


摘(zhāi) 要:本(běn)文主要對基於 PLC 與(yǔ)數控機床聯合控製的氣動機械手展開了相(xiàng)關的分析與探討,首先對其(qí)具(jù)體的結構與工作原理進行了簡要(yào)的介紹,進而針對其工作流程進行了(le)詳細的分析,並最終就相應的控製係統設計開展了深入的研究。經過實踐(jiàn)運行的結果表明(míng),此氣動機械(xiè)手設備易於操控、運行可靠(kào),具備有極強的係統擴(kuò)展性。
關鍵詞(cí):PLC;數控機床;聯合控製;氣動(dòng)機械手
0 引言
在現代化的工業(yè)生(shēng)產過程當中,自動化的生產線作(zuò)業方式,業(yè)已成為工業生產的主要方式。氣(qì)動機械手設備將空氣作為工作介質,具有氣(qì)源應(yīng)用便捷、汙染程度低、便於靈(líng)活操作、操(cāo)作性能強等顯著特征,因此在工(gōng)業化的生產發展(zhǎn)當中(zhōng),得到了(le)大範圍的普及應用。而數控機床具備有較(jiào)高的自(zì)動程度、安全可靠等特點,已成為零件加工當中廣泛應用的(de)設備內容之(zhī)一。將(jiāng)氣動技術與數控技術結合起來,能夠(gòu)顯著(zhe)的提升工(gōng)業化成產的自動化程度,加強係統操作,提高機械性能。
1 、氣動機械手的結構與工作原理
(1)氣動(dòng)機械手的結構。氣動機械(xiè)手(shǒu)的整體結構如(rú)下圖 1 所(suǒ)示,主要是(shì)由(yóu)鋁型材立(lì)柱、擺缸、升降氣缸(gāng)、伸縮氣缸、氣爪等部分所組成。各部件的功能為擺缸:具有擺出與(yǔ)擺回開關,能夠實現對(duì)於氣動機械手在水平位置處(chù)的橫向移動。升降氣缸:具有上升與下降開關,能夠實現對於氣動機械手的垂直方向移動。伸縮氣缸:具有伸出與收回開關,能夠實現對於氣動機械手的伸出(chū)與收回。氣(qì)爪:具(jù)有夾緊與(yǔ)放鬆開關,能夠實現氣動機械手對於工件的夾緊或放鬆。
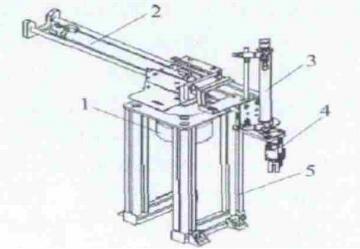
圖(tú) 1 氣動(dòng)機械手總體結構圖
(2)氣動機械手的工作原理。在對氣動機械手(shǒu)同(tóng)數控機床實行(háng)聯合控製的過程當中,常采用同一氣源(yuán)。而氣動機械手通常 由擺缸、升降氣缸、伸縮氣缸(gāng)、氣爪等四部(bù)分構成,而數控機床則一般是由氣動夾具所構成。升降氣(qì)缸與擺缸一般是通過雙電控三位五通閥來操控,對(duì)於擺缸的的擺動(dòng)與升降(jiàng)氣(qì)缸的升降(jiàng)操作,一般是由(yóu)電磁鐵來完成操控。而電控二位五通閥(fá)則主要控製著伸縮氣缸、氣爪以及氣動夾具等三(sān)部分內容。在電磁鐵通電之後,即可實施(shī)伸縮氣缸的伸出、機械手的抓握(wò)、氣動夾(jiá)具夾(jiá)緊等操作。電磁鐵斷電之(zhī)後(hòu),能夠使得伸縮氣缸完成收回(huí)操作、機械(xiè)手(shǒu)完成放下、氣動夾具進行放鬆等操作。借助於單向節流閥一方麵能夠實現(xiàn),對氣缸操作速度的提升,另一方麵(miàn)也(yě)能夠提高其操作的穩定性(xìng)。
2 、氣動機械手的工作流程
在自(zì)動化係統(tǒng)的(de)生產作業過程當中,氣動機械手與數控機床協同合作,通常是由機械手將工件運送到生產(chǎn)線當中,從而開展進一(yī)步的施工作業。而此係統當中的機械手設備(bèi)則完全采取氣動控製,數控機床借助於相應的數控係統來完成操作,兩者的協同合(hé)作是通過信號交互來實現的。
在這之中(zhōng),氣動機械手的(de)操作(zuò)可劃分為(wéi)手動操作、自動操作與(yǔ)聯機操作三類形式。采用(yòng)手動操作的(de)方式主要為按壓“啟動”按鈕,選取手動開關(guān)從而實現對於(yú)單(dān)次循環作業的完成。而自動操作方式則(zé)在按壓“啟動”按鈕後,選取自動開關,從(cóng)而(ér)能夠實(shí)現氣動機械手的自動操作(zuò),可以自主重複工件搬運、取回並運(yùn)送(sòng)到(dào)傳輸帶之上等操作。而聯機操(cāo)作,能夠實現對於傳輸帶、氣動(dòng)機械手以及數控機床的共同協作。在按壓“啟動”,以及“聯機”按鈕之後,能夠實現對於工件(jiàn)的檢測、通過氣動(dòng)機械手(shǒu)搬(bān)運至數(shù)控機床上、完成數控加工並在之後采用氣動(dòng)機械手,再次運輸到傳輸帶之上等一係列(liè)操作。
由於氣動機械手所執行的動作行為,相對較為繁雜,實(shí)際的操(cāo)作流程為:按壓“啟動”、“聯機”按鈕之後,等待檢測到工件到位(wèi)之後(hòu),經(jīng)過數控機床再將預先處理好的信號,發送至氣動機(jī)械手、伸縮氣缸、升降氣缸(gāng)、氣爪(zhǎo)完成(chéng)通電時的操作,而後實行斷電(diàn)操作再(zài)經由氣爪(zhǎo)、升降氣缸、伸縮氣(qì)缸、氣動機械手、再次等待(dài)數控機床加工信號,如此循環往複,直至工件加工完成。在(zài)此(cǐ)過程當中,各個部件在進行工作操作之時,具體的切換應當由(yóu)安裝於(yú)氣缸當中的開關控製來實現操控,而數控機床同氣動機械手兩者間的操作切換,則是依據互(hù)相發(fā)出的信號內容來實(shí)現操控。
3 、控製係統設計
在控(kòng)製係統的設計當中,首先針對輸入(rù)與輸出點數的分配情況(kuàng),依(yī)據係統的功能需求來進行(háng)分配,在 PLC 與數控(kòng)機床聯合控製的氣(qì)動(dòng)機械手係統當中,采(cǎi)用 S7-200 係列,輸入點可設置為 16 點,輸出點設置為 14 點。在此控製係統當中傳輸帶工件到位開關,能夠為傳輸帶提供相應的工件檢測信號,而數控機床上料準備完成、下料準備完成以及氣動夾(jiá)具的(de)鬆緊開關,能夠給予數控機床的 PLC 係統操控信號。機械手原點有料、無料以及其返回原點信號(hào),能夠(gòu)為(wéi) PLC 係(xì)統的輸出係統,提供相應的操控信號。此氣動機械手的操控係統,其執行動作的順(shùn)序極為關鍵,所實行的每(měi)一個(gè)操(cāo)作步驟,都需要在(zài)前一(yī)步驟操作完成的基礎之(zhī)上才能夠實行(háng),因此要對係統的(de)操控順序予以明確的設計,並且,氣動街寫手在待候取件(jiàn)之時,應當檢測相應(yīng)的下料與夾具鬆(sōng)緊信號(hào),在確認無誤後方可進行下一步的操作。
4 、結束(shù)語
在本文當中所(suǒ)提出的 PLC 與數控機床聯合控製的氣動機械手,工作原理較為簡便,能夠在操作係統當中滿足手動、自動以(yǐ)及聯(lián)機(jī)工作等(děng)操作方式。並且對於操作係統當中各類不同的(de)動作內容,也具有明確的順序要求,僅需對操作(zuò)係統程序進行簡易的修改,同時也可應用到同類機械(xiè)手與數控機床聯(lián)合控製的操(cāo)作過程當(dāng)中,能夠較好的發揮出係統(tǒng)的靈活性特征。
如果您有機床行業(yè)、企(qǐ)業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")
查")
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸(zhóu)承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬(shǔ)切削機(jī)床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型(xíng)乘用車(轎車(chē))產量數據