


摘要: 隨著雙(shuāng)主軸(zhóu)機床在製造業中越來越廣泛地應用,將原有(yǒu)機床升級改造為雙主軸機床成為一項新(xīn)的(de)課題。以沈陽機床廠生產的HTC16 型數控車床(chuáng)為例,進行副主軸的設計與計算。用(yòng)疊加法推導出副主軸的端部位移計算表達(dá)式,並計算出結果,在理論上保證副主軸的(de)剛(gāng)度滿足要求。利用Creo 繪圖軟件繪製出副主軸的三維實體模型,導入ANSYS Workbench軟件中建立模型(xíng),進行相(xiàng)關的有限元分析。通過靜態分析得到(dào)副主軸在特定工況條件下的靜(jìng)態力學特(tè)性,通過模態分析得到副主軸的振動特性和(hé)極限轉速。這(zhè)些(xiē)結果(guǒ)驗證出副主軸的剛度和強(qiáng)度滿足(zú)要求,轉速設置合理,對提(tí)高副主軸的設計質量具有一定參考價值。
關鍵詞: 副主軸; 有限元分析(xī); ANSYS Workbench; 靜態分析; 模態(tài)分析
近(jìn)些年來,隨著設計理念的(de)發(fā)展進步,柔性化、複合化、高速化已成(chéng)為當今國內(nèi)外數(shù)控(kòng)機床發展的重要趨勢。雙主軸機床加工零件時(shí),在正主軸完成工件左邊部分(fèn)的加工後,副主軸可在不停車狀態下對(duì)已加工部位夾持轉移,然後進(jìn)行工件未加工部分(fèn)的車削內容,從而實現零件的完全加工。這樣一次裝(zhuāng)夾(jiá)完(wán)成零件的大部分甚至全(quán)部車削任務,減少(shǎo)了加工輔助時間,沒有(yǒu)再(zài)次定位的過程,提高了零件的加工精(jīng)度,特別是形(xíng)位精度,很好地體現出了複合加工理念(niàn),此種機床(chuáng)已經在製造工業中發(fā)揮著越來越重要的作用(yòng)[1 - 3]。本文以沈(shěn)陽(yáng)機床廠生產的HTC16 型數控車床為對象(xiàng),旨在將其升級改造為雙主(zhǔ)軸車床,進行副主軸的設計分析。
主軸是機床上非常關鍵的部(bù)件,其靜、動態(tài)特性在很大程度上決定了機床的加工質量。為了提高機床設(shè)計(jì)水(shuǐ)平,各企業(yè)研發部門(mén)在設計過程中越來越多地采用了一些現代設(shè)計方法。車床在不同(tóng)激(jī)振頻(pín)率的動載荷作(zuò)用下,各部件反映在刀具與工件切削處的綜合位移中主軸組件所占的比重最大,主軸組件未處於共(gòng)振狀態下(xià)產生的影響占30% ~ 40%,
處於共振狀態下產生的影(yǐng)響占60% ~ 80%。因此,在機床樣機製造之前,利(lì)用有限元軟件對主軸靜、動態特性進行分析是十分必要的,這對(duì)主軸(zhóu)乃至機床的設計製造具有重要意義[4]。
本文采用有限元軟(ruǎn)件ANSYS Workbenchl 4. 0,對所設計的副主(zhǔ)軸進行靜態和(hé)動態分析。由(yóu)靜態分析得到主軸在特定工況下的最大變形量和最大應力值,用以驗證其強度(dù)和剛度是否滿足(zú)要(yào)求; 由動態分析得到主軸的固有頻率和振型,進而可以判斷轉速設置(zhì)是否合理。
1 、副主軸(zhóu)結(jié)構(gòu)設計及驗算
根據HTC16 數控機床的相關技術(shù)參數和(hé)對副主軸生產能力的(de)設(shè)計要求(qiú),選定副主軸的構造為背包式副主軸,通過(guò)一定的計算過程,確(què)定副主軸的(de)結構尺寸,並(bìng)對其進行(háng)驗算[5 - 7]。
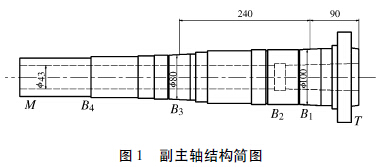
副主軸的結構如圖1 所示,主軸有3 個支承(chéng):前支(zhī)承(chéng)依靠雙列圓柱滾子軸承NN3020K( 安裝在B1處) 徑向定(dìng)位,依靠雙向推力(lì)角接觸球(qiú)軸(zhóu)承234420( 安裝在B2處) 軸向定位,中部支承依靠雙列圓柱滾子軸承NN3016K( 安裝在(zài)B3處) 徑向定位,沒有軸向定位; 後支承依靠深溝球(qiú)軸承6214( 安裝在B4處) 徑向定位,沒有軸向定位。三支承中前、中支承為主(zhǔ),後支承為輔助支承,主要為了(le)承受同步帶傳動(dòng)的壓軸(zhóu)力。同步帶輪安裝在M 處,依靠一對脹套(tào)連接緊固。電動機功(gōng)率7. 5 kW,轉速依照機床主軸設定為200 ~ 4000 r /min。
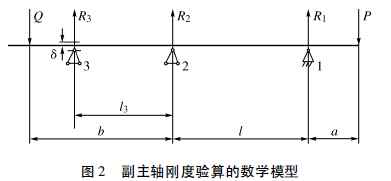
後支承列出靜力學方程可知,這是一個一次超靜定問題(tí),根據(jù)文獻中計算三支承(chéng)主(zhǔ)軸的剛度的方法,將主軸組件看作是主軸剛(gāng)性、支承彈性和主軸彈性、支承剛性的疊加[8],進而找到超靜定(dìng)問題的變形協調條件,對本文中的副主軸進行分析計算(suàn)[9],得出端部位移的計算表達式為(wéi):
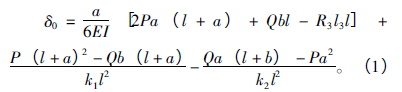
式中: E 為彈性模量,Pa; I 為主軸的慣性矩,mm4 ; a 為(wéi)主軸的懸伸,mm; l 為主軸的跨距,mm; b 為主軸後端載荷作(zuò)用(yòng)點與主(zhǔ)支承之間的(de)距離,mm; l3為輔助支承與主支承之間的距離,mm; P 為主軸前端部(bù)徑向載荷,按(àn)集中處理,N;Q 為主軸後端部徑向載荷(hé),按集中處理,N; R3為支承3 處的支反力,N; k1、k2為支承1、支承2處軸承的徑向剛度,N/mm。將公式中各個常量的數值帶入,計算得到(dào)副主軸端部位移為0. 002 65 mm,這一位移值在機床最大精度(dù)的允許範圍內,副主軸的剛度是滿足要求的。
2 、副(fù)主軸的靜態分析
2. 1 有限元模型的建立
用三維軟(ruǎn)件Creo2. 0 建立副主軸的三維實體模型,另存(cún)為Parasolid 文件( * . x_ t) ,並通過(guò)此文件導入到ANSYS Workbench 的分析項目中(zhōng)[10]。為便於分析和(hé)提高計算效率,需要對(duì)主軸結構進行(háng)必要的(de)簡化,在不影響最終計算精度的前提下,螺紋、鍵槽、油孔等按(àn)實(shí)體處理(lǐ),忽略退刀槽、倒角等局部特征。材料為45 號鋼,默認設(shè)定為結構鋼,利用自動網格對其劃分單元。網(wǎng)格劃分後的有(yǒu)限元模型如圖3 所示(shì),合計節點數96 434,單元數(shù)為56 328。

2. 2 添(tiān)加約束和載荷
副主軸(zhóu)通過4 個軸(zhóu)承定位(wèi),前端雙列圓(yuán)柱滾(gǔn)子軸承和推力球軸(zhóu)承組合(hé)限製主軸的徑向移動和軸向移動,添加約束時,可以將這(zhè)兩個軸承當成一個(gè)約束處理,在與圓柱滾子軸承NN3020K - w33 內圈接觸的軸頸表(biǎo)麵上添加(jiā)X、Y 和Z 3 項移動約束和X、Y 兩向轉動約束; 在與圓柱滾子軸承NN3016K- w33 和深溝球(qiú)軸承6214 內圈接觸的軸(zhóu)頸表(biǎo)麵上(shàng)添(tiān)加X、Y 兩(liǎng)項移動約束和X、Y 兩向轉動約束。主軸在工作中主要(yào)承(chéng)受5 個載荷: 同步帶(dài)傳動施加在主軸後端的驅動力矩,同(tóng)步帶傳動產生的壓軸力,刀具施加在主(zhǔ)軸前端的切削阻力矩、背(bèi)向力和進給力(lì)。
在電機(jī)功率恒定、低速重載時,主軸受力和變(biàn)形最大,所以選擇低(dī)速加工時的情況進行分析。本文所設計的副主軸的電動機功率為7. 5 kW,根據公式nj = nminR0. 3n計算得傳遞全功率的最低轉速即計算轉速約為500 r /min,由此計算出副(fù)主軸最大轉矩T = 143 N·m。機床平(píng)穩切削時,主(zhǔ)軸周向受力可視為處於平(píng)衡狀態,驅動(dòng)力(lì)矩和切削阻力矩大(dà)小相等方向(xiàng)相反,均為(wéi)143N·m,各加載在主軸(zhóu)後端連接脹套( M 處) 的表麵和前段最大軸徑( T 處(chù)) 表麵上。同步帶傳(chuán)動(dòng)的壓軸力根據公式Fτ = 1000Pd /v計算得1890N[11],加在主軸後端M 處軸頸表麵;背向力根據公式Fp = 0. 5Fc,計算得893. 75N,加在主軸前端T 處軸(zhóu)頸表麵; 進給力根據公式Ff =0. 4Fc,計算得715N,加在(zài)主軸前端麵[12 - 13]。
2. 3 靜態分析結果
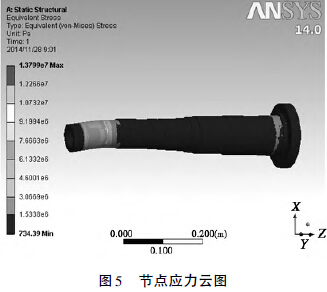
經過(guò)計算得出結果,圖4 所示為副主軸的節點位(wèi)移雲圖,圖5 所示為副主軸節點(diǎn)應力雲圖。從圖中看出,副主軸最大變形量約為0. 008 mm,發生在後端連接帶輪處(chù),小於機床設計手冊(cè)的推薦值,副主軸最大應力為13. 8MPa,小於45 號鋼的許用應(yīng)力(lì)60MPa,應力最大點位於副主(zhǔ)軸後端圓柱麵上,為擠壓應力。副主軸的強(qiáng)度和剛度(dù)均滿足(zú)要求。

3 、副(fù)主軸的模態分析
3. 1 有限元模型的(de)建立及(jí)添加約束
模態分析中副主軸的建模與單元劃分與上文靜態分析中的完全相同。在施加約束時,由於阻尼對橫向(xiàng)振動固(gù)有特性的影響很(hěn)小,所以在分析中各支撐處的阻尼忽略不計,前支撐雙向推力角接觸球軸承的剛度很大,在添加約(yuē)束時可(kě)以隻考慮徑向剛度的影響。所以施加約(yuē)束如下:
B1處表麵,施加z 向固定約束和彈(dàn)性支撐約束;B3和B4處表麵,施加彈性支(zhī)撐(chēng)約束。軸承的徑向剛度值可由此公式計算得到:Kr = dFrdδr= 3. 39F0. 1r l0. 8
a( iz) 0. 9 cos1. 9α。( 2)式中: Fr為作(zuò)用(yòng)在軸承上的徑向載(zǎi)荷; la為滾子的有效(xiào)長度; i、z 為滾子(zǐ)的列數(shù)和(hé)每(měi)列的滾子數;α 為接觸角。
經計算,B1處軸承徑向剛度值為1. 88 × 109N/m,B3處軸承(chéng)徑向剛度值為1. 34 × 109 N/m,B4處軸(zhóu)承徑向剛度值為2. 35 × 108 N/m。
3. 2 模態分析結果
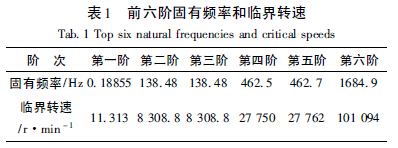
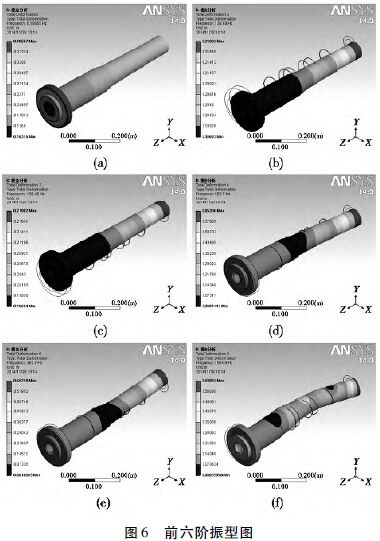
經過分析計算,得到副主(zhǔ)軸的前六(liù)階固有頻率與振型(xíng)圖,分別見表1,如圖6 所示。主軸臨界轉速與主軸固(gù)有頻率間的轉換(huàn)公式為(wéi)n = 60 × f,由此可得電機主軸的前6 階臨界轉(zhuǎn)速。
由振(zhèn)動學理論知,當主軸以臨界(jiè)轉速(sù)轉動時,將產生共振,使其撓度很大(dà),主軸將強烈振動(dòng),導(dǎo)致壽命(mìng)下降。設計主軸時必(bì)須保(bǎo)證主軸(zhóu)轉速範圍不(bú)與共振(zhèn)區重合。副主軸的轉速範圍設置(zhì)為200 ~4000 r /min,從表1 看出,副主軸的工作轉速避開了共振區(qū),能使加工精度(dù)得到保證,可(kě)見(jiàn)轉速設置是滿足要求的(de)。
4 、結束(shù)語
本文由機床改進要求和初始條件設計(jì)出HTC16 數控機床副主軸的結構尺寸,通過副主軸的靜態特性分(fèn)析,計算出其在極(jí)限工況條件下的應力應變(biàn)值,驗證了主軸(zhóu)的強度和靜剛度均滿足要求,通過副主軸的模態分析,計算(suàn)出前(qián)六階的固有頻率(lǜ)、臨界轉速和振型,表明在設置的轉速範圍內不會有發生共振的危險。但由(yóu)於初步設計時尺寸取了較大盈餘,在有(yǒu)限元分析時忽略了次(cì)要矛盾,對實際模型進行了簡化處理,並且約束和(hé)載荷與實際情況有一定差別,所以有限元分析的(de)模擬結果不可能完全準確,但能近似反(fǎn)映副主(zhǔ)軸的工作情況,對後續的設計和優化有一(yī)定指導意義。
如果您有機床行業(yè)、企業相關新聞稿(gǎo)件發表(biǎo),或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬(shǔ)切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月(yuè) 新(xīn)能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
- 機械加工過程(chéng)圖示(shì)
- 判(pàn)斷一(yī)台加工中心精度的幾(jǐ)種辦法
- 中走絲(sī)線切割機床的發展趨勢
- 國產數控係統和數控機床何去(qù)何從?
- 中(zhōng)國的(de)技術工(gōng)人都去(qù)哪裏了?
- 機械老板做了十多年,為(wéi)何還是小作坊?
- 機械行業最新自(zì)殺性營銷,害人害己!不倒閉(bì)才
- 製造業(yè)大逃亡
- 智能(néng)時代(dài),少談(tán)點智造,多談點製造(zào)
- 現實(shí)麵前,國人沉默。製造業的騰(téng)飛,要(yào)從機床
- 一文搞懂(dǒng)數控車床加工刀具補償功能
- 車(chē)床鑽孔攻螺(luó)紋加工方法及(jí)工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的(de)區別