


經(jīng)濟型數(shù)控車床功能擴展與 Excel 的結合
2018-1-3 來源: 中國工程物理研究院機械製造工藝研究所 作(zuò)者:管允劼(jié) 王(wáng)俊峰 李(lǐ) 凱
摘 要: 經(jīng)濟型數控車床在機加行業中因(yīn)其良好的經濟性得到了廣泛應用,但(dàn)因經濟型數控車床隻有 X、Z軸(zhóu),往往(wǎng)隻能加工繞軸旋轉的回轉體(tǐ)工件。經濟型(xíng)數控車床擁有脈衝編碼器,用於螺紋加工時記(jì)憶位置,避免螺紋亂扣。通過對機床進行深入的研究後,發現(xiàn)可以利用脈衝編碼(mǎ)器(qì)實現假 C 軸的功能,利用 Excel 實(shí)現(xiàn)了其(qí)宏程序模塊化編程等功能。
關鍵詞: 經濟型數控車床; 宏程序; Excel
現代製造業中,數控設備已(yǐ)經是不可或缺的,地位舉足輕重。進入 21 世紀以來,我國經濟與國際全麵接軌,機械製造業水平提升,加速推進了數控機床的發展,數控機床應用範圍在不斷地(dì)擴(kuò)大,並不(bú)斷發展(zhǎn)以更適應生產加工的需求(qiú)。
通常,規(guī)模較小的機械(xiè)加工廠會考慮到(dào)經濟實用性,所擁有的設備與設備的功能都會比較簡單,在應對特殊工件時,工件的(de)加工中可能往往會運用到宏程序。然而,因為宏程序編製需要(yào)強大的邏輯思維,因此,許多複(fù)雜宏程序擁有商業保(bǎo)密性。
1 、螺(luó)旋偏心圓的加工
研究開發經濟型數控(kòng)車的功能之前,許多外(wài)形(xíng)複雜的工(gōng)件需要專業設備才可以加工成型,對於一個中小型企(qǐ)業來講,專業(yè)設備的購買需要大量的資(zī)金。
例如二次包絡蝸杆、曲軸、螺旋偏心圓等。
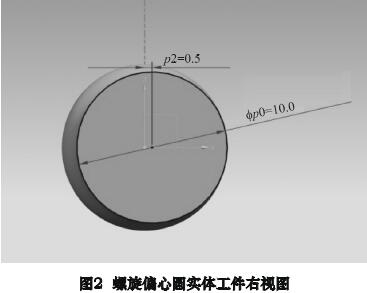
於是,對經濟型數控車床進行了功能與程序的拓展編製,使其能夠滿足加工要(yào)求,節省設備成本。如圖 1、圖 2 所(suǒ)示的螺旋偏心圓實體工件,工件為偏心 0. 5 mm
的 10 mm 圓,中心點沿 1 mm 變螺距(jù)螺紋掃掠生成。
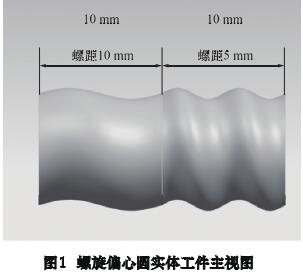
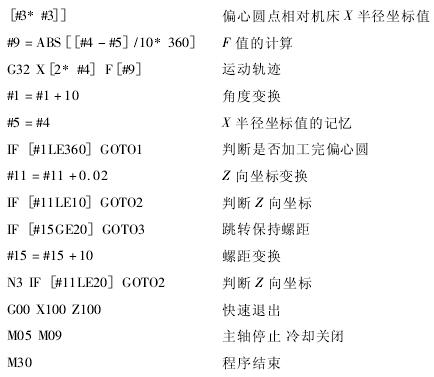
因螺(luó)距較小,螺距變(biàn)化,加工(gōng)時銑刀幹涉等原因導致多(duō)軸數控機床也難加工,因(yīn)此采取徑向(xiàng)車(chē)削策略。徑向車削策略宏程序的編製思路(lù)如下(xià):如圖 3,虛線圓(yuán)為不偏心情況下(xià)
10 mm 的圓,實線(xiàn)圓為(wéi)偏心 0. 5 mm 後的圓,根據不同工件加工要求可知偏心圓半徑、偏心距,通過賦值角度的變化來表達出偏心圓每一個賦(fù)值角度對應的點相對機床圓心所形成的半徑值。
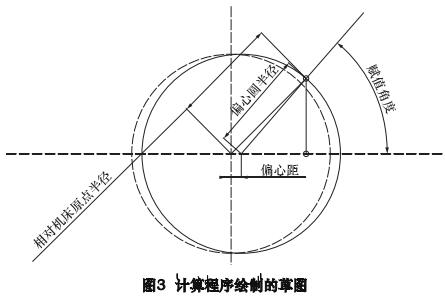
此值,也就是我們所需要的編程 X 值,可以通過勾股定理得出賦值角度所在的直(zhí)角三角形的(de)兩條直角邊長,然後用已得出的底直角邊加偏心距(jù)長度(dù)與(yǔ)得出側直角邊構成直接三角(jiǎo)形算出編程時半徑值(zhí),據此編製的宏程序如下(xià)所示。
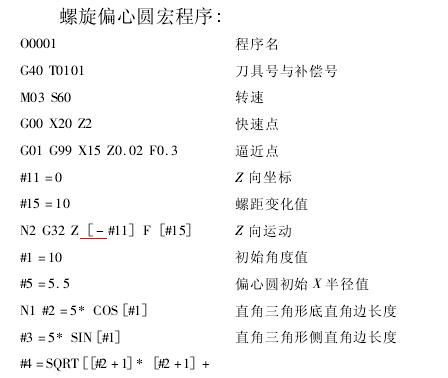
通常宏程序的(de)運用對編程(chéng)者與設備具有較高的要求,許多宏(hóng)程序因為(wéi)思路的獨特性具有商業價值,傳統方式編寫宏程序有諸多弊端,針對其缺點進行了改進與應用。
2 、Excel 與宏程序融合編程
2. 1 Excel
生成程序導入與宏程序手工輸入的對(duì)比優(yōu)點: ①利用 Excel 生(shēng)成程(chéng)序導(dǎo)入對機床要求低,可以應用於無(wú)宏程(chéng)序功能的設備; ②運算量小,不必擔心因宏程序所給步距小,計(jì)算速度慢而導致走(zǒu)刀路徑的錯誤; ③對宏程序的保(bǎo)密(mì)性好,不必擔心因程序泄露而造成對邏輯思維的抄襲; ④對(duì)於不會編寫宏程(chéng)序(xù)的操作工人實現參數化,使其可以應用於生產,模塊化(huà)編程,實現“傻瓜式”操作; ⑤生成程序不受宏程序嵌(qiàn)套層數(shù)限製。環境需求: ①需要(yào)計算(suàn)機; ②程序段較長,內(nèi)存占有量較大。
2. 2 利用(yòng) Excel
實現程(chéng)序編製的思路與方法( 以端麵車削多邊形為例)
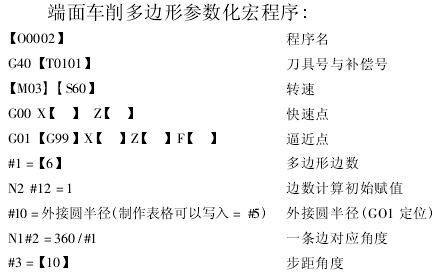
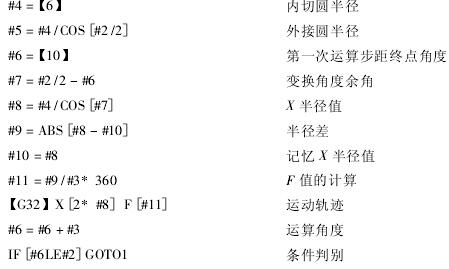

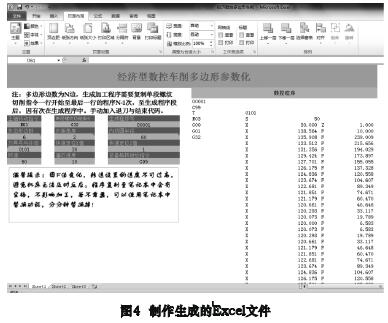
當製作 Excel 時,首先(xiān)需(xū)要寫出參數化宏程序,需要(yào)參數化的賦值標記出來,這些賦值寫入 Excel 中,當需要運用賦值運算出最終坐標點時,需要加 MYM 符號來固定行與列。把需要賦值的參數寫入後,則開始寫入運算。當步距或多邊形邊數(shù)改變時程序段的長短也會改變,巧妙運用表格中的(de) IF 進(jìn)行計算或不寫入。
最後可以(yǐ)通過 Excel 中設置單元格格式中的保護(hù)與審閱菜單下的保護工作(zuò)表的功能進行程序加密,使用者隻能賦值與複製導出所需要的機床加(jiā)工程序,無法進行(háng)母程序(xù)的抄襲與對內容的修(xiū)改。製(zhì)作生成的(de) Excel 文件如圖 4 所示。
3 、結語
本文通(tōng)過對螺旋偏心(xīn)圓程序的編製(zhì)闡述了經(jīng)濟型數控車床利用脈衝編碼器實(shí)現假 C 軸的功能,拓展了編程思路與宏程序嵌套的技巧。通過列舉多邊形切削參數化程序,進一步地驗證了經濟型數控(kòng)車床假(jiǎ) C 軸的可行性。也描述了采用 Excel 作為輔助編程的(de)思路,對簡單(dān)、複雜宏程序都可以進行(háng)參數化並加密(mì),對(duì)機(jī)械加工(gōng)行(háng)業有著深遠意義。
投稿箱:
如果您有機床行業、企(qǐ)業相關(guān)新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關(guān)新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息
州金馬")
業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數(shù)據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切(qiē)削機床產(chǎn)量數(shù)據
- 2024年9月 新能源(yuán)汽(qì)車銷量情況
- 2024年8月 新能源汽(qì)車(chē)產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據