


摘要:針對主(zhǔ)軸回轉熱誤差包含的(de)多種誤差分量,采用(yòng)雙向(xiàng)正交法測量了(le)不同轉速溫度場下數控車床主軸熱變形所引起的回轉誤差。以複向量描述主軸(zhóu)回轉精度理論(lùn)為基礎,利用FFT誤差分離方法,從傳感器(qì)測得的信(xìn)號中分離(lí)並除檢棒的安裝偏心及熱變形導致的回轉中心的偏移量,從而得到精確的主軸回轉熱誤差信息,進而評定數控機床主軸熱變形對加工精度的影響。
關鍵詞:主軸熱變形;複向量;誤差分離;回轉精度(dù)評定(dìng)
"機械零件的加工精度與機床熱誤差引起(qǐ)的製造誤差息息相關,文獻[1-2]的研究(jiū)表明:在精密加工中,熱變形所引(yǐn)起(qǐ)的製造誤差占總製造誤差(chà)的(de)50%~70%。主軸係統作為(wéi)機床的重要組成部件,其熱變(biàn)形誤差是機床熱誤差的主(zhǔ)要來源[3-4]。因(yīn)此,主軸係統(tǒng)熱特性的(de)研究與分析是保證機床的製(zhì)造精度關鍵所在。機床工作時,在內外熱源的(de)作用下,主軸係統的組成(chéng)部分形成各自的溫(wēn)度場,各組(zǔ)成部分熱膨脹(zhàng)性能不一致會(huì)導致空間機械結構發生熱變形,引起零件的加工誤差。受動力學、靜力學、熱變形以及軸承和軸頸的加工誤差等的影響,數控(kòng)車床主軸瞬時(shí)回轉軸線在空間位置是不斷變化(huà)的。實驗結果表明:精密車削的圓度誤差約有30%~70%是(shì)由主軸的回轉誤差引起的,且機床的(de)精度(dù)越高,所占的比例越大[5]。主軸回轉精度反映了車床的(de)動態性能,與(yǔ)車床所能達到的加工精(jīng)度息息相關(guān)。車床加工(gōng)過程中(zhōng)產生的主軸熱變形也(yě)主(zhǔ)軸回轉精度有較大影響,對其進(jìn)行檢測和(hé)補償控製可提高加工精度[6]。隨著高(gāo)速高精機床的廣泛(fàn)應用,檢測精度和效率逐漸(jiàn)提高,檢測方法從靜態檢測迅速向動態、在線檢測發展。軸(zhóu)係回轉誤差的測量已從(cóng)單向測量轉向多點(diǎn)測量,測量精度不斷提高[7]。
測量主(zhǔ)軸回轉熱誤差時,實際的主軸回轉軸心是不可見的,隻能通過(guò)對裝卡(kǎ)在主軸上的(de)標準檢棒外(wài)部輪廓(kuò)的測量來間接獲取主軸軸心的運動軌跡。這樣一來(lái),測量結果不可避免地混入了標準檢棒的形狀誤差(chà)和安裝誤差。對於具有高(gāo)回轉精度的精密主軸,混(hún)入的形狀誤差(chà)或安(ān)裝誤差有時甚至會淹沒掉微小的主軸回轉誤差,所以(yǐ)對(duì)於高精密車床主軸回轉誤差的測(cè)量,混入(rù)的(de)形狀(zhuàng)誤(wù)差和安裝誤差不能忽略,必須(xū)采取有效的方法從測量信(xìn)號中分離並去除由測量係統引入的、影響測量精度的信號分量,從而獲得主(zhǔ)軸回轉精度[8-9]。本文以複向量描述的(de)主軸回轉精度理(lǐ)論為基礎,運用FFT方法對信號進行(háng)分(fèn)解(jiě)處理,通過分析剔除對主軸回轉精度無影響的成分,提取出主軸(zhóu)回轉精度,進而(ér)評定機床主軸熱變形的回轉精(jīng)度並分析其加工精度。
1、主軸熱誤(wù)差(chà)測(cè)量原理
主(zhǔ)軸係統的熱變形(xíng)包括軸向熱竄動和徑向熱變形。測量軸向熱竄動時,隻需在主軸懸空(kōng)端安置一個電渦流傳感器進行測量即(jí)可。主軸徑向(xiàng)熱變(biàn)形是二維變量,應采用雙向正交法進行間接測量。測量結果包含了主軸製造和安(ān)裝的誤差、熱變形等誤差,要準確評估主軸熱變形(xíng)對加工精度的影響(xiǎng),需要從綜合誤差中將熱變形誤差分離出(chū)來。機床主軸回轉精度的(de)測量(liàng)原(yuán)理是:主軸電機帶動主軸做回轉(zhuǎn)運(yùn)動時產生的徑向跳動,使電渦流傳感器與被測件表麵間的距離發生變化,通過電渦(wō)流傳感器(qì)和信號轉換裝置將其(qí)轉換成模擬電壓信號,進行定時采(cǎi)集。主軸(zhóu)回轉精度對精加工零件的形狀精度和表麵(miàn)粗糙度有很大的影響,是評價機床加工精度的重(chóng)要指標,可預測機床在(zài)理想加工條件下(xià)所能達到的(de)最小形狀誤差和粗糙度,也(yě)能用於機床加工補償。
主軸熱變(biàn)形所引起的徑向跳動量如圖1所示。Oo為理想回(huí)轉中心,是由(yóu)主軸支承部件確定的安裝中心;Or為主軸實際回轉中心;Om為(wéi)基準球的幾何中(zhōng)心;Rm為基準截麵的徑e為檢棒的安裝偏心量(liàng);θ為檢棒回轉角(jiǎo)。電動機運轉一段時間後,主軸支承軸承的熱變形會導致主軸係統的回轉中心(xīn)Or在不同的溫度場下產生偏移,加之運動過程中(zhōng)主軸的隨動,使得電渦流(liú)位移傳感器與被測圓柱表麵間的距離發生實時改變,通過電渦流傳感器和信號轉換器測量得到(dào)包含誤差信息的位移變化的電壓值。
如圖1所示,兩(liǎng)個位移傳感器檢測的位移信號dx 和dy 分別為
dx =ecosθ+rx(α)+Sx(θ) (1)
dy=esinθ+ry(α)+Sy(θ) (2)
式中,ecosθ、esinθ分(fèn)別為偏心e 在X、Y 方向上的投(tóu)影;rx(α)、ry(α)分別(bié)為徑向運動誤差r(α)在X、Y 方向上的投影(yǐng);Sx(θ)、Sy(θ)分別為檢棒相差90°的兩對應(yīng)點的形狀(zhuàng)誤差。
測(cè)量過程中,采用(yòng)形狀誤差(chà)遠小(xiǎo)於回轉誤差的高精度檢棒為基準。
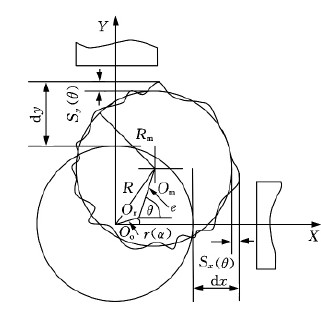
圖1 熱變形誤差信號分析(xī)
在高精度檢棒(bàng)形狀誤差可忽(hū)略的情況下,dx 和dy 是(shì)圓截麵中心的位移在X、Y 方向的分量。換言之,由於安(ān)裝偏心的存(cún)在,由dx 和dy 所確定的是圓截麵幾何中心的軌跡(jì),而不是回轉軸心(xīn)的軌跡。所以,為了盡量(liàng)減小偏心對dx、dy 的影響,使測量結果更能真實地反(fǎn)映(α),就必須盡量(liàng)減小或消除偏心量(liàng)e。
2、誤差運動的數學模型
徑向(xiàng)運動誤差具有周期性和徑向性的特征:周期性是指圓輪廓信號具有以2π為周期變化的性質;徑向性指圓形橫截麵的實際輪廓是(shì)一個複雜封閉的曲線輪廓,輪廓上各點的徑(jìng)向(xiàng)尺寸有差異,大小不同。被測元件徑向回轉運(yùn)動的傅裏(lǐ)葉級數描述為

式中(zhōng),n為被測圓輪廓諧波分量的最大諧波階數;S0為(wéi)被測圓輪廓數據的直流分量,與傳感器初始安裝位置有關;Ai、Bi分別為沿(yán)X 軸和Y 軸的i階次諧波分量的幅值。式(3)的實際意義是,周期性(xìng)的徑向誤差運動可分(fèn)解(jiě)成許多個做圓(yuán)周運動的倍頻分量。為了得到真(zhēn)正的徑向運動誤差,應從測量數據(jù)中除去被測元件的直流分量和偏心量e。
3、主軸熱誤差測量(liàng)
如圖2所示(shì),測試對象為FANUC數控車床(chuáng),分別(bié)在主軸電機、前法蘭、主(zhǔ)軸箱前壁等處布(bù)置磁吸(xī)式高精度溫度傳感器,同時采(cǎi)集環境(jìng)溫度的變化。機床在不同轉速下空運行,其主軸具體(tǐ)運行(háng)情(qíng)況(kuàng)如表1所示,車床主軸各部件(jiàn)溫升曲線如圖3所示。各部件溫升相(xiàng)異,形成不同的溫度場(chǎng)。在室溫變(biàn)化不大的情況下,電機發熱溫升較快,前法蘭亦有較(jiào)大溫升。
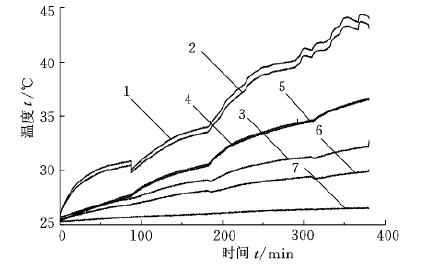
1.電機Y 軸負方向(xiàng) 2.電機X 軸正方向 3.前法蘭X 軸正方向
4.前法蘭Y 軸負方向 5.主軸前端壁Y 軸負方向
6.主軸前端壁Y 軸正方向 7.室溫
圖3 機床主軸各(gè)部件溫(wēn)升圖
3.2 主軸(zhóu)徑向誤差運動檢測如
圖4所示,采用雙向測量法,即兩(liǎng)傳感器正交分布安裝進行檢(jiǎn)測。檢(jiǎn)測(cè)試驗中,用主軸帶動檢棒(bàng)的回轉來測試主(zhǔ)軸的熱誤差(chà)。沿檢棒(bàng)軸向布置2組非接觸式電渦流位移傳感器(每組2個,共4個)。每組2個位移(yí)傳感器沿X、Y 坐(zuò)標軸方向上呈正交分布安裝,即圖4中的S1、S2、S3、S4。主軸的回轉誤差信號通過這4個位移傳感器采集(jí),MX、MY分別為設置在X、Y 方向的高速數據采集(jí)裝置。電渦流位移(yí)傳感器分辨力為25nm,數據采集儀的采樣頻率最高(gāo)為1MHz。
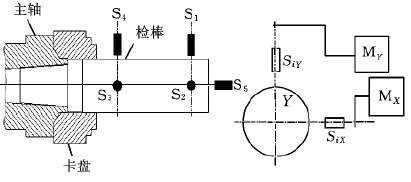
圖4 雙向測量法原理
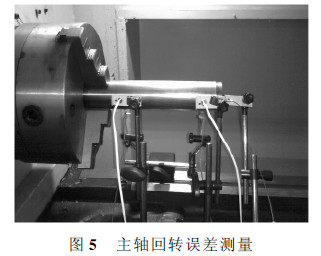
因測試部位為圓柱(zhù)孔,不能直接用表檢測,故用一(yī)根精密檢棒插入主軸錐孔內,進行動態測量,如(rú)圖(tú)5所示。
軸向誤差是一維誤差,故隻在檢(jiǎn)棒端麵安裝(zhuāng)位移傳感(gǎn)器進行測量即可(kě)。車床主軸的軸向竄動主要影響工件端(duān)麵的(de)幾何形狀精度,會產(chǎn)生端(duān)麵相對於(yú)外圓柱麵的垂直度誤差,但對圓柱(zhù)工件的外圓輪(lún)廓的加工沒有影響。主軸(zhóu)的軸向熱伸長量(liàng)隨溫(wēn)度場升(shēng)高而加大,端麵跳動量在不同轉速、不同溫度下呈增加趨勢,其相應信(xìn)號(hào)由圖4中(zhōng)所示的S5采集。
4、熱誤差分離及主軸回轉精度評定
測量元件(jiàn)的形狀誤差和安裝偏心對主軸回轉精度測量結果產生(shēng)比較大的影響,所以,測量數據中不可避(bì)免地混入了形狀(zhuàng)誤差和安裝誤差,隻有有效地分離出形(xíng)狀誤(wù)差和安裝誤差,才能對(duì)主軸回轉精度進行準確評定。徑(jìng)向熱變形誤差可分解為不(bú)同階(jiē)次的信(xìn)號,非接觸測量時,測量數據(jù)主要(yào)由測量檢棒的圓度誤差信號、截麵粗糙度的誤差信號和波紋(wén)度的誤差信號組成,其中,主軸圓度誤差屬宏觀誤差(chà),為低頻信號;粗糙度誤差屬微觀信號,為高頻(pín)信號;波紋度誤差(chà)是介於圓度誤(wù)差和表麵粗糙度(dù)之間的中頻信號。主軸回轉誤差中(zhōng)以周期性成(chéng)分為主,並且主要由1階、2階、3階和(hé)4階的低階諧波信號組成。因作為基準軸用的試驗檢棒加工精度高,所以對(duì)檢棒的圓度誤差可忽略不計,且熱變形誤差分離主要針對徑向方(fāng)向(xiàng)進行處理。
誤差分離中,首先(xiān)應從采集信號S(θ)中除去被測元件的(de)直流分量(liàng)A0,得到徑向運動(dòng)誤差(chà)Sn(θ)。Sn(θ)具有(yǒu)周期性和徑向性。周期性(xìng)是(shì)指圓周工件輪廓信(xìn)號的變化是以2π/i為時長、多次重複出現(xiàn);徑(jìng)向性是指被(bèi)測件的同一個橫截麵(miàn)上的半徑在不同位置處各不相同,存在差異性。所以主軸回轉時在誤差敏感方向上的誤差運動可以看成是多個不同倍頻的誤差(chà)信號(hào)的疊加。被測元件敏感方向上的回轉運動Sn(θ)的傅(fù)裏葉級數展開為
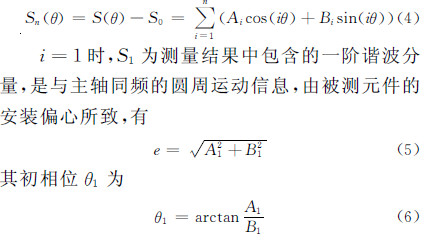
i≥2時,Si為每周圈具有i個波峰的內擺線(xiàn)。主軸熱誤(wù)差主要由兩部分組成:① 主軸支(zhī)承軸承熱變形導致回(huí)轉中(zhōng)心發生的偏移(yí),在(zài)信號中反映為直流分量的變化;② 從測量結果中除去被(bèi)測元件的偏心量就可獲得熱變形導致的徑向運動誤差
:S2(θ)=Σni=2(Aicos(iθ)+Bisin(iθ)) (7)
本(běn)文誤差信號的頻譜分析借助於FFT方法,將時(shí)域采集到的離(lí)散誤差信號變為頻域(yù)信號,以便分析其誤差組成(chéng)。所以,數據處理時,用傅(fù)裏葉級數分離檢棒的安裝偏心量e,也可分離出采樣數據中的檢棒的形狀誤差,從而(ér)提取出(chū)主軸回轉誤差,流程如圖6所示(shì)。
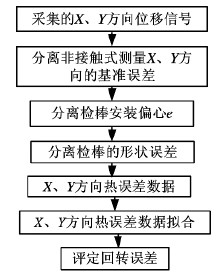
圖6 數據處理流程圖
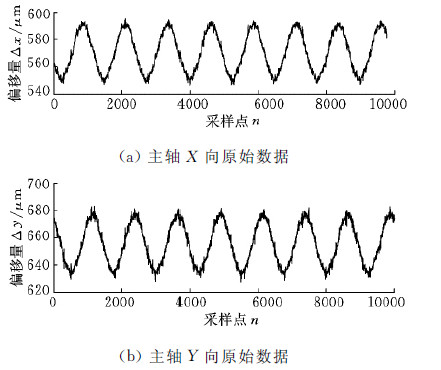
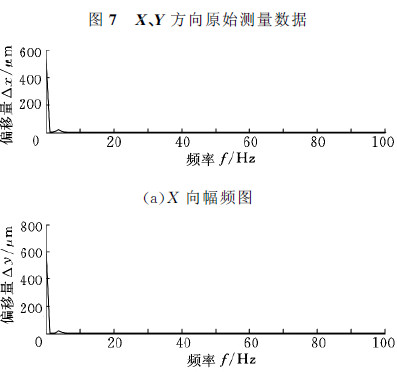
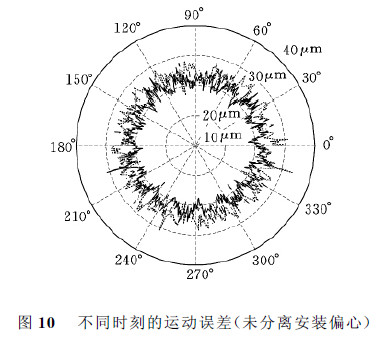
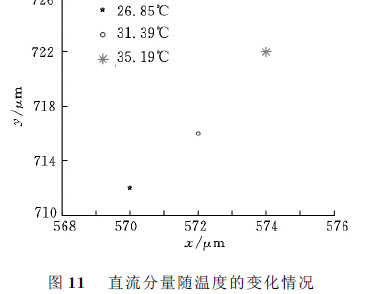
圖7所示為X、Y 方(fāng)向上的原始數據,其中(zhōng)微小的噪聲數據為主軸隨(suí)機跳動所致(zhì)。圖8為兩者的(de)頻譜(pǔ)分析圖,其中,具有最大幅值(zhí)的頻率(lǜ)接(jiē)近(jìn)零,對應著傳感器的初始(shǐ)安裝位置,其一階分量為檢棒(bàng)的安裝偏心量(liàng)。圖9所示為去除直(zhí)流分量後X、Y 方向的誤差測量數據(jù),主要由安裝偏心和運動誤差組成。圖10所示為未分離安裝(zhuāng)偏心e情況下,在不同(tóng)時刻(主軸分別以240r/min,480r/min,960r/min速(sù)度(dù)運行結束時)的徑向回轉誤(wù)差(chà)的變化情況,盡管有溫升的變化,但是偏(piān)心量基本不變,均在21μm左右。圖11所示為直流分(fèn)量分別在240r/min,480r/min,960r/min結束(shù)時的情況,它反映了回轉中心隨溫度的變化而發生了(le)偏移。
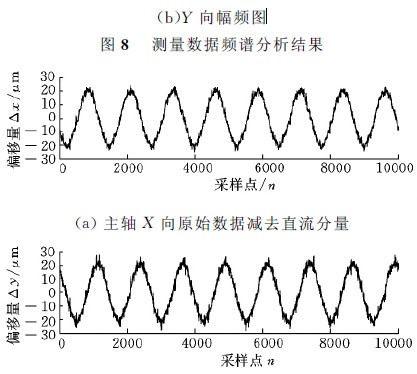
(b)主軸Y 向原始(shǐ)數據減去直流分量
圖9 去除直流分量後的(de)誤差數據
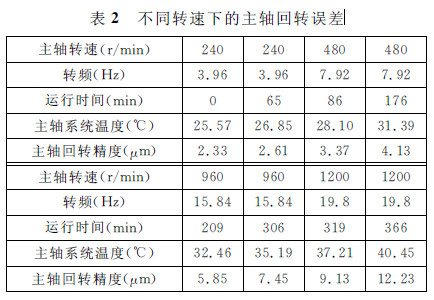
表2所示為在不同轉速、不同(tóng)的溫度場下,基於圓圖像法並采用最小二乘圓方(fāng)法獲得的徑向熱跳(tiào)動量變化所產生的主軸係統回轉精(jīng)度。如表2所示,隨著主軸係統溫度的升(shēng)高(gāo),熱變(biàn)形所引起的(de)徑向運動誤差相應增大。主軸係統(tǒng)的溫度(dù)上升愈大,其熱(rè)變形愈嚴重。
5、結論
(1)對測量數據進(jìn)行FFT諧波(bō)分析(xī)可知,不同轉速下的主軸回轉偏心(xīn)量基本保持不變,其一階頻率(lǜ)與主軸回轉頻率一致。
(2)主軸在軸向和徑向均有熱(rè)變形,因此,適時地控製機床(chuáng)軸係的溫升,可以減小機床主軸(zhóu)的熱變形,提高其加工(gōng)精度。
(3)全麵分析了機床主軸回轉熱誤差,由(yóu)研究結(jié)果可以看出,車床主軸在熱溫升的影響下,其回轉誤差有加速增大的趨勢。通過對實驗測量數據的(de)分析及回轉誤差評定研究,可以評測機床熱變形對主軸回轉誤差的影響,獲得主軸在不同的溫度穩定場下,其加工(gōng)精度的變化狀況(kuàng),為後續機床熱變(biàn)形補償提供更加可靠(kào)的實驗(yàn)依據。
如果您有機床行業、企業(yè)相關新聞(wén)稿件發表(biǎo),或(huò)進行資訊合作,歡迎聯係本(běn)網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金(jīn)屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產(chǎn)量(liàng)數據(jù)
- 2028年(nián)8月 基本型乘用車(轎車(chē))產量數據
- 機械加(jiā)工(gōng)過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機(jī)床的發(fā)展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了(le)?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業(yè)最新自(zì)殺性營銷,害人害己!不倒閉才
- 製造業大逃亡(wáng)
- 智(zhì)能時(shí)代,少談(tán)點智造,多談點製造
- 現實麵(miàn)前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床(chuáng)加(jiā)工刀具(jù)補償功能(néng)
- 車床鑽孔攻螺紋(wén)加工方法及工裝設計
- 傳統鑽(zuàn)削與螺旋銑(xǐ)孔加工工藝的區別