


基於非線性預測的機床主軸溫升特性快速辨識
2017-11-16 來源: 浙(zhè)江工業職業技術學院 浙江大學機械(xiè) 作者:馮剛 夏(xià)晨(chén)暉 孫磊 傅建中
摘要(yào): 提出(chū)了一種快速辨識數控機床主軸溫(wēn)升特性的方法,該方法通過(guò)基(jī)於支持向(xiàng)量(liàng)機回歸的非線性預測技術,利用短(duǎn)時間實際采集主軸的溫(wēn)升數據,預測長達數小(xiǎo)時的(de)主(zhǔ)軸溫升曲線,並辨識出主軸的穩態溫度、熱平衡時間等溫升特性參數。該方法可大大縮短數控機床主軸(zhóu)熱平衡(héng)試(shì)驗的時間。試驗研究表明基於(yú)支持(chí)向量機回歸的非線性預測方法快(kuài)速辨識的主軸溫升(shēng)特(tè)性與熱平衡試驗(yàn)結果相吻合,驗證了本文方法的有效性與可行(háng)性。
關鍵詞(cí): 機床溫升特性非線性預測支持向(xiàng)量機回歸
引言(yán)
數控機床的加工精度是衡量機床工作性能的關鍵指標。隨著機(jī)床朝高速高精方向發展,熱誤差所占(zhàn)機床加工總誤差的比重越來越大(dà),達到75% 左右[1 - 2],所以精密數控機床熱態精度設計具有重要的意義。主軸是數(shù)控機床的(de)關鍵功能部(bù)件,也是機床(chuáng)的最主要發(fā)熱源,主軸的熱設計至關重要[3],其溫升特性將(jiāng)很大程度影(yǐng)響機床的加工性能和精度。由於主(zhǔ)軸(zhóu)熱結構具有複雜(zá)的邊界條件和結合麵,其熱設計的理論建模和有(yǒu)限元(yuán)分析存在較大的誤差[4],必須通(tōng)過熱平(píng)衡試驗以獲取主軸的溫(wēn)升特性,並校核模型參(cān)數。
數控機床開始工作後的熱態特性是一個緩慢變化的過程,相對於機床的靜力學特性、動力學特性(xìng)的測試研究而言,機(jī)床熱平衡試驗周期長,一般依照機床的品種、類型、規格的不同,有很大差別,試驗時間可(kě)從數小時到數十小時不等(děng)。縮短數控機床熱平衡試(shì)驗時間,對提高數控機床熱(rè)效應分析效率具(jù)有很重要的現實意義。
國際(jì)標準化組織在2007 年發布了ISO230-3[5],對數控機床熱效應確定有(yǒu)很好的(de)指導作用(yòng),其(qí)實質是規範了(le)數控機床熱平衡試驗(yàn)和分析。但該標準尚未對數控機床熱平衡時間確定做出明確的評定,對如何縮短(duǎn)熱平衡試驗時間也沒有推薦相關(guān)的(de)方法。近年來,有文獻報道快速預測機床選點溫升特性的方法,在較大程(chéng)度上縮短了熱平衡(héng)試驗的溫升特性辨(biàn)識時間,但未考慮複(fù)雜熱係統的非線性問題[6 - 7]。非線性預測技術由支持向量機回歸算法實現(xiàn)。基於統計學習理論的支持向量機學習算(suàn)法[8 - 9],在(zài)解決小樣(yàng)本、貧信(xìn)息、非線性及高維空間(jiān)模式識別中表現出許多特有的優勢,因而已被(bèi)成功應用到模式識別[10 - 13]、時間序列預測[14 - 16]、非線性係統辨識[17 - 20]等(děng)方麵(miàn)。由於支持向量機回歸的非線性預測技術在非線性(xìng)時間預測上的優勢,本文提出基於支持向量機非線性(xìng)預測(cè)算法的機床主軸溫升特性(xìng)快速辨(biàn)識方法,僅利用較短時間的溫度測量數據,即可辨識出其(qí)溫升特(tè)性、穩態(tài)溫度及熱平衡時間。
1 、主軸溫升特性快速辨識方法
1. 1 支持向量機回歸非線性(xìng)預(yù)測
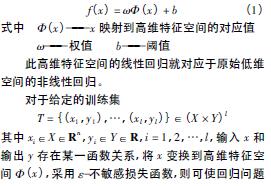
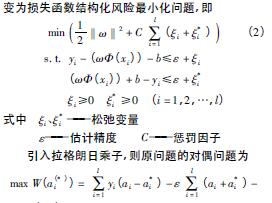
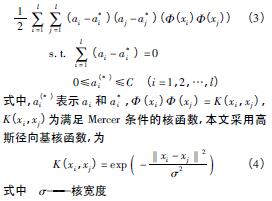
非線性支持向量回歸( SVR) ,其基本思想是通過非線性映射Φ 將數據x 映射到高維特(tè)征空間,並在這個高維特(tè)征空間中進行線性回歸,即
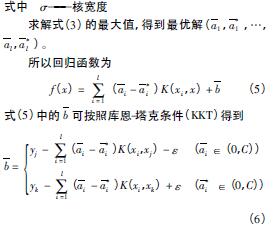
由此回歸函數的模型便可建(jiàn)立。
1. 2 基於非線(xiàn)性預測的溫升特性模型(xíng)建(jiàn)立
根(gēn)據1. 1 節所(suǒ)述的支持向量回(huí)歸方法,模型輸入輸出的(de)選取至關重要。數控機床主軸溫升模型即為數控機床(chuáng)主軸測試點從機床啟動到機床達到穩態溫度的溫升變化曲線。假(jiǎ)設T( k) 為某點k 時刻的溫度,選取k 時刻(kè)之前n 個曆史時刻的溫度( T( k -1) ,T( k - 2) ,…,T( k - n) ) 作為輸入,建立T( k) =f( T( k - 1) ,T( k - 2) ,…,T( k - n) ) 的(de)函數關係。當建(jiàn)立這一模型後,由曆史(shǐ)時刻的溫度便可預測未來時刻的溫度。
1. 3 基於非線性預測的數控機床主軸溫升特(tè)性快速辨識算法
根據(jù)支持向量回歸算法,提出了短時間辨識溫升(shēng)特性的判據,以一點為例(lì),具體算法為:
( 1) 選擇一段采樣時間下的溫度數據,利用小波濾波方法將原始(shǐ)數(shù)據平滑化。
( 2) 根據(jù)溫升(shēng)模型的(de)輸(shū)入(rù)變量,需要確定最優(yōu)曆史數據個數n,本文從1 逐漸增大(dà)到35,也即循(xún)環35 次,將采樣濾波後的溫度數據重新構造成滿足(zú)溫升模型的形式,將重構(gòu)的溫度數據輸入輸出(chū)作為支持向量回歸的訓練集。
( 3) 每次循環中,將訓練(liàn)集(jí)的X、Y 分別歸一化處理(lǐ),然後采用網格(gé)搜索的(de)方法確定支持向(xiàng)量(liàng)回歸中(zhōng)的最優參數懲罰因子C 及高斯徑向基(jī)核函數的核寬度σ,采用ε-支持向量回歸機,ε 取0. 001,進行支持向量回歸計(jì)算,獲得(dé)溫升模型,並(bìng)且預測(cè)出此采樣時間下的溫度變化。
( 4) 將預測的溫度與采樣濾波後(hòu)的(de)溫度進行比較,采用均方根誤差( RMSE) 衡量,即
( 5) 判斷均(jun1)方根誤差圖中(zhōng)是否存在最小均方根誤差(chà),且在此點處均方根誤差是(shì)否有明顯變化,如果最小均方(fāng)根誤差處變化明顯( 圖1a) ,則選擇此時的(de)n 值,此時的(de)n 值為最優(yōu)曆史數據個數,建立起溫升模型; 如果最(zuì)小均方根誤差(chà)沒有明顯變(biàn)化( 圖1b) ,則增大采樣時間(jiān),返回步驟( 1)
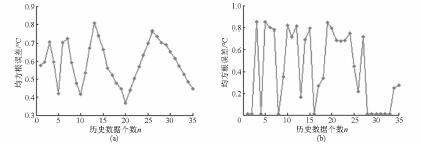
圖1 均方根誤(wù)差隨n 的變化曲(qǔ)線(xiàn)
( 6) 根據此采樣時間段內的溫度數據建立溫升模型,即可預測出其後時(shí)間的溫度變化情況,達到快速預測的目的。
2 、試驗驗證
為(wéi)了測量(liàng)立式加工中(zhōng)心機床主軸的(de)溫度變化情況,需要(yào)布置若幹測點。圖2 為(wéi)15 個PT100 型(xíng)溫度傳感器布置圖,測(cè)量環境溫度的傳感器未顯示在圖中,溫度傳感器測量精度0. 1℃,表1 為溫(wēn)度傳感器布置位置說明。
機床在室溫為18℃環境下,以5 000 r /min 轉速空(kōng)轉,設置溫度(dù)傳(chuán)感器的采(cǎi)樣間隔為15 s,記錄溫度測量值。本文(wén)所提的基於非線性(xìng)預測的機(jī)床主軸溫升特性快速辨識方法,是一種針對一點的溫度測量數據進(jìn)行處理的方法,所以對(duì)每個點來講都是獨立的,對於一個辨識點而言,算法隻需要此點的(de)溫度數(shù)據,而不需要利用其他點的溫(wēn)度數據,因而其他測量點的溫度數據對需要辨識的點是沒(méi)有影響(xiǎng)的。在本文的試驗驗證中,布置了若幹測量點,每個測量點都可以分別作為辨識點,來驗證算(suàn)法的可行性。為說明算法,選擇T5 點來驗證(zhèng)本文提(tí)出的算法。T5 點的原始溫度數據如圖3 所示。
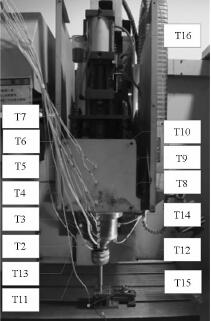
圖2 傳感器測點布置圖
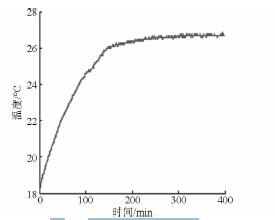
圖3 原始溫度測量數據
將原始測(cè)量數據經小波濾波後,其溫度數據如圖4 所示。
表1 溫度傳感器布置位置
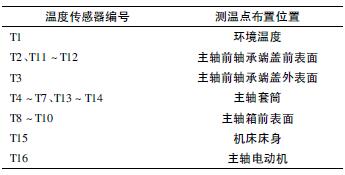
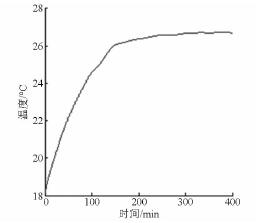
圖4 濾波後的測量(liàng)數據
基於支持向量回歸的數控機(jī)床主軸溫升特性快速辨(biàn)識算(suàn)法(fǎ),得到48 min 內采樣時間下均(jun1)方根誤差隨n 變化的曲線,如圖5 所示。測量溫度與預測溫(wēn)度在48 min 內的最小均方(fāng)根誤差為0. 365 6℃,溫升模型輸入變量的個數(shù)為20。基於此溫升模型即可辨識出400 min 的溫升曲線,如圖6 所示。利用48 min 的測量數據,采用(yòng)基於支持向(xiàng)量回歸的數控
機床(chuáng)溫升特性快速辨識算法,能快速辨識出此點的溫升變化(huà)。
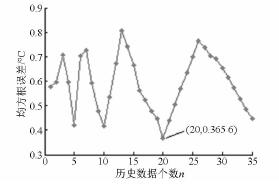
圖5 在48 min 內測量與預測溫度均方根誤差隨n的變化曲線
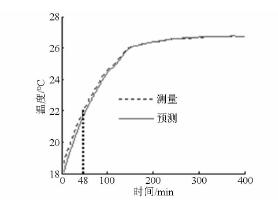
圖6 預測與測(cè)量溫升曲線
實測的穩態(tài)溫度為(wéi)26. 7℃,熱(rè)平(píng)衡(héng)時間為126. 25 min( 熱平衡時間(jiān)定(dìng)義為到達最大溫升的95%處的時刻) ,預測的穩態溫(wēn)度為26. 739 2℃,熱平(píng)衡時間(jiān)為130. 5 min。圖(tú)7 為測量與預測(cè)溫度的誤差圖,從圖中可以(yǐ)看出誤差很小,證明了此預測算法的合理(lǐ)性。
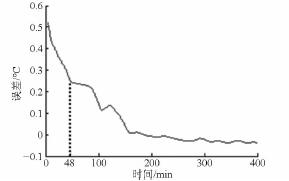
圖7 測量與預測溫度誤差
利用48 min 內的測量數(shù)據辨識出溫升模型,當把預測溫度同400 min 的測量溫度進行比較時,得到測(cè)量溫度與預測溫度(dù)在400 min 內的均方根誤差隨n 的變化曲線(xiàn),如圖8 所示(shì)。從圖(tú)中可以看出(chū)當模型輸入(rù)變量的(de)個數(shù)為20 時,出現最小均方根誤差0. 184 8℃。與圖5 比較可以看出,無論是48 min 內還是400 min 內的均方根誤差,在溫(wēn)升模型輸入個數n 為20 時均出現最小值,且均方根誤(wù)差(chà)在48 min內或(huò)是在(zài)400 min 內(nèi)隨n 變化具有相似性,所以(yǐ)當找到最佳辨識時間48 min 時,辨(biàn)識的溫升模型即可符合實際溫度變化。
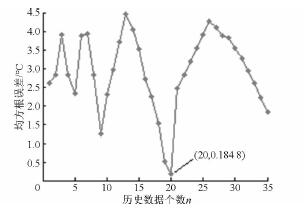
圖8 在400 min 內測量(liàng)與預測溫度均方根誤(wù)差隨
當采樣時間增大到108. 25 min 時,按照上(shàng)述基於支持向(xiàng)量回歸的數控機床溫升特性快速(sù)辨識算(suàn)法,同樣可以得到在108. 25 min 內測量(liàng)與(yǔ)預測溫度均方根誤差隨n 的變化曲線,如圖9 所示。從圖9 可以看出有4 個均方(fāng)根誤差(chà)極小值點,選點(diǎn)1 來建立溫升(shēng)模型。測量溫度與(yǔ)預測溫度在108. 25 min內的最小均方(fāng)根誤(wù)差為0. 194 6℃,溫升模型輸入變量的個數為(wéi)3。此時預測溫度變化情況如圖10 所示。實測的穩態溫度為26. 7℃,熱平衡時間為126. 25 min,預測的穩態溫度為26. 976 8℃,熱平衡時間為126. 75 min。圖11 為此溫升模型下測量與預測溫度的誤差曲線。
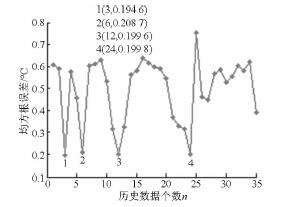
圖(tú)9 在(zài)108. 25 min 內測量與預測溫度均(jun1)方根誤差隨
同樣是(shì)利用在108. 25 min 內的測量數據,但均方(fāng)根誤差(chà)比較(jiào)的範圍從108. 25 min 擴大到400 min時,得到測量與預(yù)測溫度均方根誤差隨n 的變化(huà)曲線,如圖12 所示。對比圖12 與圖9 可以看出,均方根誤差隨(suí)n 變化的相似性,且在n 為3、6、12、24 處均有極小值存在。
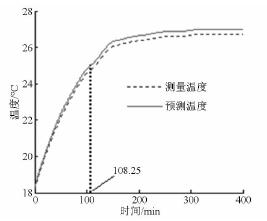
圖10 預測與測(cè)量溫升曲線
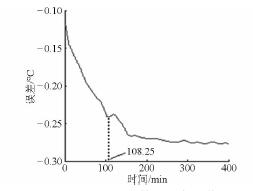
圖11 測量與預測溫度誤差
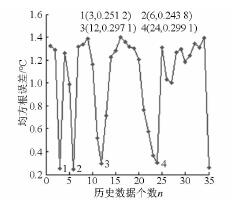
圖12 在400 min 內測量與預測溫度均方根誤差隨(suí)n的變化曲線
因此,在采樣時間為108. 25 min 下也可(kě)很好地辨識溫升曲線。
本文提出的基於(yú)支持向量(liàng)機的數控機床(chuáng)主軸溫升特性(xìng)快速辨識算法,可以在若幹時間下辨識(shí)出溫升曲線,如48 min 和108. 25 min,但是48 min 是其辨識出溫升曲線的最短時間。
同(tóng)樣地,機床在室溫為(wéi)18℃ 下,以(yǐ)3 000 r /min轉速空轉,設置溫度傳感器的采樣(yàng)間隔也為15 s,記錄溫度測量值。依然以T5 為例,T5 點的溫度數據(jù)如圖13 所示。
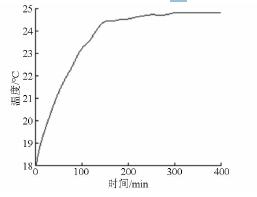
圖13 T5 點(diǎn)濾(lǜ)波後的測量數(shù)據
同樣地,基於支持向量回(huí)歸的(de)數控機床主(zhǔ)軸溫升特性(xìng)快速辨識算法(fǎ),得到在40. 5 min 的采樣時間下均方根誤差(chà)隨n 的變化曲線,如(rú)圖14 所示,測量溫度與預測溫度在40. 5 min 內的最小均方根誤差(chà)為0. 300 2℃,溫升模型輸入變量的個數為19。基於此(cǐ)溫升模型即可辨識出400 min 的溫升曲線(xiàn),如圖15 所(suǒ)示。利用40. 5 min 的測量數據,采用基於支持向量回歸的數控(kòng)機床溫升特性快(kuài)速辨識算法,就能快速辨識出此點的溫升變化。
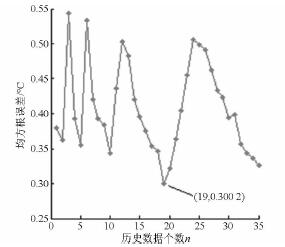
圖14 在40. 5 min 內(nèi)測量與預測溫度均方根誤差隨(suí)n 的變化曲(qǔ)線
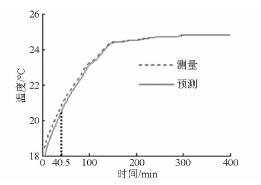
圖15 預測與測量溫升曲線
實測的穩態溫度為24. 8℃,熱平衡時(shí)間為150. 25 min,預測的穩(wěn)態溫度為24. 805 3℃,熱平(píng)衡時間為152. 75 min。圖(tú)16 為此溫升模型下測量(liàng)與預測溫度的誤差曲線。
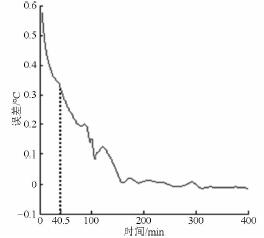
圖16 測(cè)量與預測溫度誤差
利用40. 5 min 的測量數據辨識出溫升模型,當把預測溫度同400 min 的測量溫度(dù)進行比較時,得到測量溫度與預測溫度在(zài)400 min 內的均方根誤差隨(suí)n 的變化曲線,如圖17 所示。從圖中可以看出當模型輸入變量的個數為19 時,出現最(zuì)小均方根誤差0. 154 7℃。與圖14 比較(jiào)可以看(kàn)出(chū),無(wú)論是40. 5 min內還是400 min 內的均方根誤差,在溫升模型輸(shū)入個數(shù)n 為19 時均出現最小值,且均方根(gēn)誤差在40. 5 min 內或是在400 min 內隨n 變(biàn)化具有相似性(xìng),所以當找到最佳辨識時間40. 5 min 時,辨識的溫升模型即可符合實際溫度變化。
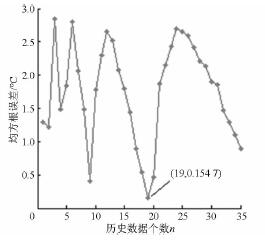
圖17 在400 min 內(nèi)測量與預測溫度(dù)均方根誤差隨n 的變化(huà)曲線
改變試驗工況,當機床在18℃ 的室溫下以3 000 r /min 的速率切削試件時,設置溫度(dù)傳感器的采樣間隔(gé)為15 s,記錄溫度測量值。依然以T5 為例,T5 點的溫度數據如圖(tú)18 所示。同(tóng)樣地,基(jī)於支(zhī)持(chí)向量回歸的數控機床主軸溫(wēn)升特性快速辨識算法,得到在46 min 的采樣時間下(xià)均(jun1)方根誤(wù)差(chà)隨n 的(de)變(biàn)化曲線,如圖19 所示,測(cè)量溫(wēn)度與預測溫度(dù)在46 min 內的最小均方(fāng)根誤差為(wéi)0. 063 1℃,溫升模(mó)型(xíng)輸入(rù)變量的個數為11。基於此溫升模型即可辨識出400 min 的溫(wēn)升曲線,如圖20所示。利用46 min 的測量數據,采用基於支持向量回歸的數控機床溫升特性(xìng)快速辨識算法,就能(néng)快速辨識出此點的溫(wēn)升變化。
實測穩態(tài)溫度為(wéi)27. 4℃,熱平衡時間為170 min,預測穩態溫度為27. 206 9℃,熱平衡(héng)時間(jiān)為169 min。圖21 為此溫升模型下測量(liàng)與預測溫度的(de)誤差曲線。
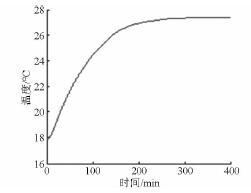
圖18 T5 點(diǎn)濾波後的(de)測量數據
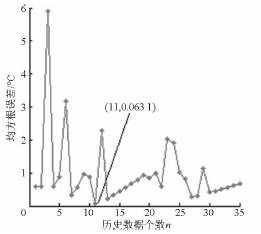
圖19 在46 min 內測量與預測溫度均方(fāng)根誤差隨(suí)n 的變化曲線
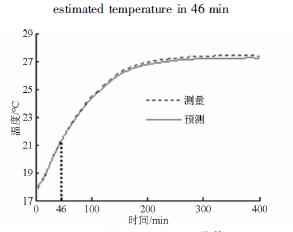
圖20 預測與測量溫升曲線
利(lì)用46 min 的測量數據辨識出溫升模型,當把預測溫度同400 min 的測(cè)量溫度進行比(bǐ)較時,得到測量溫度與預測溫度在400 min 內的均方(fāng)根誤差隨n 的變化曲線,如圖22 所示。從圖中可以看出當模型輸入變量的個數為11 時,出現最小均方根誤差0. 147℃。與圖19 比較可以看(kàn)出,無論(lùn)是46 min 內還是400 min 內的均方根(gēn)誤差,在溫升模型輸入個數n 為11 時均出現最小值,且均方根誤差在46 min內或是(shì)在(zài)400 min 內隨n 變化具有相似性,所以當找到最佳辨識時間46 min 時,辨識的溫升模型即可符合實際溫度變(biàn)化。
本文提(tí)出的基於支持(chí)向量回歸的數(shù)控機床溫升特性快速辨識算(suàn)法分別在3 種不同工況下進行了試驗驗證,即主軸在5 000 r /min 轉速下空轉,主軸在3 000 r /min 轉速下空轉及主軸在(zài)3 000 r /min 轉速下切削。算(suàn)法均能在不同轉速條件不同切削(xuē)條件下實現對主(zhǔ)軸選點的溫升(shēng)特性快速辨(biàn)識。
主軸係統熱態特性與其動態特性之間存在耦合交(jiāo)互關係,熱變形將使主軸的固有頻率及諧響應發生變化(huà),同樣地,主軸的振動也(yě)會影響到熱態(tài)特(tè)性,但最終都會對機床加工精度產生影響。
3 、結(jié)論
( 1) 基於支持向量機回歸的非線性預測方法,可以利用短時間實際采集主軸的溫升數據,預測(cè)長達數小時的主軸溫升曲線。進行了試驗,在不同轉速條件及不同切(qiē)削條件下(xià)驗證了該方(fāng)法的有效性。
( 2) 通過快速辨識主軸的穩態溫(wēn)度、熱平衡時間等(děng)溫升特性參數,可(kě)大大縮短數控機床主軸熱平衡試驗的時間。
投稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
馬")
