(wèi)精度,結果如圖12 所示. 熱補償(cháng)前X / Z 軸定位精(jīng)度分別為19.8 μm、27.2 μm;熱補償(cháng)後X / Z 軸定位精度分別(bié)為(wéi)6.9、9.1 μm,熱(rè)補償後X / Z 軸定(dìng)位精(jīng)度分別提高了65.2%、68.4%,表明熱誤差綜合(hé)模型有一定的補償效果.
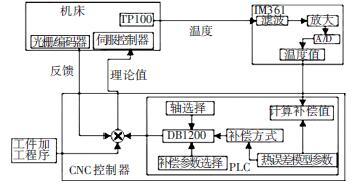
圖11 Siemens828D 熱誤差補償總體(tǐ)方案
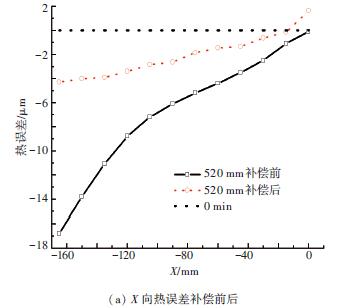
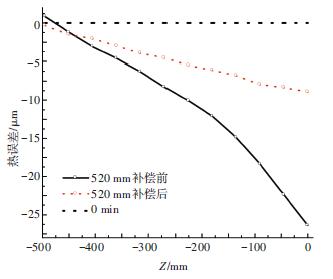
圖12 X / Z 軸熱平衡下熱誤差補償前後對比
2.2.2 實際加工分析
加工工件如圖13 所示,嚴格按照工程實際在有無熱誤差補償(cháng)狀(zhuàng)態下按(àn)圖紙要求進(jìn)行加工,兩種狀態下各加工一天,對工件按照(zhào)加工順(shùn)序做編號. 將加工好的工件置於20 ℃的恒溫環境中8 h 以上,按編號使用三坐標測量儀測量工件R1、R2 的直徑,記錄於表格,比較有無熱誤差補償(cháng)狀態(tài)下的(de)工件誤差。
實際結(jié)果如圖14 所示(shì). 由(yóu)圖14 可知(zhī),在有無熱誤差補償狀況下工件誤差首先負向變大而後向正(zhèng)向變(biàn)化,這是由於X 軸(zhóu)絲杠的安裝在X 負向有(yǒu)預(yù)拉伸,絲杠溫升初始時首先要消耗預拉伸量,因(yīn)此導致工件(jiàn)誤差負向變化(huà). 圖14(a)所示預拉伸消耗之後工件誤差正向有(yǒu)明顯變化,跨度15 μm,這便是熱誤差造成的影(yǐng)響;圖14(b)所示(shì)預拉伸(shēn)消耗之後工件誤差有了明顯(xiǎn)改善,跨度(dù)5 μm 左右,由此證(zhèng)明熱誤差補償的準確性.
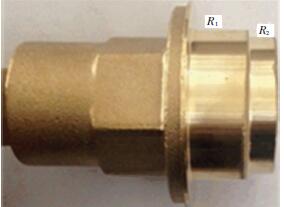
圖13 加工工件
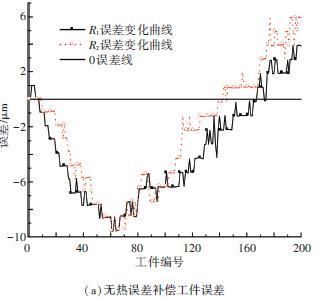
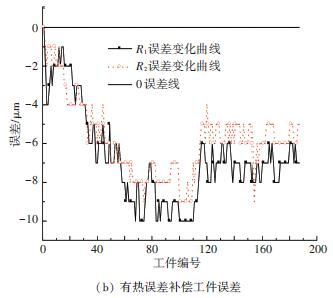
圖14 有無熱誤差補償時的工件誤差
3、 結 論
1)本文研究了(le)Siemens828D 係統的熱誤差補償機製,分析了主軸與進給軸熱誤差之間的相互關(guān)係,建立了綜合熱誤差模型,並考慮了工件的膨脹效應對模型的(de)影響.
2)利用PLC 與NC 之間的數(shù)據接口DB1200 實(shí)現了補償數(shù)據的通信,加工(gōng)過程中監測溫(wēn)度並進(jìn)行實時補償.
3)並進行(háng)了切削加工試驗,有效驗證了熱(rè)誤差的補償效果.
投稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發(fā)表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發(fā)表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎(jiào)車)產量數(shù)據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據