


摘要: 為了解決大直(zhí)徑菲涅爾透鏡模具加工機床的加工穩定性(xìng)、精度難以(yǐ)保證的問題,基於ANSYS Workbeach軟件(jiàn),對(duì)機床整體進(jìn)行靜(jìng)動態分析. 首(shǒu)先,通(tōng)過靜態分析得到大直徑菲(fēi)涅透鏡模具加工機床整機的薄弱環節(jiē); 然後,利用模態分析法得(dé)到機床整機前六階的模態振型並分析了(le)機床結構的模態(tài)頻率及振型之間的關係. 分析結果表明: 橫梁穩定性較(jiào)低,為機床的薄(báo)弱環節,橫梁內部x 向筋板需要加強; 機(jī)床最大位移發生在橫梁(liáng)位(wèi)置,變形主要發生在地腳,需要改善(shàn)優化地腳數量與布局. 改進方案為: 橫梁筋板(bǎn)厚度不變(biàn),將內部原垂直構成的十形結構筋板改為V 型結構; 箱體前段需要增加3 個地腳(jiǎo)並成等距排列以提供支持力(lì),從而加強機床剛度。
關鍵(jiàn)詞: 菲涅爾透鏡(jìng); 模具加工; 靜動態分析; 模態
菲涅爾透鏡是由一係列同心棱形槽構成的光學係統,具有優(yōu)良的光學聚焦和成像性能(néng). 因其厚(hòu)度薄、質量輕、口徑大、結構緊湊、可大批量利用複製(zhì)技術生產等優點[1-2],在軍工、航空航天、精密(mì)儀(yí)器等領域(yù)具有廣闊的應用前景.
大直徑菲(fēi)涅爾透(tòu)鏡的質量取(qǔ)決於專用機床的性能指標,不僅要求機床(chuáng)具有高的加工精度(dù)和可靠性,還要(yào)求機床具有(yǒu)優異的靜動態特性[3]. 機床靜動態特性的(de)好壞直接關(guān)係(xì)到大直(zhí)徑菲涅爾透鏡表麵粗(cū)糙度和加工可靠性及整機的使用壽命[4]. 大直徑菲涅爾透鏡(jìng)由於環距(jù)小、環數眾多,加(jiā)工過程中加工軌跡由一簇相互之間不(bú)連續的同心圓環(huán)構成且相鄰環帶傾角有微(wēi)小差距[5]. 整個加工過程中,機床進行無(wú)數次的退刀、進刀同時(shí)需對刀具所在回轉軸進行微調. 機床各軸不停地起動、停止以及微調,這(zhè)樣對機床的(de)精度要(yào)求極高[6-7]. 機床是由許多部件組成的複雜係統,那(nà)些質量較大且起支撐(chēng)作用的部件對機床整體結構的特性影響很大,直接影響機床整體結構的加工精度、運行穩定性(xìng)和(hé)工作壽命,必須對機床靜動態進行研究。
目前,國(guó)內外諸多(duō)學者對機床的靜動態特(tè)性進行了研(yán)究並取得了有益成(chéng)果. 丁喜(xǐ)合等[8]采用有限元軟件SAMCEF Mecano,找出了機床的薄弱環節,驗證了靜動態特性分析(xī)的正確性. 王禹(yǔ)林(lín)等[9]使用ANSYS 針對影響較大的結合麵剛度進行優化,改善了整機的靜(jìng)動(dòng)態特性. 劉傳倫等[10]在虛擬樣機技術(shù)的基礎上,分析了雙橫梁高速加工龍門銑(xǐ)床的剛(gāng)度(dù)和變形問題,提出了龍門銑(xǐ)床(chuáng)雙橫梁係統(tǒng)的設計方法,解(jiě)決了大跨距龍門銑床剛度低、靈活性差的問(wèn)題. 美國Park 等[11]利用靜動態特(tè)性(xìng)分析得到機床靜剛度與機床結構尺寸的關係,利用有限元軟件建立了3 個(gè)不同尺(chǐ)寸的機床有限元模型,對其分別進行了模態分析,確定了機床的最優結構尺寸. 英國Huo 等(děng)[12]利用ANSYS 軟件對(duì)所做(zuò)出的開放(fàng)式框架結構和封閉式龍(lóng)門結構2 種機床總體布局進行靜動態分析得到後者優於前者,為(wéi)機床結構優化提供了指導方向。
本文針對大直徑菲涅爾透鏡模具加工機床加工穩定性、精度(dù)難以保證的難題,以機床整機為研究對象,運用三維建模軟件Pro /E 建立了機床結構簡化(huà)實(shí)體模(mó)型,應用(yòng)ANSYS Workbeach 軟件建立了機床整機的有限元模(mó)型. 利用有限(xiàn)元法對機床整機進行了靜力學分析和模態分析,得到機床整機的位(wèi)移雲圖、固有頻率和振型,並提出了機床優化措施.
1 、機床(chuáng)結構簡介
大直徑菲涅爾透鏡模具加(jiā)工機床如圖1 所示,其采用龍門式立式主軸結構,橫向水平方向移動軸為x 軸,縱(zòng)向豎直運動軸為z 軸. 轉台B 軸布置在(zài)z軸上,可隨x、z 軸做水平、豎直運動.
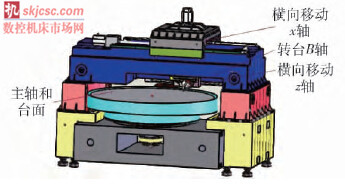
圖1 大直徑菲涅爾(ěr)透鏡模具加工機床三維(wéi)圖
2 、建立機床有限(xiàn)元模型
鑒於大直徑菲涅爾透鏡(jìng)模具加工機(jī)床的(de)結構特點(diǎn),對機床整體進行建模.
2. 1 局(jú)部細節的簡化處理
由於大直徑菲涅爾透(tòu)鏡模具加工機(jī)床結構非常複雜,除了主要結構外,還存在一些螺栓、螺釘孔、擋板等輔(fǔ)助結構,同時,橫梁、立柱內部的筋(jīn)板類型和位置複雜(zá)多樣,增大(dà)了在後續有限元分(fèn)析過程的(de)難度且這些輔助結構對床身的靜動態(tài)特性關係不大,隻是對機床主要結構的一些應(yīng)力相關的問題產生影響。 所以將這些結構進行簡化(huà)處理後,對主(zhǔ)要結構進行靜動態(tài)特性分析,最終求得更加準確的有限元結論。
2. 2 床身材料的選(xuǎn)擇
橫梁、立柱、床身等材料為灰鑄鐵HT250,其中材料彈性模量為160 GPa,密度(dù)為7 200 kg /m3,泊鬆比為0. 25.
2. 3 網(wǎng)格劃(huá)分(fèn)
床身、立柱、橫梁等結構內部結構複雜(zá),內部有筋板,外側有肋,孔的數量也較多,采用自(zì)由劃分的方式劃(huá)分網(wǎng)格,保證求解質量和(hé)計算效率.
2. 4 邊界條件設定
在有限元分析過程中,邊界條件主要包括載荷和約束,Ansys Workbench 中有4 種慣(guàn)性載荷形式和4 種接觸類型[9]. 慣(guàn)性載荷形式包(bāo)括慣性載荷、位移約束、結構載(zǎi)荷、熱載荷. 接觸類型包括綁定接觸、不(bú)分離接觸、無摩擦接(jiē)觸及粗糙(cāo)接觸. 其中綁定接(jiē)觸和不分離接觸屬於線性行為. 本文中機(jī)床各部件(jiàn)間接觸類型均為綁定接觸,電機(jī)導(dǎo)軌等其他附屬結構均被慣性載荷(hé)代替.
3、 機床整機靜力學分析
機床整機簡化後的結構與網格劃分如圖2 所示,網格密度(dù)類(lèi)型為粗糙類(lèi)型,單元(yuán)尺寸為100,網格劃分采用自由劃分方法,節點數為288 074,單(dān)元數為149 014. 通(tōng)過計(jì)算可知橫梁、溜板、轉(zhuǎn)盤及(jí)其負載質量約為(wéi)3 875 kg,承受壓強為85 kPa. 機床受力情況如圖3 所示. 由於切削力很小,以(yǐ)上慣性(xìng)載(zǎi)荷可看作恒力,故確定結合麵為綁定接觸.
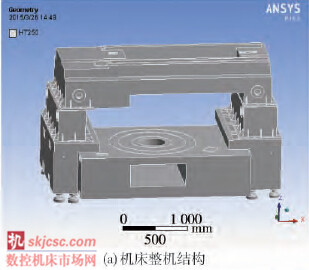
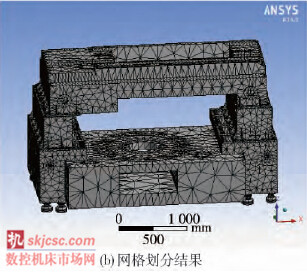
圖(tú)2 機床整機的結構與網格劃分
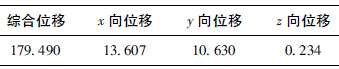
簡化後(hòu)的機床模型主要受到自身重(chóng)力、地腳支持力、轉台與溜板等外(wài)界負載(zǎi)的作用(yòng)力. 靜力學求解完成後,機床(chuáng)整體(tǐ)位移雲圖如圖4 所(suǒ)示,機(jī)床最大位移見表1. 可以看出,機(jī)床綜合位移(yí)量主要發生在橫梁(liáng)與機床箱(xiāng)體前段,綜合變形最大變形為179. 490 μm. 由表1 可知,機床z 向位移最小(xiǎo),x 向最大位移為13. 607 μm,發生在右下地腳處,y 向最(zuì)大位移為10. 630 μm,發生在箱體前段. 橫(héng)梁內部x向筋板需要加強,以減小x 向變形,箱體前段需要增加地腳以提供支持力,從而加強機床剛性. 在橫梁的壓力等外界負荷的作用下,左立柱底部的變形(xíng)量(liàng)比較小,最大變形位(wèi)移發生在立柱(zhù)右(yòu)側y 向,這是因為立柱底部固定,受到橫梁壓力作用(yòng)下產生(shēng)壓縮變形. 立柱內部左側筋(jīn)板需要加(jiā)強(qiáng),減小立柱y 向變形,從(cóng)而使機床(chuáng)得(dé)到高剛(gāng)度. 由機床應力分布圖5可知,整機應力較小,滿足剛度(dù)要求.
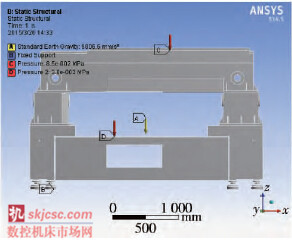
圖3 機床整機約束條件
表1 機床(chuáng)整機(jī)各(gè)個方向的位移量
4 、機床整機模態分析
4. 1 模態分析理論基礎
模態分析研究是(shì)利用模(mó)態坐標替換振動微分方程裏的自然坐標,通過解偏微分方程,求得(dé)係統的(de)固有頻率、模態坐標、阻尼比和振型. 正確的微分(fèn)方程建立是分析機械結構的動態特(tè)性的有力保證,多自(zì)由度運動微分方程可表(biǎo)示為(wéi)
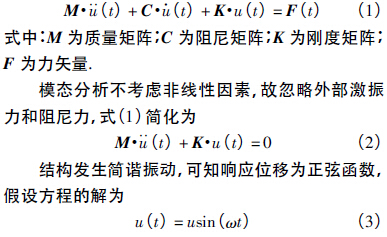
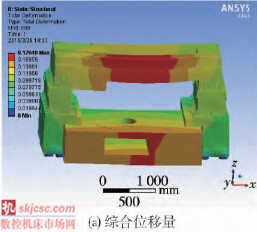
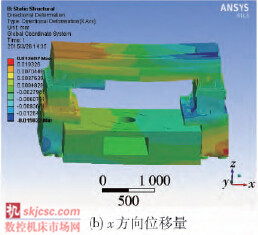
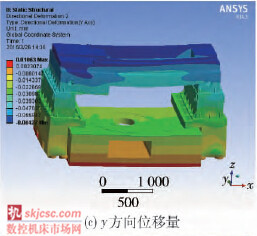
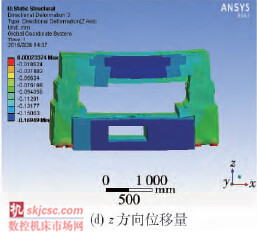
圖4 機床整機靜力分析結果
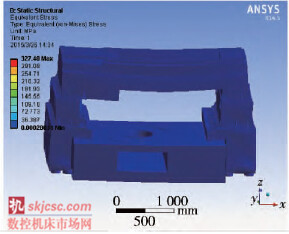
圖5 機(jī)床整機(jī)應力效果圖
4. 2 機床整機模(mó)態分析
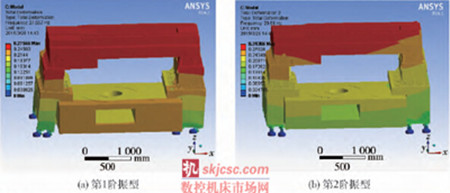
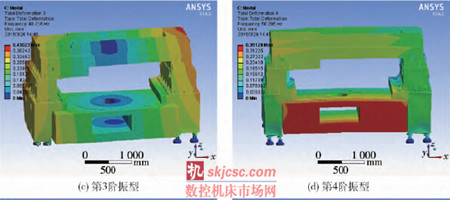
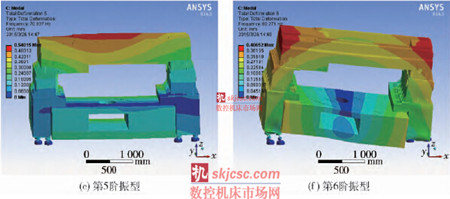
圖6 機床整機(jī)動態分析結果
機床的設計要滿(mǎn)足機床在實(shí)際運行過程中剛度要求(qiú),通過對簡化後的機床結構進行模態分析,得到六階振型(xíng)如圖6 所(suǒ)示,機床整(zhěng)機結構的固有頻率如表2 所示(shì). 機床的一階振型固有頻率為29. 546 Hz,對應振型是(shì)在x - z 平麵內左右擺動,最大位移為275. 66μm; 機床(chuáng)的二階振型固有頻率為32. 461 Hz,對應振型是在y - z 平麵內(nèi)前後擺動,最(zuì)大位移為313. 06μm. 一、二階固(gù)有頻率接近,最大位移(yí)發生在橫梁位(wèi)置(zhì),將會影響導軌的進給精度. 機床的(de)三階振型固有頻率為49. 074 Hz,對應振型是在沿z 軸振動,最大位移為430. 23 μm; 機床的四階振型固有頻率為51. 362Hz,對應振型是在y - z 平麵前後擺動(dòng),最大位移為428. 41 μm. 三、四階固有頻率(lǜ)相差不大,都為x - y 平(píng)麵內的整(zhěng)體變形,變形主要發生在地腳,需(xū)要改善優化地腳數量(liàng)與(yǔ)布局. 機床(chuáng)的五階振型固有頻率為85. 011 Hz,對(duì)應振型是在y - z 平麵內前後擺動,最大位移為480. 13 μm; 機床的(de)六階(jiē)振型固有頻率為87. 291 Hz,對應振型是在x - z 平麵內左右振動,最大位移為406. 52 μm.
表2 機(jī)床整機結構的固有頻率

5 、結(jié)論
運用(yòng)ANSYS Workbench 對大直徑菲涅爾透鏡(jìng)模具加(jiā)工機床進行了靜動態特性分析,得(dé)到以下結論:
1) 橫梁穩(wěn)定性較(jiào)低,易發生S 形凹凸振動,為機床(chuáng)的薄弱環節. 內部x 向筋(jīn)板(bǎn)需要加強,根據對角筋(jīn)板抗扭理論,將橫梁內部筋板改(gǎi)為V 形(xíng)結構.改進方案為: 筋板厚度不(bú)變(biàn),將原來由橫向和縱向筋板垂直構成的十形結構轉變成斜筋(jīn)構(gòu)成的(de)V 形(xíng)結構.
2) 整(zhěng)機一、二階固有頻(pín)率接近,機床最大位移發生在橫梁位(wèi)置(zhì),將會影(yǐng)響導軌的進給精度; 三、四階固有(yǒu)頻率相差不大,機床變形主(zhǔ)要發(fā)生在地腳,箱體前(qián)段需要增加3 個地腳並成等距排列以提(tí)供支持力,從而加強機床剛度.
3) 機床固(gù)有頻率較低,易發生(shēng)共振,因此(cǐ),電(diàn)機等(děng)動載荷(hé)產生的(de)激振力頻率要避開機床固有(yǒu)頻率,提高機床精度.
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行(háng)資(zī)訊(xùn)合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量(liàng)數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區(qū)金屬切削機床產量(liàng)數據(jù)
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量(liàng)數據
- 機械加工過程(chéng)圖示
- 判斷一(yī)台加工中心精度的幾種辦法
- 中走絲線切割機床的(de)發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做(zuò)了十多年,為何還是小作坊(fāng)?
- 機(jī)械行業最新自殺性營銷(xiāo),害人害己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少談點智造(zào),多談點製造
- 現實麵前(qián),國人沉默。製造業的(de)騰飛,要從機(jī)床
- 一文搞懂數(shù)控車床(chuáng)加工刀具(jù)補償功能(néng)
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工(gōng)藝的區別