


基於單片機(jī)的數控機床故障模擬裝置的開發
2017-11-29 來源: 天津中德職業(yè)技術學(xué)院 作者:王(wáng)春光,左 維,張建新
摘要(yào):數控維(wéi)修技術教(jiāo)學過程中,數控機床往往采用人工(gōng)設置故障的方法,浪費時間、教學效率低。為了解決這一問題,在THWSKW-2A教學儀器上開發了基於單片機的數控機床故障模擬裝置,包括開關電源、單片機、繼(jì)電器模塊組(zǔ)以(yǐ)及控製電路。經過實踐證明,該裝置操(cāo)作(zuò)方便,適用性高(gāo),可廣泛應(yīng)用於(yú)數控機床維修、機電(diàn)一體化、自動化等專業教學領域,開發的教學實訓項目適合高職院校人才的培養,具有(yǒu)推(tuī)廣價值。
關鍵詞(cí):單片機;數控機床;故障模擬;機床維修
0 引言
數控設備應用與維護專業課程 《數控機床維修技術》、《數控係統結構與應(yīng)用 (siemens)》、《數控係統(tǒng)安裝與調試》和(hé)《數控機床(chuáng)故障分析與維(wéi)修》 均(jun1)以 THWSKW-2A 數控機床維修技能實訓考核裝置為主(zhǔ)要教學儀器。數控設備應用與維護(hù)專業教(jiāo)學中很大一部分是(shì)圍繞此裝(zhuāng)置開展的,如線路連接,機床故障排除,係統參數等(děng)。在設置故障時,通常采用的方法是人為斷路,如(rú)壓線皮,挑掉要斷路的電(diàn)線,以及接空線和更換壞件等[1]。
目前,設置故障時主要存在以下的問題[2-4]:(1) 設置故障的(de)過程中存在一定的危險性,有可(kě)能對實(shí)訓人員及設備造成損害;(2) 設置故障(zhàng)耗時較長;(3) 故障設置偶(ǒu)爾會由(yóu)於人為(wéi)因素設置不成功。為了解決這些問題,開發了一種基於單片機的數(shù)控機床故(gù)障模(mó)擬裝置,可廣泛應用於(yú)數控機床維修、機電一體化、自動化等專(zhuān)業(yè)教學領域,開發的教學實訓項目適合高職院校人才的培養,具有(yǒu)推廣價值(zhí)。
1 、故障模擬裝置的(de)總體設計
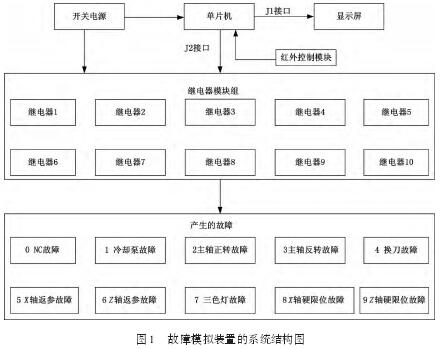
為(wéi)了讓數控機床故障模(mó)擬(nǐ)裝置設置故障時方便快捷,並且能夠為數控裝(zhuāng)置提供實時性的反饋(kuì)信號,故(gù)障模擬裝置核心是由開關電源、單片機、繼電器模塊組、控製(zhì)電路及控製程序組成;首先由開關電源給單片機及繼(jì)電器模塊組供電,單片機經編程,控製繼電器模塊組的工作,利用繼電器模塊組的觸點來實現對主電路(lù)、控製電路及I/O點信號的通斷控製(zhì),來實現對機床中各個部分(fèn)故(gù)障(zhàng)的設置(zhì)。開關電源(yuán)通過線路與單(dān)片機和繼(jì)電器模塊組連(lián)接(jiē),單(dān)片機和顯示屏通過J1接口連接,單片機通過J2接口與繼電器模塊組連接,繼電器模塊組與控製電路連(lián)接,控製數控機床上的數控係統啟停(tíng)、冷卻泵電機運動、主(zhǔ)軸電機正反轉、換刀動作、X 軸返參運動、Z 軸(zhóu)返參運動、三色燈指示、X 軸超程硬限位報警、Z 軸超程硬限位報警等。
2 、故障模擬裝置程序的設計
通 過(guò) 對 故 障 設 置 裝 置 的 遙 控 , 來 實 現THWSKW-2A 型數控機床維修技能實訓裝置的五(wǔ)大部分:NC啟動、冷卻泵電機、主軸電機、電動刀架、機床返參等故障的(de)設置與排除,且(qiě)在故障設置中,可(kě)以通過液晶屏顯示直觀看到相應故障的狀態(tài)[5-6]。
數控機床故障設置裝置的工作原理:由開(kāi)關電源給單片機及繼電器模塊組供電,單片機經(jīng)編程,控製繼電器模塊組的工作,利用繼電器模塊組觸(chù)點的通斷來實現對主 電 路 、 控 製 電 路(lù) 及PLC I/O點信號的控製,來實現對機床中各個(gè)部分故障的設置。
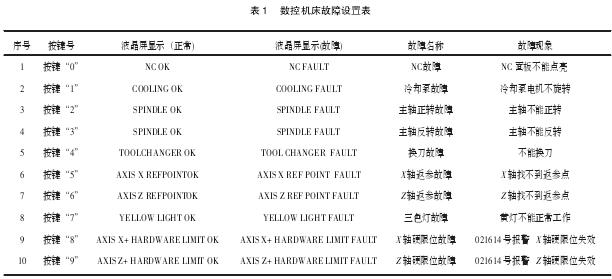
通過遙控器按鍵的(de)定義來實(shí)現數控機床故障設置與排除,按鍵的具體定義如表1所示。
3 、故(gù)障模擬裝置(zhì)程序的編寫(xiě)
THWSKW-2A 型數控機床(chuáng)維(wéi)修技能實訓裝置采用 Fanuc 公 司 的 Fanuc 0imate-TC 數 控 係 統 , 包括:NC 係統、主軸裝置、I/O模塊、四方(fāng)刀架、進給裝置、電源模塊和驅動裝置組成。根據數控機床維修(xiū)技(jì)能實訓裝置的控製原理圖,完成不同故障模擬功能程序的編寫。
數控(kòng)機床的(de)工作過程如下,機床通電開機→繼電(diàn)器KA1線圈得電→繼電器KA1常開觸點閉合→接觸器KM1線圈得(dé)電→接觸(chù)器KM1主觸點閉合→變(biàn)頻器(qì)上電→PLC 輸出(chū) Q0.0(Q0.1)
為 DC24V →繼電(diàn)器 KA2(KA3)線圈得(dé)電→繼電器 KA2(KA3)常開觸點閉合→連接到變頻器的(de)端子STF(STR)和SD→變頻器三相輸出→主軸電機正(反)轉。根據數控機床維修技能實訓裝置的工作流程,編寫程序將其(qí)控製電路斷開,從而實(shí)現設(shè)置故障的目的,單片機編寫程序如圖2所示(shì)。
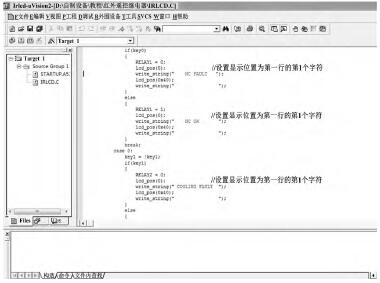
圖2 單片機程序的編寫(xiě)過程
4 、實驗(yàn)驗證
數控機床故障模擬裝置可實現數控機床故障的自動化(huà)設置(zhì),可以安全、準確、快捷的設置機床故障,故障點可遙控、可顯示(shì)、可(kě)更換、可拓展,數控機床故障設(shè)置裝置(zhì)隨(suí)時可(kě)與實(shí)訓裝置脫離,不影響其正常工作,此技術可在數控機床故障診斷與維修相關實訓設備中推廣,方便在故障維修實訓教學中使用,如圖 3 所示,為數控機床故障模擬裝(zhuāng)置實驗過程。

圖3 數控機床故(gù)障模(mó)擬裝(zhuāng)置實驗(yàn)過程
投稿箱:
如果您(nín)有機(jī)床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機(jī)床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產(chǎn)量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量(liàng)數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
博文選(xuǎn)萃
| 更多
- 機械加工(gōng)過程圖示
- 判斷一台加工中心(xīn)精(jīng)度的幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產數控係統和數(shù)控機(jī)床(chuáng)何去何從?
- 中國的技術工人都去哪裏了?
- 機(jī)械老板做(zuò)了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能(néng)時(shí)代(dài),少談點智造,多談點製造(zào)
- 現實麵前,國人沉默。製(zhì)造業的騰飛,要從(cóng)機床
- 一文搞懂(dǒng)數控車(chē)床加(jiā)工(gōng)刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鑽削與(yǔ)螺旋銑孔加(jiā)工工藝的區別