


摘要: 分析了(le)立式車床工作台直徑從1 000 mm 到5 000 mm 主軸軸承配置結構特點,得出新型工作台主軸軸(zhóu)承結構能夠達(dá)到高精度(dù)加(jiā)工。設計者可以根據實際的加工狀況(kuàng)選擇不同的主軸配置形式。
工廠自動(dòng)化進程發展加快及大(dà)型水(shuǐ)電、核電的開發,使立車應用的範圍越來越廣(guǎng),並且立車規格(gé)在增多,承載能力在加大,立車的精度尤其是工(gōng)作台的回轉精度在提高,大規格立車工作台直徑達25 m 以上,工作台不但要求(qiú)能很好地承受(shòu)工件重量,還要保證在此載荷(hé)下的回(huí)轉精度,以及高抗傾(qīng)覆能力和(hé)較高的轉速等。而限製立車向前發展的關鍵問題就是工作台主(zhǔ)軸軸承的製造與配置問題。為便於研究,本文將研究立車工作台直徑範圍定在1 000 mm 到5 000 mm之間,這個範圍的立車也是傳統意義上的立車。
1 、常規立車工作台軸(zhóu)承配置
立(lì)車工作台(tái)軸承配置中,常規的軸承類型大致分為以下幾種:
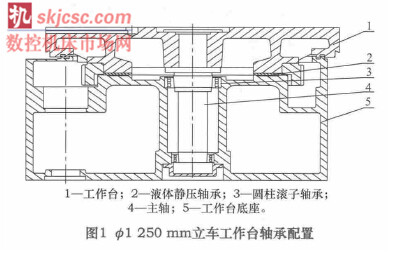
( 1) 靜壓軸承和圓柱滾子軸承
如圖1 所示為1 250 mm 立車工作台軸承配置,此工作台軸承配(pèi)置為經典結構,此種配置在1 000 mm ~5 000 mm立車工作台主軸(zhóu)都能夠找到其蹤影。靜壓軸承承受軸向負荷(hé),是靠(kào)潤(rùn)滑(huá)泵將壓力油送到軸承間隙中,強(qiáng)製(zhì)形成潤滑油膜,從而實現液體(tǐ)潤滑的滑動軸承,由潤滑油的靜壓力平衡外部軸向載荷。圓柱(zhù)滾子軸承承受徑向負荷。這種軸(zhóu)承具有油膜剛(gāng)度大和能抑製油膜震蕩等優點。但是該(gāi)類設計也有不足之處,由於靜壓軸(zhóu)承必須附帶一套專用的供油(yóu)係統來供給壓力油,維護比較複雜而且成本也較高。
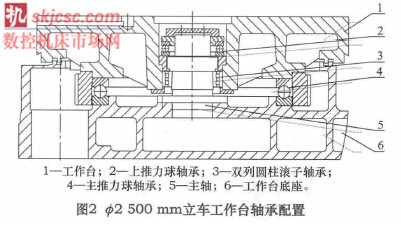
( 2) 推(tuī)力球軸承和(hé)圓柱滾子(zǐ)軸承
推(tuī)力球軸承主要承受一(yī)定的軸向力,所(suǒ)以該軸承用於承受軸向負荷; 而圓柱滾子軸承主要用於承受徑向負荷,工作(zuò)台預緊采用一套推(tuī)力(lì)球軸承。預緊(jǐn)軸承可以提高工作(zuò)台的剛性,當加工工件不對(duì)稱或質量重(chóng)心不在回轉中心時(shí),與液體靜壓軸承(chéng)相比,可以減小工作(zuò)台傾覆。該軸承的配置(zhì)應用也相當廣泛,並且成本相對(duì)較低。圖2 示為2 500 mm 立車工作台軸承配置,此種配置在2 500 mm 及(jí)以上的立車工作台主軸采用。
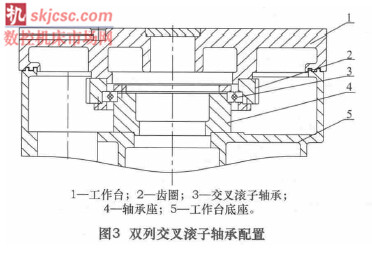
( 3) 交叉圓(yuán)柱滾子軸(zhóu)承
圖3 工作台軸承配(pèi)置采用雙列交叉滾子軸承,台灣的(de)立車生產廠家廣泛使用此軸承配置。雙列交叉滾子軸承隻占一列滾柱軸(zhóu)承的空間,占據空間小,而且其力作用點在回轉(zhuǎn)軸線向兩端延長,與圖(tú)1 結(jié)構相比作用點距(jù)離並不縮減,工作台(tái)具有抗顛覆力矩。采用雙列交叉滾子軸承可以降低工作台的高度,操作更加(jiā)方便。
2 、新型工(gōng)作台主軸(zhóu)軸承配(pèi)置(zhì)結構(gòu)
立車(chē)工作台回轉精度按目前國家標準規定:在1 000 mm 直徑內,工作台麵(miàn)的(de)端麵跳動0. 01 mm,直(zhí)徑每增加1 000 mm 其允差(chà)值(zhí)增(zēng)加0. 01 mm。在1 000 mm 直徑內,工作(zuò)台的徑向圓跳動0. 01 mm,直徑每增加1 000 mm 其允差值增加0. 01 mm。滿足上述精度的立車在一般製造業應用(yòng)廣泛。但在高端製造業對立車加工工件精(jīng)度要求提高,如加(jiā)工直徑1 250 mm 的數控立車,當要求端(duān)麵跳動(dòng)及徑(jìng)向(xiàng)圓跳動均(jun1)小於0. 006 mm 時,采用圖1、圖2 結(jié)構的立車很難滿足要求。采用圖3 結(jié)構,工作台端麵和徑向跳動幾乎完全取決於交叉滾子軸承,對軸承精度要求很高,一般要用到USP 級軸承,屬於超(chāo)精密級,超過ISO 等級(jí)2 級精度,定製該等級軸承周期長,價格昂貴.
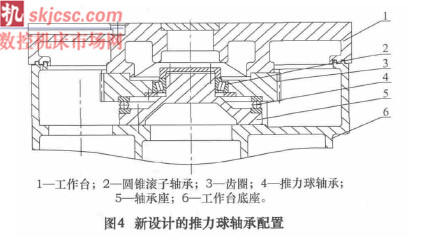
圖(tú) 4 所示工作台主軸結構是我公司根據(jù)幾十年(nián)的立車設計經驗及現有的加工手段和檢測方法設計(jì)的,並應用到(dào)我公司生產的CK5112ATC 數控立車上(shàng),同時此結構也已獲國家發(fā)明專利( 專利(lì)號: CN101716728 A) 。該主軸軸承配置是采用一套推(tuī)力球軸承承受軸向力,采用一套圓錐滾子軸承承受徑(jìng)向力,並通過施(shī)加(jiā)預(yù)緊力提高工作台的剛性和抗傾覆力矩。此種配置(zhì)在1 000 mm及以上的立車工作台主軸均可(kě)采用(yòng)這種軸承結(jié)構。
采用該結構製造出的(de)立車工作台回轉精(jīng)度: 端麵跳動/徑向圓跳動均小於0. 006 mm。滿(mǎn)足高精度加工的要求。
2. 1 成本低
該工作台(tái)主軸結構所用軸承與相(xiàng)當規格的圖(tú)1 和圖2 中的所用的軸承相比價(jià)格低,與相(xiàng)當規格的圖3中所用的軸承(chéng)價格相比偏低1 /5 ~ 1 /3,若選用進(jìn)口(kǒu)軸承,則價格相比價格是國內的的7 ~ 10 倍。
2. 2 影響軸承安裝(zhuāng)精度的(de)零件少(shǎo)
該工作(zuò)台主軸結構最大特(tè)點是將安裝軸承的軸承座與工作(zuò)台底座分離出來(lái),承受徑向負載和軸向負載的兩套軸承裝在同一個軸承座上,使(shǐ)軸承的安裝基準能夠統一,軸承座以一個大平麵與(yǔ)工作台(tái)底座(zuò)安裝在一起(qǐ); 兩套軸承的動圈也安裝在(zài)同一零件齒圈(quān)3 上,工作台安裝在齒(chǐ)圈3 上,這種(zhǒng)結構與軸承安裝相關聯零件隻有兩個。而上述常規軸(zhóu)承配置安裝部位有3 個以上主要零件且工作台底座和工作(zuò)台都是大件,不容易做到精密加工(gōng)。
2. 3 安裝軸承的零件(jiàn)本身精度高
圖1、圖2 所示工作台主軸結構精(jīng)度不高的原因主要有:
( 1) 軸承安(ān)裝麵因受零件形(xíng)狀及重量限(xiàn)製,尤其是工作台底座,很難在磨床上加工。
( 2) 圖1 工(gōng)作台主軸與圓台組合安裝,圖2 工(gōng)作台主軸與底座組合安裝,因兩個零件是分別加(jiā)工,即便(biàn)主軸最後一道工序是用磨床加工,承受軸向負載軸承安裝麵(miàn)和(hé)承受徑向負載回轉中(zhōng)心的垂直度也很難做到小於0. 01 mm。
( 3) 軸承安裝麵本身平麵度做到小於0. 01 mm 也(yě)是很(hěn)難的。
圖4 所示(shì)工作台主軸結構的軸(zhóu)承座(zuò)相對工作台底座(zuò)體積小且重量輕,可以用精密立式磨(mó)床對其加工,齒圈上軸承安裝麵也同樣也可在立式磨床加工(gōng)。用立式磨床加工的軸承(chéng)座,其徑向軸承安裝麵的圓度、軸向軸承座安裝麵的端跳、兩個安裝麵的垂直度等幾何(hé)形位精度(dù)都可做(zuò)到0. 005 mm 以內。
2. 4 安裝檢測(cè)方便
圖1、圖2、圖(tú)3 所示工作台由於受(shòu)其結構所(suǒ)限,隻能在機床全部裝配結束、自車完(wán)工作(zuò)台台麵之後檢驗回(huí)轉精度,如檢驗不(bú)合格還須將工作台拆開、檢查原因,再(zài)重新裝配。圖(tú)4 所示的結構裝配時可根據軸承座精(jīng)度檢測單和軸承(chéng)套圈(quān)檢測單進(jìn)行安裝軸承、調整精度,回轉部分組裝好後,不裝工作台即可對主軸回轉精度進行檢測。
圖1、圖(tú)2 所示結構無法看到(dào)軸承工作運(yùn)轉情況,圖4 所示結構拆掉工作(zuò)台就看到軸承工作運轉情況,安裝檢測(cè)方便。
2. 5 工作台熱變形小、剛性好、回轉精度高
該(gāi)工作台結構易潤滑(huá),隻要打開工作台中間蓋板就能觀察到軸承的潤滑(huá)情況,通(tōng)過油冷卻(què)可將工作台運(yùn)轉產生(shēng)的熱量降低,減小工作台熱變形; 主軸回轉軸承內徑(jìng)相對較大,圓錐滾(gǔn)子作用點沿軸向外延,增加了作用點之間的距離; 通過壓蓋對工作台(tái)圓錐滾子軸(zhóu)承和推力球軸承同時預緊(jǐn),兩套軸承都是負遊隙安裝(zhuāng),因而,工作台的剛性高,同時回轉精度也得到(dào)提高。
3、 結語
本文分析了立式(shì)車床工作台主軸軸承(chéng)不同的配置方式及其各(gè)自的特點,重點(diǎn)介紹了一種新(xīn)型工作台主(zhǔ)軸軸承配(pèi)置結構,為設計者(zhě)提供了(le)更(gèng)多的選擇。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com

")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機(jī)床產(chǎn)量(liàng)數據(jù)
- 2024年11月(yuè) 軸承出口情況(kuàng)
- 2024年11月 基(jī)本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車(chē)產量數(shù)據(jù)
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽(qì)車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據